 |


Рекомендации по конструированию стержневых элементов
|
|
|
|
Общие сведения
В большой по объему и многообразной по содержанию работе по проектированию летательного аппарата конструктивная проработка деталей и сборочных единиц, выпуск соответствующей конструкторской документации являются одним из основных видов деятельности конструктора.
Жесткие, часто противоречивые требования к авиационным конструкциям, разнообразие решаемых задач, быстрое внедрение новейших материалов и технологий делают труд конструктора творческим, приводят к появлению принципиально новых решений. Существенно расширяются возможности конструктора в поиске оптимальных решений при использовании современных систем автоматизации проектирования (САПР). Но формализовать творческую конструкторскую работу очень сложно. Большое значение имеет практический опыт. Конструктор приобретает его не только в своей практической деятельности, но и получает в обобщенном виде в стандартах, инструкциях, рекомендациях и других регламентирующих документах, соблюдение которых является необходимым условием создания конструкции нужного качества и в заданные сроки.
Разумеется, в любой сложной задаче можно выделить ряд «элементарных» подзадач, методика решения которых остается неизменной. Именно эти «кирпичики» держат в основе конструирования. Следует заметить, что даже эти задачи допускают различные технические решения, с чем встретятся студенты при выполнении предлагаемых лабораторных работ.
Отметим, что перечень лабораторных работ целиком определяется программой курса «Основы устройства самолетов». Этот перечень, безусловно, не охватывает всего множества простейших конструкторских задач.
|
|
|
Представляемый цикл работ преследует следующие цели:
1) закрепление, дополнение и развитие лекционного материала;
2) приобретение навыков конструирования простейших элементов конструкций и их соединений с учетом всех требований, предъявляемых к авиационным конструкциям;
3) ознакомление с основной справочно-нормативной литературой и документацией;
4) приобретение навыков оформления конструкторской документации;
5) подготовка к выполнению курсовых проектов по курсам «Конструкции и проектирование самолетов», «Технология производства самолетов».
Для удобства пользования каждая лабораторная работа изложена в отдельном, вполне самостоятельном разделе, содержащем кроме информации о порядке выполнения задания соответствующую теоретическую часть*. Поэтому данные методические указания могут быть использованы для контролируемой самостоятельной работы студентов, при выполнении курсовых проектов.
Каждую работу можно разделить на три части:
1) самостоятельное изучение соответствующего теме работы теоретического раздела;
2) выполнение расчетно-конструкторской работы в соответствии с заданием;
3) оформление отчета и его прием преподавателем.
Для успешного выполнения задания необходимо первую часть работы сделать до начала занятия. Расчетно-конструкторская работа выполняется во время занятий под руководством преподавателя. Отчет по работе оформляется во внеаудиторное время в соответствии с требованиями к оформлению учебных текстовых документов, принятыми в вузе.
* В методических указаниях к лабораторно-практическим работам приведена нормативно-техническая документация по состоянию на 01.01.92.
Лабораторная работа №1
КОНСТРУИРОВАНИЕ СТЕРЖНЕЙ, НАГРУЖЕННЫХ ОСЕВОЙ СИЛОЙ
Задачи работы
1. Формирование у студентов навыков конструирования стержневых элементов конструкций.
|
|
|
2. Ознакомление с нормативно-технической документацией: номенклатурой прессованных профилей и листов, справочной литературой по материалам, покрытиям, термообработке, стандартами по теме работы.
Рекомендации по конструированию стержневых элементов
Детали, выполненные из стержней с различной формой поперечного сечения – профилей, относятся к числу наиболее распространенных в конструкции самолета. Они технологичны, как правило, имеют высокий коэффициент использования материала, низкую трудоемкость, их производство легко поддается автоматизации.
По способу изготовления различают прессованные и гнутые из листа профили.
В настоящее время отечественной металлургической промышленностью освоено массовое производство прессованных профилей самых разнообразных форм постоянного и переменного по длине сечения как стальных, так и из цветных сплавов, Конфигурация прессованных профилей предусмотрена государственными и отраслевыми стандартами и справочным каталогом ВИЛС [1]. В исключительных случаях выпускаются спецпрофили по чертежам, согласованным между предприятием-изготовителем и потребителем.
Материал профилей из алюминиевых сплавов должен соответствовать ОСТ 1.90113-74 и ОСТ 1.90262-77, материал профилей из магниевых сплавов – ГОСТ 19657-84. Максимальная длина профилей из алюминиевых и магниевых сплавов 12000 мм, из титановых сплавов и сталей 6000 мм.
В конструкторской документации информация о профиле содержится в условном обозначении. Пример условного обозначения профиля «Равнополочный уголок» по ГОСТ 13737-90 размером 12х12х1 (шифр 410003) из сплава Д16ч, в заклепочном и естественно состаренном состоянии (Т), нормальной прочности:

Пример обозначения профиля вида «Зет» из справочника-каталога ВИЛС размером 20х18х1,5 (шифр 450008) из сплава В95пч, в закаленном и искусственно состаренном состоянии (Т1), повышенной прочности:
Зет. 450008. В95пч. Т1. ПП. ОСТ 1.90113-74
Наряду с прессованными в ряде случаев, особенно при небольших нагрузках, экономически выгоднее и конструктивно проще применять гнутые профили. Профили изготавливаются из стандартных листов и лент (см. таблицу).
| Материал листа | Технические условия на поставку | Сортамент |
| Легированные конструкционные стали | ГОСТ 11269-76 | Горячекатанные ГОСТ 19903-74 |
| Корозионно-стойкие теплопрочные стали | ТУ № … | Холоднокатаные ГОСТ 19904-90 |
| Титановые сплавы | ОСТ 1.90218-76 | ГОСТ 22178-76 |
| Листы конструкционные высокой прочности из алюминиевых сплавов | ОСТ 1.90070-72 | |
| Листы конструкционные средней прочности из свариваемых алюминиевых сплавов | ГОСТ 21631-76 |
|
|
|
В соответствии с указанными стандартами габариты листов из алюминия и алюминиевых сплавов составляют, мм:
ширина - от 1000 до 2000;
длина - от 2000 до 7000;
толщина - 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,2; 1,5; 1,6; 1,8; 1,9; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0.
Примеры обозначения в конструкторских документах листов толщиной 1,2 мм из разных материалов:

Лист Д16АМО-1,2 ОСТ 1.90070-72
Основной вид нагружения деталей из профилей – растяжение-сжатие. При сжатии наиболее вероятна местная потеря устойчивости полкой профиля, поскольку обычно профиль подкреплен другими элементами конструкции (обшивкой, стенками и пр.).
Основные расчетные соотношения:
при растяжении:

где Р, F, [σ] - соответственно действующая сила, площадь поперечного сечения профиля, допускаемое напряжение;
при сжатии:

где σкр.м - критическое напряжение местной потери устойчивости;
Е - модуль упругости при растяжении;
в, δ – соответственно ширина и толщина проверяемой полки профиля.
Коэффициент к можно определить по графикам или таблицам, приведенным в справочной литературе, например [13. С. 288].
Значение [σ] в данной работе определяется в зависимости от температуры по [14] (для сплава Д16, в частности, см. т. 4, ч. 1, кн. 1).
На устойчивость проверяются все полки профиля. Определяющим является наименьшее из полученных значений критических напряжений. При нарушении условия (3) нужно увеличить толщину δ полки профиля или ввести отбортовки полок со свободными кромками (см. рис. 1.1) с сохранением потребной площади поперечного сечения F профиля. Ширина c отбортовки гнутого профиля зависит от его толщины и не превышает (4-5) δ.
|
|
|
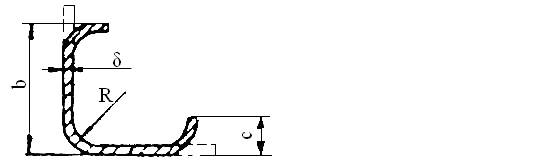
Рисунок 1.1
Конкретные размеры полок гнутого профиля назначаются конструктором после определения из (2) потребной ширины заготовки для выбранной толщины δ листа. Минимальное значение радиуса сгиба R определяется по [15], [16].
Выбор прессованного и конструирование гнутого профилей заканчиваются определением коэффициента избытка прочности:


Как правило, детали подаются на сборку после соответствующей термообработки и нанесения защитного покрытия. Рекомендации по их выбору и порядок обозначения на чертеже приводятся, например, в [17], [18].
|
|
|
