 |


Индукционная сварка (высокочастотная)
|
|
|
|
Под индукционной сваркой понимают способы сварки давлением и плавлением, при которых для нагрева металла используют токи высокой частоты. Металл нагревается либо пропусканием через него токов высокой частоты, либо с помощью индуктора (безконтактным способом), после чего сдавливается (рис. 5.18). Применяется для сварки продольных швов труб в процессе их изготовления, наплавке твердых сплавов на стальные основания (резцы, буровые долота).

Рис. 5.19 Схема продольной стыковой сварки:
1 – труба; 2 – индуктор; 3 – сердечник; 4 – обжимные ролики.
Контактная сварка
Контактной называют сварку с применением давления, при которой нагрев проводится теплом, выделяемым при прохождении электрического тока через находящиеся в контакте соединяемые заготовки.
В месте соприкосновения ток испытывает большое сопротивление, от чего выделяется значительное количество теплоты, нагревающий металл настолько, что он приходит в пластическое состояние или оплавляется. При этом свариваемые части заготовок сильно прижимают одну к другой. Контактную сварку подразделяют на стыковую, точечную, шовную, рельефную и др.
При стыковой контактной сварке (рис. 5.20) соединение свариваемых частей происходит по поверхности стыкуемых торцов. Заготовки сжимают усилием Р и включают ток. Контактирующие поверхности разогреваются, подвижность атомов возрастает, и за счет приложенного усилия происходит соединение.

Рис. 5.20. Схема стыковой сварки:
1 – детали; 2 - зажимные губки; 3 - место стыка; Р-усилие сжатия.
Преимущество:быстрота и высокая производительность, ток и теплопрактически сосредоточены в месте соединения.
Применяется для сварки труб, рельс, цепей, и т.п.
|
|
|
Метод точечной сварки (рис. 5.21) состоит в нагреве свариваемых деталей при прохождении тока от одного электрода через детали к другому. Происходит быстрый нагрев и расплавление металла в зоне соединения с образованием «ядра» сварочной точки, имеющей чичевицеобразную форму размером 2-12 мм. Давление (в пределах от 2 до 10 кг/мм), приложенное к электродам на 0,01-0,5 сек. уплотняет металл в сварочной точке и обеспечивает прочное соединение. Толщина свариваемых заготовок 0,2-8 мм. Электродов при данной сварке может быть до 50 пар.
Применяют:при изготовлении из тонколистового проката кабин, кузовов, деталей обшивки и др. изделий в с/х машино строении.

Рис. 5.21. Схема точечной сварки:
1, 7 - хоботы; 2, 6 - электрододержатели; 3 - верхний электрод;
4 - свариваемые листы; 5- нижний электрод; 8 - трансформатор.
Рельефная сварка – родственная точечной. При ней детали зажимают между плоскими электродами (контактными плитами).
Признаками шовной (роликовой) сварки (рис. 5.22) является наличие хотя бы одного электрода в виде ролика, катящегося по шву.
Роликовая сварка – разновидностью точечной, при которой точки «ядра» перекрывают одну другую и создают сплошной шов. Свариваемые детали соединяют в нахлёстку и помещают между двумя вращающимися медными роликами (электродами). Толщина свариваемых листов в среднем 0,3-3мм.
Сила тока 2000-5000А. Усилие сжатия достигает 0,6 тонн. Скорость сварки - 0,5-3,5м/мин. Применяется: в массовом и серийном производстве (топливные баки, молочные фляги и др.).

Рис. 5.22. Схема шовной сварки:
1 - свариваемые листы; 2 - роликовые электроды; 3- трансформатор.
Диффузионная сварка
Диффузионная сварка основана на взаимной диффузии атомов в поверхностных слоях контактирующих материалов. Сущность заключается в следующем: свариваемые заготовки помещают в камеру, в которой создают вакуум (2-13 атм.) и сдавливают небольшим усилием (1-2 МПа). Затем заготовки нагревают и выдерживают некоторое время при заданной температуре. Отсутствие воздуха в камере предотвращает образование окисной плёнки на поверхности, которая могла бы препятствовать диффузии. Время нагрева заготовок определяется родом свариваемого металла, размерами и конфигурациями заготовок.
|
|
|
Для получения качественного соединения нагрев заготовок по всему сечению должен быть равномерным, а их поверхности очищены от оксидов и загрязнений. При нагреве в вакууме тончайшие адсорбированные и масляные пленки испаряются и не препятствуют образованию соединения.
После медленного охлаждения давление снимается.
Применяется: для сварки стеклометаллических изделий, электронных ламп, узлов вакуумных приборов, высокотемпературных нагревателей и т.п.
Преимуществом диффузионной сварки в вакууме является отсутствие припоев, электродов и флюсов. Металлы и сплавы можно соединять в однородных и разнородных сочетаниях, независимо от их твердости и взаимного смачивания, и получать прочные соединения без изменения физико-механических свойств. После сварки не требуется механической обработки для удаления шлака или окалины.
Газопрессовая сварка
Сущность данного процесса сварки состоит в том, что изделия, подлежащие соединению, очищают от грязи, обрабатывают для получения чистой и гладкой поверхности, нагревают пламенем многопламенных горелок и после достижения необходимой температуры сдавливают и сваривают. Для газопрессовой сварки применяют специальные установки, состоящие из станков, набора специальных горелок и источников питания.
Основные параметры сварки: температура нагрева – 1200-13000С, давление 1,5 –2,5 кгс/мм2.
Применяют для сварки труб, рельс, валов, осей, рессорных листов, арматуры железобетона, инструмента и др.
К преимуществам газопрессовой сварки относятся высокое качество сварных соеинений, отсутствие необходимости в присадочном материале и мощных источников электроэнергии, возможность использования природных газов и дешевизна оборудования.
Холодная сварка
Соединение заготовок при холодной сварке осуществляется путём совместного пластического деформирования деталей, при комнатной или даже отрицательных температурах. Холодная сварка применяется обычно для соединений встык и внахлестку. Образование неразъёмного соединения происходит в результате возникновения металлических связей при сближении соприкасающихся поверхностей до рассояния, при котором возможно действие межатомных сил, причём в результате большого усилия сжатия плёнка окислов разрывается и образуются чистые поверхности металла. Толщина свариваемого металла 0,2-15 мм, давление 15 –100 кгс/мм2.
|
|
|
Заготовки металла с тщательно зачищенной поверхностью в месте сварки помещают между пуансонами (рис. 5.23,а), имеющими выступы. Пуансоны сжимают с некоторым усилием, выступы вдавливаются в металл на всю высоту, пока опорные поверхности пуансонов не упрутся в наружную поверхность заготовок. Форма сваренной точки (рис. 5.23, б) зависит от выступа на пуансоне.
Оборудование: винтовые, рычажные, гидравлические, эксцентриковые прессы.
Применяется для соединения проволоки, шин, заварка отверстий труб, сварка листов.
Металлы и сплавы при данной сварке можно сваривать в однородных и разнородных сочетаниях. К преимуществам холодной сварки относятся малый расход энергии, незначительное изменение свойств металла, высокая производительность, автоматизация процесса.
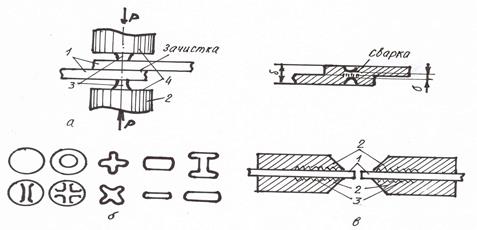
Рис. 5.23. Схемы хлодной сварки.
а) Точечная холодная сварка: 1 - листы металла; 2 - пуансон; 3 - выступы;
4 - опорные поверхности пуансона;
б) Формы сваренных точек;
в) Стыковая холодная сварка: 1 - стержни; 2 - зажимы; 3 - ножки.
Ультразвукоывая сварка
При данной сварке детали в точке требуемого соединения тщательно зачищают, предварительно сжимают, а затем к зоне контакта с помощью специнструмента подводят ультрозвуковые колебания частотой 15- 70 кГц. В результате в тонких слоях контактирующих поверхностей создаются сдвиговые деформации, разрушающие поверхностные плёнки, и возникает прочная связь.
Применяют для сварки термопластичных полимеров, фольги, керамики, разнородных металлов толщиной до 1мм.
|
|
|
Прочность соединений металлов, выполненных ультразвуковой сваркой, составляет не менее 90% прочности наиболее прочного металла в соединении, а в некоторых случаях превосходит эту величину, что объясняется частичным наклепом в процессе сварки.
К достоинствам ультразвуковой сварки относится возможность соединения заготовок различной толщины (например, тонких листов фольги с деталями большой толщины), хорошая свариваемость металлов в разнородных сочетаниях (алюминий с медью, цинк с оловом, тугоплавкие металлы со сталью).
Сварка трением
Сварка трением (рис. 5.24) относится к процессам, в которых используются взаимные перемещения свариваемых поверхностей, давление и кратковременный нагрев. Сварка трением происходит в твердом состоянии при взаимном скольжении двух заготовок сжатых с усилием. Работа, совершаемая силами трения при скольжении, превращается в теплоту, что приводит к интенсивному нагреву трущихся поверхностей. Трение поверхностей осуществляется вращением или возвратно-поступательным перемещением сжатых заготовок. В результате нагрева и сжатия происходит пластическая деформация. Сварное соединение образуется вследствие возникновения металлических связей между контактирующими поверхностями заготовок и разрушения оксидных пленок.
Для получения качественного соединения в конце процесса необходимо быстрое прекращение движения и приложения повышенного давления.
Основные параметры сварки трением: скорость относительного перемещения свариваемых поверхностей; продолжительность нагрева, удельное усилие, пластическая деформация (осадка).
Параметры режима сварки трением зависят от свойств свариваемого металла, площади сечения и конфигурации изделия.
Сваркой трением соединяют однородные и разнородные металлы и сплавы с различными свойствами (медь со сталью, алюминий с титаном).
В промышленности сварку трением применяют при изготовлении режущего инструмента, различных валов, штоков с поршнями, пуансонов и т.д.

Рис. 5.24. Схемы сварки трением:
а) с вращением одной детали; б) с вращением обеих деталей;
в) с вращающейся вставкой; г) с возвратно-поступательным
движением одной детали.
|
|
|
