 |


Пример выполнения расчетно-практической работы
|
|
|
|
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к проведению
Расчетно-практической работы № 4
“Расчет размерных цепей”
по курсу:
“Метрология, стандартизация и сертификация”
для студентов специальности 311400 - «Электрификация и автоматизация сельского хозяйства», 260200 - «Технология деревообработки»,
311000 - «Земельный кадастр».
дневной и заочной форм обучения
Тюмень 2011
Утверждено редакционно-издательским советом
Тюменской государственной сельскохозяйственной академии
Составители: доценты: М.В. Немков, А.В. Головкин, М.А. Христель,
Е.А. Головкина.
Тюменская государственная сельскохозяйственная академия, 2011
ОБЩИЕ ПОЛОЖЕНИЯ
При современном развитии науки и техники, организации производства стандартизация, основанная на широком внедрении принципов взаимозаменяемости, является одним из наиболее эффективных средств, способствующих прогрессу во всех областях хозяйственной деятельности и повышению качества выпускаемой продукции.
Одной из основных задач инженера-механика является создание новых и модернизация существующих изделий, подготовка чертежной документации, способствующей обеспечению необходимой технологичности и высокого качества изделий. Решение этой задачи непосредственно связано с выбором необходимой точности изготовления изделий, расчетом размерных цепей, выбором допусков отклонений от геометрической формы и расположения поверхностей.
ЦЕЛЬ РАБОТЫ
Закрепить теоретические положения раздела “Расчет размерных цепей” курса “Основы метрологии, стандартизации и сертификации”, привить навыки в пользовании справочным материалом, ознакомить студентов с основными типами расчетов размерных цепей.
|
|
|
Содержание работы
3.1. Изучить основные понятия взаимозаменяемости.
3.2. Изучить методику расчета размерных цепей, обеспечивающую полную взаимозаменяемость.
3.3. Определить номинальное значение, предельные отклонения и допуск замыкающего звена.
3.4. Изобразить графически схему размерной цепи.
Материальное обеспечение
4.1. Методические указания.
4.2. Задание (приложение).
4.3. Справочный материал.
Организация работы
Группа студентов в составе 25 – 30 человек изучает под руководством преподавателя вопросы, входящие в содержание работы.
Каждому студенту в соответствии с его вариантом (приложение) выдается задание:
Составить схему размерной цепи для узла, изображенного на рис.1. По заданным номинальным значениям размеров и полям допусков составляющих звеньев А1, А2, А3, А4 (приложение) определить номинальное значение, предельные отклонения и допуск замыкающего звена АD в условиях полной взаимозаменяемости.
Студент производит расчеты, рисует схему размерной цепи, по результатам выполнения расчетно-практической работы оформляет отчет.
Расчет размерных цепей
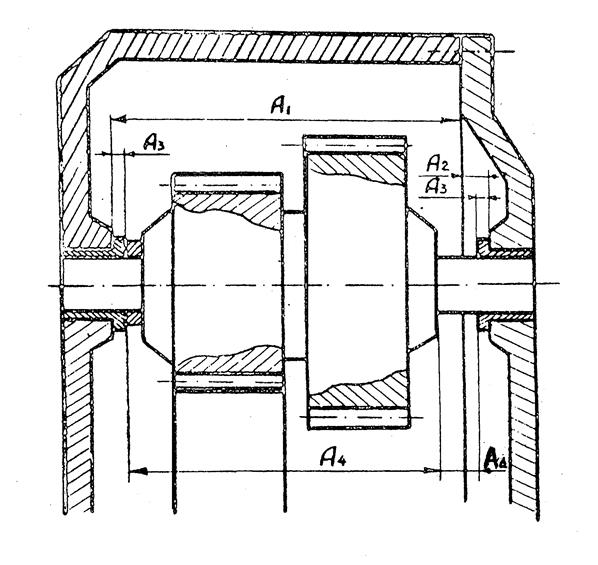
Рис.1. Эскиз узла редуктора
Для нормальной работы машины или другого изделия необходимо, чтобы составляющие их детали и поверхности последних занимали одна относительно другой определенное, соответствующее служебному значению положение. При расчете точности относительного положения деталей и их поверхностей учитывают взаимосвязь многих размеров деталей в изделии.
Размерной цепью называют совокупность размеров, образующих замкнутый контур и непосредственно учитывающих в решении поставленной задачи.
Замкнутость размерного контура - необходимое условие для составления и анализа размерной цепи. Однако на рабочем чертеже размеры следует проставлять в виде незамкнутой цепи; не проставляют размер замыкающего звена, так как для обработки он не требуется. Размеры, образующие размерную цепь, называют звеньями размерной цепи.
|
|
|
Размерная цепь состоит из составляющих звеньев и одного замыкающего. Замыкающим называют размер (АD на рис.2 ), который получается последним в процессе обработки детали, сборки узла машины или измерения. Его назначение и точность зависят от значений и точности остальных (составляющих) размеров цепи. Составляющее звено - звено размерной цепи, изменение которого вызывает изменение замыкающего звена (но не может и не должно вызывать изменение исходного звена). Составляющие размеры обозначают А1 , А2 ,..., Аm-1 (для цепи А), В1 , В2 ,..., Вm-1 (для цепи В) и т.д. Исходное звено - звено размерной цепи, заданные номинальный размер и предельные отклонения которого определяют функционирование механизма и должны быть обеспечены в результате решения размерной цепи.
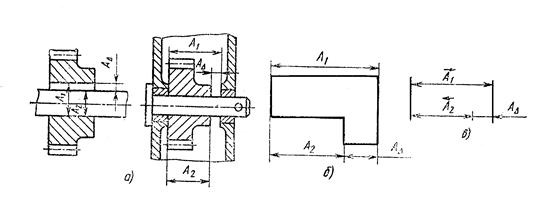
Рис.2. Схемы размерных цепей
Исходя из предельных значений этого размера рассчитывают допуски и отклонения всех остальных размеров цепи. В процессе сборки исходный размер, как правило, становится замыкающим. В подетальной размерной цепи размер, исходя из точности которого определяется степень точности остальных размеров, также называют исходным.
Замыкающий размер АD в трехзвенной цепи зависит от размера А1 , называемого увеличивающим (чем больше этот размер, тем больше значение АD), и размера А2, называемого уменьшающим (при его увеличении АD уменьшается). Замыкающее звено может быть положительным, отрицательным или равным нулю. Размерную цепь можно условно изображать в виде схемы (см. рис.2,в ). По схеме удобно выявлять увеличивающие и уменьшающие звенья. Над буквенными значениями звеньев принято изображать стрелку, направленную вправо, для увеличивающих звеньев и влево - для уменьшающих.
Сущность расчета размерной цепи заключается в установлении допусков и предельных отношений всех ее звеньев исходя из требований конструкции и технологии. При этом различают две задачи:
– определение номинального размера, предельных отклонений и допуска замыкающего звена по заданным номинальным размерам и предельным отклонениям составляющих звеньев (в случаях, когда требуется проверить соответствие допуска замыкающего размера допускам составляющих размеров, проставленных на чертеже, проверочный расчет);
|
|
|
– определение допуска и предельных отклонений составляющих размеров по данным номинальным размерам всех размеров цепи и заданным предельным размерам исходного размера (при проектном расчете размерной цепи).
В общем случае при n увеличивающих и p уменьшающих размерах номинальный размер замыкающего звена линейной размерной цепи можно определить по формуле:
n n+p
АD = S А j ув – S А j ум (1)
j=1 j=n+1
Составляющие размеры могут изменяться в установленных допусками пределах. При сочетании наибольших увеличивающих и наименьших уменьшающих составляющих размеров замыкающий размер имеет наибольшее значение, при сочетании наименьших увеличивающих и наибольших составляющих размеров - наименьшее значение:
n n+p
АD = S А j ув – S А j ум (2)
j=1 j=n+1
n n+p
АD = S А j ув – S А j ум (3)
j=1 j=n+1
Если принять общее число звеньев в цепи равным m, а общее число составляющих звеньев m - 1 = n + p, то допуск замыкающего размера
m–1
ТАD = S ТА j, (4)
j=1
т.е. допуск замыкающего размера равен сумме допусков составляющих размеров.
При расчете предельных отклонений звеньев удобно использовать координату середины поля допуска Ес(Аj) и половину допуска ТАj / 2, определяемые по значениям верхнего Еs(Аj) и нижнего Еi(Аj) предельных отклонений ( рис.3 ).
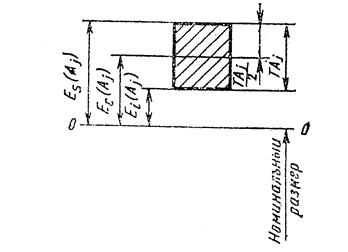
Рис.3. Схема определения координаты середины поля допуска Ес(Аj)
Координата середины поля допуска замыкающего звена определяется по формуле:
n n+p
Ес(АD) = S Ес(А j) ув – S Ес(А j) ум (5)
j=1 j=n+1
Для замыкающего звена предельные отклонения
Еs(АD) = Ес(АD) + ТАD /2; Еi(АD) = Ес(АD) – ТАD /2 (6)
Пример выполнения расчетно-практической работы
Составить схему размерной цепи для узла, изображенного на рис.1. По заданным номинальным значениям размеров и полям допусков всех составляющих звеньев (А1 = 120 Н11, А2 = 30 Н11, А3 = 4 h12, А4 = 140 b12) определить номинальное значение, предельные отклонения и допуск замыкающего звена АD в условиях полной взаимозаменяемости.
|
|
|
6.1 Составляется схема размерной цепи ( рис.4 ) и по ней выявляются увеличивающие (A1, A2) и уменьшающие(A3, A4, A5) размеры.
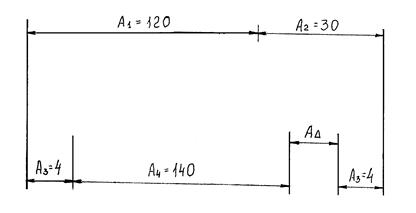
Рис.4. Схема размерной цепи
6.2. По формуле (1) определяется номинальное значение замыкающего размера:
АD = (А1 + А2) – (А3 + А4 + А3) = (120 + 30) – (4 +140 + 4) = 2 (мм).
6.3. По табл. 1.27, 1.28 [ 1 ] находятся отклонения составляющих размеров (учитывая, что верхние и нижние отклонения записываются в тысячных единицах, т.е. 1мкм = 0,001мм):
А1 = 120 +0,22, А2 = 30 +0,13, А3 = 4 –0,12, А4 = 140 –0,59.
Допуски составляющих размеров:
ТА1 = 220 мкм;
ТА2 = 130 мкм;
ТА3 = 120 мкм;
ТА4 = 590 – 240 = 350 (мкм), где число 240 - является частью формулы
Координаты середин полей допусков:
Ес(А1) = 110 мкм;
Ес(А2) = 65 мкм;
Ес(А3) = –60 мкм;
Ес(А4) = –240 + (–350)/2 = –240 + (–350)/2 = –415 (мкм),), где число –240 является частью формулы
6.4. По формуле (4) определяется допуск замыкающего размера:
ТАD = ТА1 + ТА2 + 2ТА3 + ТА4 = 220 + 130 + 2 × 120 + 350 = 940 (мкм).
6.5. По формуле (5) определяется координата середины поля допуска замыкающего размера:
Ес(АD) = Ес(А1) + Ес(А2) – [ Ес(А3) + Ес(А4) + Ес(А3) ] =
= 110 + 65 – [ –60 + (–415) + (–60) ] = 710 (мкм).
6.6. По формулам (6) определяются верхнее и нижнее предельные отклонения замыкающего звена:
Еs(АD) = Ес(АD) + ТАD / 2 = 710 + 940 / 2 = 1180 (мкм);
Еi(АD) = Еc(АD) – ТАD / 2 = 710 – 940 / 2 = 240 (мкм).
Таким образом, при заданных номинальных размерах и предельных отклонениях составляющих размеров замыкающий размер должен быть выполнен с верхним предельным отклонением 1,18 мм и нижним 0,24 мм, т.е. АD = 2 +0,240 мм.
6.7. Правильность решения проверяется определением по формулам (2) и (3) предельных размеров замыкающего звена:
Аmax = (Аmax + Аmax) – (Аmin + Аmin + Аmin) =
= (120,22 + 30,13) – (3,88 + 139,41 + 3,88) = 3,18 мм;
Аmin = (Аmin + Аmin) – (Аmax + Аmax + Аmax) =
= (120,00 + 30,00) – (4,00 + 139,76 + 4,00) = 2,24 мм,
т.е. АD = 2 +0,240 мм.
ЛИТЕРАТУРА
Основная
1.Бейзельман Р.Д. и др. Подшипники качения. Справочник, изд. 6-е, перераб. И доп. – М.: Машиностроение, 1975. – 572 с.
2.Допуски и посадки. Справочник в 2-х ч. Под редакцией Мягкова В.Д.
5-е изд., перераб. и доп. - Л.: Машиностроение. Ленинград, отделение, 1979. - 1032 с.
3.Зенкин А.С. Петко И.В. Допуски и посадки в машиностроении. Справочник. –К.: Техника, 1990. – 320 с.
4. Крылова Г. Д. Основы стандартизации сертификации метрологии. М., 1998.
5. Лифиц И. М. Основы стандартизации метрологии и управления качеством товаров. М., 1994.
6. Лифиц И. М. Основы стандартизации метрологии и сертификации. М., 1999.
7. Ловчева Р. Н. Стандартизация и контроль качества продукции. М., 1990.
8.Свидерский В.И., Головкин А.В., Е.А. Головкина. Учебное пособие по курсу Метрология, Стандартизация и Сертификация. Тюмень. 2011. -106 с.
|
|
|
9. Сергеев А. Г., Лотышев М. В. Сертификация. М., 1999.
10. Серый И.С. Взаимозаменяемость стандартизация и технические измерения. – М.: Колос, 1981. – 351 с.
11. Справочник контролёра машиностроительного завода. Допуски, посадки, линейные измерения. Под ред. Якушева А. И. - 3-е изд. перераб. и доп. - М.: Машиностроение, 1980. - 527 с.
2. Дополнительная литература
1. Ганаевский Г.М., Гольдин И.И. Допуски, посадки и технические измерения в машиностроении. - М.: ПрофОбрИздат, 2002. - 288 с.
2. Дунаев П.Ф., Леликов О.П., Варламова Л.П. Допуски и посадки. Обоснование выбора. - М.: Высш. шк., 1984. - 118 с.
3. Зайцев С.А. и др. Допуски, посадки и технические измерения в машиностроении. - М.: Академия, 2002. - 240 с.
4. Зябрева Н.Н. Пособие к решению задач по курсу “Взаимозаменяемость, стандартизация и технические измерения”. М.: Высшая школа, 1977 г.
5. Крылова Г. Д. Основы стандартизации, сертификации, метрологии. - М.: ЮНИТИ-ДАНА, 2001. - 711 с.
6. Никифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения. - М.: Высш. шк., 2000. - 510 с.
7. Тартаковский Д.Ф., Ястребов А.С. Метрология, стандартизация и технические средства измерений. - М.: Высш. шк., 2001. - 205 с.
8. Торопов Ю.А. Припуски, допуски и посадки гладких цилиндрических соединений. Припуски и допуски отливок и поковок: Справочник. - СПб.: Профессия, 2004. - 598 с.
9. Чижикова Т.В. Стандартизация, сертификация и метрология. Основы взаимозаменяемости. - М.: Колос, 2002. - 240 с.
10. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. М.: Машиностроение, 1986 г.
11. Круглова В.И. Сертификация сложных технических систем. Учебное пособие. М.: «Логос» 2001. – 312 с.
Нормативные документы
1. Государственная система стандартизации. М.,. 1998.
2. Закон РФ о защите прав потребителей от 9.01.1996 г.
3. Закон РФ о сертификации продукции и услуг № 5151-1 от 10 июня' 1993 г. (в ред. Федеральных законов от 27.12.95 № 211-Ф-З, от 02.03.99 № 30-ФЗ, от 31.07.98 № 154-ФЗ).
4. Информационно-аналитический сборник. Сертификация продукции и услуг. М., 1997.
5. Положение о системе сертификации Гост Р (утв. Постановлением Госстандарта РФ от 17 марта 1998 г. № 11)
6. Постановление Правительства РФ № 1320 от 9.11.1998 г. «Вопросы Государственного комитета Российской Федерации по стандартизации и метрологии» (с изм. и доп. от 7.05.1999 г. и 19.08.2000 г.)
7. Правила сертификации продукции. М., Издательство стандартов. 1996.
Приложение 1
Варианты заданий
на проведение расчетно-практической работы
| Звенья цепи | ||||||||
| Вариант | А1 | А2 | А3 | А4 | ||||
| размер, мм | поле допуска | размер, мм | поле допуска | размер, мм | поле допуска | размер, мм | поле допуска | |
| H11 | H9 | h12 | b12 | |||||
| H9 | H12 | d9 | h8 | |||||
| H12 | H10 | h8 | a11 | |||||
| H10 | H9 | f9 | h12 | |||||
| H11 | H12 | b11 | d9 | |||||
| H9 | H10 | h11 | b11 | |||||
| H12 | H9 | h12 | h11 | |||||
| H10 | H12 | d9 | b12 | |||||
| H11 | H10 | h8 | h8 | |||||
| H9 | H9 | f9 | a11 | |||||
| H12 | H12 | b11 | h12 | |||||
| H10 | H10 | h11 | d9 | |||||
| H11 | H9 | h12 | b11 | |||||
| H9 | H12 | d9 | h11 | |||||
| H12 | H10 | h8 | b12 | |||||
| H10 | H9 | f9 | h8 | |||||
| H11 | H12 | b11 | a11 | |||||
| H9 | H10 | h11 | h12 | |||||
| H12 | H9 | h12 | d9 | |||||
| H10 | H12 | d9 | b11 | |||||
| H11 | H10 | h8 | h11 | |||||
| H9 | H9 | f9 | b12 | |||||
| H12 | H12 | b11 | h8 | |||||
| H10 | H10 | h11 | a11 | |||||
| H11 | H9 | h12 | h12 | |||||
| H9 | H12 | d9 | d9 | |||||
| H12 | H10 | h8 | b11 | |||||
| H10 | H9 | f9 | h11 | |||||
| H11 | H12 | b11 | h8 | |||||
| H10 | H10 | h11 | d9 |
Содержание
1. Общие положения 3
2. Цель работы 3
3. Содержание работы 3
4. Материальное обеспечение 3
5. Организация работы 3
6. Пример расчета 7
Литература 10
Приложение 12
Подписано к печати Объем 0,75 п. л.
Формат 60 ´ 84 / 16 Заказ
Тираж 100
Печать плоская Бесплатно
Кафедра СХ и ММ, ТюмГСХА, 625000, Тюмень, Республики 7
|
|
|
