 |


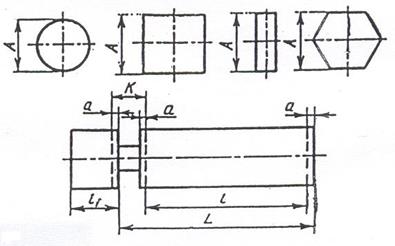
Припуски по длине на резку пруткового и профильного материала
|
|
|
|
|
| |||||||||||||||
| Сечение заготовки | Припуск, мм | Припуск на зажим в патроне, мм | |||||||||||||
| Круглое, квадратное | Двутавровое | Швеллерное | Угловое | на резку без обработки торцов | на обработку торцов | ||||||||||
| Дисковая пила | Ножовочная пила | Станки токар-ные и револь-верные | Отрезка абразив-ными кругами | Анод-но-меха-ниче-ская резка | Длина до 1 м | Длина св. 1 до 5 м | Длина св. 5 м | ||||||||
| А | Номера профилей по стандарту | Диаметр диска |
В |
2а |

| ||||||||||
| До 10 | - | - | - | - | - | 2,0 | 2 | 2 | 1 | 2 | 4 | 5 | 30 | ||
| Св.10 до 20 | - | - | 2-5 | 275 | 4 | 2,5 | 2,5 | 2 | 1 | 4 | 5 | 7 | 40 | ||
| Св. 20 до 30 | - | 5-8 | 5-8 | 275 | 4 | 2,5 | 3 | 3 | 1 | 6 | 7 | 9 | 40 | ||
| Св. 30 до 80 | 10-12 | 8-10 | 8-12 | 275 | 4,5 | 2,5 | 5 | - | 2 | 7 | 8 | 10 | 60 | ||
| Св. 80 до 150 | 12-16 | 10-14 | 12-15 | 510 | 6,5 | 3 | 6 | - | 2 | 8 | 10 | 12 | 70 | ||
| Св. 150 до 200 | 16-20 | 14-18 | 15-20 | 660 | 7 | 3 | 8 | - | - | 9 | 10 | 12 | 80 | ||
| Св. 200 до 260 | 20-24 | 18-22 | - | 810 | 7,5 | - | 10 | - | - | 10 | 12 | 14 | 80 | ||
| Св. 260 до 300 | 24-28 | 22-24 | - | 910 | 9 | - | 12 | - | - | 10 | 12 | 14 | 90 | ||
| Св. 300 до 400 | 28-32 | 24-30 | - | 1200 | 10 | - | 14 | - | - | 10 | 12 | 14 | 90 | ||
| Св. 400 до 490 | 32-45 | 30-40 | - | 1500 | 11 | - | 16 | - | - | 10 | 12 | 16 | 100 | ||
Примечания:
1. Припуски на отрезку учитывают ширину режущего инструмента и неперпендикулярность реза.
2. Длина отрезаемой заготовки для одной детали L = l +К, где К=2а+В; а=(К-В)/2.
3. Длина отрезаемой заготовки для нескольких деталей L =с(1+К)-В, где с – количество деталей в отрезаемой заготовке.
4. Для револьверных станков и автоматов длина отрезаемой заготовки для нескольких деталей L =с(l +К)-В+ l 1, где l 1 – длина остатка прутка в зажимном патроне.
| Прокат стальной горячекатаный круглый Сортамент Round steel bars. Dimensions ОКП 093100; 093200; 093300 | ГОСТ 2590-88 | ||
|
Срок действия с 01.01.90
Несоблюдения стандарта преследуется по закону 1. Настоящий стандарт распространяется на стальной горячекатаный прокат круглого сечения диаметром от 5 до 270 мм включительно: Прокат диаметром более 270 мм изготавливается по согласованию изготовителя с потребителем.
2. По точности прокат изготавливают: А – высокой точности; Б – повышенной точности; В – обычной точности.
3. Диаметр проката, предельные отклонения по нему, площадь поперечного сечения и масса 1 м длины должны соответствовать указанным на чертеже и в таблице П34.
| |||
Таблица 34
| Диаметр d, мм | Предельные отклонения, мм при точности прокатки | Площадь поперечного сечения, см2 | Масса 1 м профиля, кг | ||||
| А | Б | В | |||||
| 5 |
+0,1 -0,2 |
+0,1 -0,5 |
+0,3 -0,5 | 0,1963 | 0,154 | ||
| 5,5 | 0,2376 | 0,186 | |||||
| 6 | 0,2827 | 0,222 | |||||
| 6,3 | 0,3117 | 0,245 | |||||
| 6,5 | 0,3318 | 0,260 | |||||
| 7 | 0,3848 | 0,302 | |||||
| 8 | 0,5027 | 0,395 | |||||
| 9 | 0,6362 | 0,499 | |||||
| 10 |
+0,1 -0,3 | 0,7854 | 0,616 | ||||
| 11 | 0,9503 | 0,746 | |||||
| 12 | 1,131 | 0,888 | |||||
| 13 | 1,327 | 1,04 | |||||
| 14 | 1,539 | 1,21 | |||||
| 15 | 1,767 | 1,39 | |||||
| 16 | 2,011 | 1,58 | |||||
| 17 | 2,270 | 1,78 | |||||
| 18 | 2,545 | 2,00 | |||||
| 19 | 2,835 | 2,23 | |||||
| 20 |
+0,1 -0,4 |
+0,2 -0,5 |
+0,4 -0,5 | 3,142 | 2,47 | ||
| 21 | 3,464 | 2,72 | |||||
| 22 | 3,801 | 2,98 | |||||
| 23 | 4,155 | 3,26 | |||||
| 24 | 4,524 | 3,55 | |||||
| 25 | 4,909 | 3,85 | |||||
| 26 | +0,1 -0,4 |
+0,2 -0,7 |
+0,3 -0,7 | 5,307 | 4,17 | ||
| 27 | 5,726 | 4,50 | |||||
| 28 | 6,158 | 4,83 | |||||
| 29 |
+0,1 -0,5 | 6,605 | 5,18 | ||||
| 30 | 7,069 | 5,55 | |||||
| 31 |
+0,4 -0,7 | 7,548 | 5,92 | ||||
| 32 | 8,042 | 6,31 | |||||
| 33 | 8,533 | 6,71 | |||||
| 34 | 9,079 | 7,13 | |||||
| 35 | 9,621 | 7,55 | |||||
| 36 | 10,18 | 7,99 | |||||
| 37 | 10,75 | 8,44 | |||||
| 38 | 11,34 | 8,90 | |||||
| 39 | 11,95 | 9,38 | |||||
| 40 | 12,57 | 9,86 | |||||
| 41 | 13,20 | 10,36 | |||||
| 42 | 13,85 | 10,88 | |||||
| 43 | 14,52 | 11,40 | |||||
| 44 | 15,20 | 11,94 | |||||
| 45 | 15,90 | 12,48 | |||||
| 46 | 16,62 | 13,05 | |||||
| 47 | 17,35 | 13,61 | |||||
| 48 | 18,10 | 14,20 | |||||
| 50 |
+0,1 -0,7 |
+0,2 -1,0 |
+0,4 -1,0 | 19,64 | 15,42 | ||
| 52 | 21,24 | 16,67 | |||||
| 53 | 22,06 | 17,32 | |||||
| 54 | 22,89 | 17,97 | |||||
| 55 | 23,76 | 18,65 | |||||
| 56 | 24,63 | 19,33 | |||||
| 58 | 26,42 | 20,74 | |||||
| 60 |
+0,1 -0,9 |
+0,3 -1,1 |
+0,5 -1,1 | 28,27 | 22,19 | ||
| 62 | 30,19 | 23,70 | |||||
| 63 | 31,17 | 24,47 | |||||
| 65 | 33,18 | 26,05 | |||||
| 67 | 35,26 | 27,68 | |||||
| 68 | 36,32 | 28,51 | |||||
| 70 | 38,48 | 30,21 | |||||
| 72 | 40,72 | 31,96 | |||||
| 75 | 44,18 | 34,68 | |||||
| 78 | 47,78 | 37,51 | |||||
| 80 |
+0,3 -1,1 |
+0,3 -1,3 |
+0,5 -1,3 | 50,27 | 39,46 | ||
| 82 | 52,81 | 41,46 | |||||
| 85 | 56,74 | 44,54 | |||||
| 87 | 59,42 | 46,64 | |||||
| 90 | 63,62 | 49,94 | |||||
| 92 | 66,44 | 52,16 | |||||
| 95 | 70,88 | 55,64 | |||||
| 97 | 73,86 | 57,98 | |||||
| 100 |
- |
+0,4 -1,7 |
+0,6 -1,7 | 78,54 | 61,65 | ||
| 105 | 86,59 | 67,97 | |||||
| 110 | 95,03 | 74,60 | |||||
| 115 | 103,87 | 81,54 | |||||
| 120 |
- |
+0,6 -2,0 |
+0,8 -2,0 | 113,10 | 88,78 | ||
| 125 | 122,72 | 96,33 | |||||
| 130 | 132,73 | 104,20 | |||||
| 135 | 143,14 | 112,36 | |||||
| 140 | 153,94 | 120,84 | |||||
| 145 | 165,10 | 129,60 | |||||
| 150 | 176,72 | 138,72 | |||||
| 155 | 188,60 | 148,05 | |||||
| 160 |
- |
- |
+0,9 -2,5 | 201,06 | 157,83 | ||
| 165 | 213,72 | 167,77 | |||||
| 170 | 226,98 | 178,18 | |||||
| 175 | 240,41 | 188,72 | |||||
| 180 | 254,47 | 199,76 | |||||
| 185 | 268,67 | 210,91 | |||||
| 190 | 283,53 | 222,57 | |||||
| 195 | 298,50 | 234,32 | |||||
| 200 | 314,16 | 246,62 | |||||
| 210 |
- |
- |
+1,2 -3,0 | 346,36 | 271,89 | ||
| 220 | 380,13 | 298,40 | |||||
| 230 | 415,48 | 326,15 | |||||
| 240 | 452,39 | 355,13 | |||||
| 250 | 490,88 | 385,34 | |||||
| 260 | - | - | +2,0 -4,0 | 530,66 | 416,57 | ||
| 270 | 572,26 | 449,22 | |||||
8. Прокат изготовляют длиной:
от 2 до 12 м – из углеродистой обыкновенного качества (ГОСТ 380-92) и низколегированной стали (ГОСТ 4543-71);
от 2 до 6 м – из качественной углеродистой (ГОСТ 1050-88) и легированной стали;
от 1,5 до 6 м – из высоколегированной стали (ГОСТ 5632-72).
9. По требованию потребителя прокат изготовляют длиной от 2 до 24 м.
10. Предельные отклонения по длине проката мерной и кратной мерной длины не должны превышать:
+30 мм – при длине до 4 м включ.;
+50 мм – при длине св. 4 м до 6 м включ.;
+70 мм – при длине свыше 6 м.
По требованию потребителя предельные отклонения не должны превышать:
+40 мм – для прокта длиной св. 4 до 7 м;
+5 мм на каждый метр лины – свыше 7 м.
Таблица 35
| Допуски на длину заготовок Размеры, мм | ||||
| Диаметр или сторона квадрата | Допуски (±) при длине заготовки | |||
| До 300 | 300-600 | 600-1000 | Св. 1000 | |
| При разрезке на пресс-ножницах | ||||
| До 25 | До 0,8 | 0,8 - 1 | 1 – 1,5 | 1,5 - 2 |
| 25-40 | 0,8 - 1 | 1 – 1,5 | 1,5 - 2 | 2 - 2,5 |
| 40-70 | 1 – 1,5 | 1,5 - 2 | 2 - 2,5 | 2,5 - 3 |
| 70-100 | 1,5 - 2 | 2 - 2,5 | 2,5 - 3 | 3 – 3,5 |
| 100-150 | 2 - 2,5 | 2,5 - 3 | 3 – 3,5 | 3,5 - 4 |
| 150-200 | 2,5 - 3 | 3 – 3,5 | 3,5 - 4 | 4 – 4,5 |
| При разрезке в штампах на прессах | ||||
| До 10 | 0,5 – 0,6 | 0,6 – 0,7 | 0,7 – 0,8 | 0,8 – 0,9 |
| 10-20 | 0,6 – 0,7 | 0,7 – 0,8 | 0,8 – 0,9 | 0,9 - 1 |
| 20-30 | 0,7 – 0,8 | 0,8 – 0,9 | 0,9 - 1 | 1- 1, 2 |
| 30-40 | 0,8 – 0,9 | 0,9 - 1 | 1- 1, 1 | 1,2 – 1,5 |
| При разрезке на дисковых, ленточных и ножовочных механических пилах | ||||
| До 50 | 0,8 | 0,8 - 1 | 1 – 1,3 | 1,3 – 1,5 |
| 50-70 | 0,8 – 1 | 1 – 1,3 | 1, 4 – 1,5 | 1,5 – 1,8 |
| 70-100 | 1 – 1,3 | 1,3 – 1,5 | 1, 5- 1, 8 | 1,8 - 2 |
| 100-130 | 1,2 – 1,4 | 1,4 – 1,6 | 1, 6 – 1,8 | 1,9 – 2,1 |
| 130-160 | 1,3 – 1,5 | 1,5 – 1,8 | 1, 8 – 2.0 | 2 – 2,5 |
Таблица 36
Затраты на механическую обработку, отнесенные к 1 т стружки, руб.
| Отрасль машиностроения
| Затраты на 1 т стружки | |||
| Текущие | Капитальные | |||
| По машиностроению в целом | 495 | 1085 | ||
| Тяжелое, энергетическое и транспортное | 468 | 1039 | ||
| Станкостроение и инструментальная промышленность | 365 | 1035 | ||
| Автомобильное и сельскохозяйственное машиностроение | 188 | 566 | ||
| Машиностроение для легкой и пищевой промышленности | 563 | 1000 | ||
| По прочим отраслям машиностроения | 1060 | 2213 | ||
Таблица 37
Физико-механические характеристики материалов
| Марка материала | σв, Мпа | НВ | Марка материала | σв, Мпа | НВ |
| Сталь ст. 3 | 370-480 | - | сталь 18ХГТ | 730 | 217 |
| Сталь ст. 5 | 500-690 | - | сталь 12ХНЗА | 740 | 217 |
| сталь10 | 330 | 143 | сталь 40ХН | 770 | 229 |
| сталь 15 | 370 | 149 | сталь 20ХМ | 600 | 179 |
| сталь 20 | 410 | 163 | сталь 38ХА | 690 | 207 |
| сталь 30 | 490 | 179 | сталь 20ХН2М | 760 | 229 |
| сталь 40 | 570 | 187-217 | СЧ18 | 176 | 199 |
| сталь 45 | 600 | 197-229 | СЧ30 | 294 | 213 |
| сталь 40Х | 700 | 197-229 | КЧ30-6 | 290 | 163 |
| сталь 30ХГСА | 750 | 229 | ВЧ42-12 | 420 | 170 |
| сталь ШХ 15 | 600-750 | 179-207 | ВЧ50-7 | 490 | 206 |
Таблица 38
Плотность материалов
| Сталь конструкционная | ρ = 7,85 г/см3 |
| Чугун серый | ρ = 7,0 – 7,2 г/см3 |
| Чугун ковкий и высокопрочный | ρ = 7,2 – 7,4 г/см3 |
| Алюминиевые сплавы | ρ = 2,7 – 2,8 г/см3 |
| Бронзы | ρ = 8,0 – 9,1 г/см3 |
| Латуни | ρ = 8,1 – 8,85 г/см3 |
ПРИЛОЖЕНИЕ Б
Примерный перечень тем КП
|
|
|
