 |


Зависимость между напряжением дуги и силой сварочного тока при сварке под флюсом АН-348Д
|
|
|
|

Влияние скорости сварки на глубину провара неоднозначно. При малых скоростях сварки 10—12 м/ч глубина проплавления при прочих равных условиях минимальная. При увеличении скорости сварки ширина шва заметно сокращается, выпуклость шва несколько возрастает, глубина проплавления незначительно увеличивается. При увеличении скорости сварки до 70—80 м/ч глубина проплавления и ширина шва уменьшаются, а при дальнейшем увеличении скорости сварки влияние различных факторов приводит к тому, что образуются краевые непровары – зоны несплавления (рис. 73).
На форму и размеры шва влияют не только основные параметры режима сварки, но и дополнительные.
Влияние наклона электрода скажется на изменении положения дуг. По положению электрода вдоль шва различают сварку с наклоном электрода углом вперед или углом назад (рис. 74).
В первом случае существенно уменьшается глубина провара и увеличивается ширина шва. При наклоне электрода углом назад происходит некоторое увеличение глубины провара и уменьшение ширины шва, поэтому зоны несплавления могут образоваться при меньшей скорости сварки, чем при вертикальном расположении электрода. Этот метод чаще применяется при двухдуговой сварке.
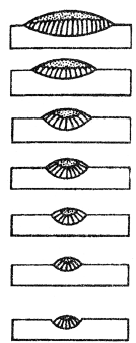
Рис. 73. Влияние скорости сварки на форму шва

Рис. 74. Влияние угла наклона электрода: а – углом вперед (меньшая глубина проплавления); б – углом назад (большая глубина проплавления)
Наклон изделия по отношению к горизонтальной плоскости также оказывает влияние на формирование шва. При сварке подъем увеличивается глубина провара и уменьшается ширина шва. Если угол подъема изделия при сварке под флюсом будет более 6°, то по обе стороны шва могут образоваться подрезы. При варке на спуск глубина провара уменьшается.
|
|
|
Изменение вылета электрода и марки флюса приводит к изменению условий выделения теплоты. Увеличение вылета электрода вызывает увеличение напряжения на дуге, уменьшение сварочного тока и глубины провара. Особенно заметно влияние вылета электрода при механизированной сварке проволокой диаметром 1,0—2,5 мм. В этом случае колебания вылета электрода в пределах 8—10 мм могут привести к резкому ухудшению формирования шва. Флюсы отличаются стабилизирующими свойствами, плотностью, газопроницаемостью в жидком состоянии и вязкостью. Повышенные стабилизирующие свойства флюсов приводят к увеличению длины и напряжения дуги, в результате чего возрастает ширина шва и уменьшается глубина провара. Аналогичный процесс формирования шва происходит при сварке с уменьшением насыпной массы флюса.

Рис. 75. Влияние зазора и разделки на форму шва: а – при стыковых швах; б – при угловых швах; Н – общая высота шва; h – глубина провара; g – высота выпуклости шва
Зазор между деталями, разделка кромок и вид сварного соединения не оказывают значительного влияния на форму шва. Очертание провара и общая высота шва Н остаются практически постоянными. Чем больше зазор или разделка кромок, тем меньше доля основного металла в металле шва.
Из рис. 75 видно, что в зависимости от зазора или разделки громок шов может быть выпуклым, нормальным или вогнутым, наиболее существенно на форму и качество шва влияет непосредственно зазор между деталями. При сварке вручную сварщик может сам выправить дефект сборки (заплавить увеличенный зазор) обеспечить требуемую форму шва. При автоматической сварке это осуществить невозможно. Плохая сборка не обеспечит заданные зазоры и получение качественного шва.
Контрольные вопросы:
1. Опишите некоторые особенности сварки под флюсом.
2. Каково влияние режимов на формирование шва?
|
|
|
3. Как влияет диаметр сварочной проволоки на формирование шва?
4. Каково влияние скорости сварки на формирование шва?
5. Как влияют род и полярность тока на формирование шва?
6. Каково влияние вылета электрода и марки флюса на формообразование шва?
|
|
|
