 |


Размеры конструктивных элементов кромок при газовой сварке стыковых соединений листового проката ОСТЗ—5479—83
|
|
|
|

При ручной газовой сварке сварщик держит в одной руке сварочную горелку, а в другой – присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2—6 мм от конца ядра пламени (точка достижения максимальной температуры в восстановительной зоне).
Нельзя касаться поверхности расплавленного металла концом ядра пламени, так как это вызывает науглероживание металла сварочной ванны. Конец присадочной проволоки должен находиться также в восстановительной зоне пламени или быть погруженным в сварочную ванну.
Скорость нагрева металла регулируется изменением угла наклона мундштука к поверхности свариваемого металла. Чем больше этот угол, тем больше тепла передается от пламени металлу. Металл будет быстрее нагреваться и будет обеспечено более глубокое проплавление металла (рис. 96).
При сварке толстого или теплопроводного металла (например, меди) угол наклона мундштука должен быть больше, чем при сварке металла тонкого или с низкой теплопроводностью. На рис. 97 показаны углы наклона мундштука, которые следует выдержать при сварке сталей.
Распределения жидкого металла по шву, а также регулирования скорости плавления кромок и присадочной проволоки достигают соответствующим перемещением сварочного пламени по шву.
На рис. 98 показаны способы перемещения конца мундштука по шву. Перемещение пламени горелки вдоль кромок является основным движением при получении сварного шва. Поперечные или круговые движения концом мундштука являются дополнительными или вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, способствуя образованию шва нужной формы.
|
|
|

Рис. 96. Влияние угла наклона мундштука горелки на глубину проплавления: а – сварка при малом угле; б – сварка при большом угле

Рис. 97. Углы наклона мундштука горелки в зависимости от толщины свариваемого металла
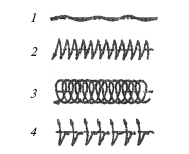
Рис. 98. Способы перемещения мундштука горелки при газовой сварке:
1 – незначительными колебаниями при сварке малых толщин; 2 —полумесяцем; 3 —петлеобразно; 4 – полумесяцем с задержкой вдоль шва
Способ 1 применяют для сварки тонких листов, способ 2 для сварки листов средней толщины.
Необходимо стремиться к такому перемещению горелки, чтобы металл ванны всегда был защищен от действия окружающего воздуха газами восстановительной зоны пламени (способ 3).
Способ 4, при котором пламя периодически отводится в сторону, применяется редко, так как это вызывает излишнее окисление металла кислородом воздуха.
По способу перемещения горелки вдоль шва различают сварку левую и правую. Наиболее распространенным является способ левой сварки, который применяется при сварке тонких деталей, а также деталей из легкоплавких металлов и сплавов (рис. 99).
Горелку перемещают справа налево присадочная проволока находится перед пламенем, которые, подогревают несваренный участок и присадочную проволоку.
При левой сварке мощность пламени принимают 100—130 дм3 ацетилена в час на 1 мм толщины металла.
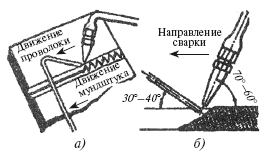
Рис. 99. Левая сварка: а – схема движений мундштука и горелки; б – углы наклона мундштука и проволоки

Рис. 100. Правая сварка: а – схема движения мундштука и горелки; б – углы наклона мундштука и проволоки
При правой сварке (рис. 100) горелку ведут слева направо, а присадочная проволока перемещается вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Мундштуком производят незначительные поперечные колебания. При сварке толщин менее 8 мм мундштук перемещают вдоль оси шва без колебаний. Конец присадочной проволоки держат погруженным в сварочную ванну и спиралеобразными движениями перемешивают им жидкий металл для облегчения удаления окислов и шлаков.
|
|
|
Тепло пламени при правой сварке рассеивается в меньшей степени, чем при левой сварке. В этом случае угол раскрытия кромок деталей можно уменьшить, особенно при больших толщинах. При меньшем угле разделки кромок снижается количество наплавленного металла и расход присадочной проволоки, а также уменьшается коробление изделия от усадки металла шва.
Правую сварку применяют при толщине металла свыше 5 мм с разделкой кромок. Качество шва при правой сварке выше, так как металл лучше защищен факелом пламени. Пламя одновременно сжигает наплавленный металл и замедляет его охлаждение. Естественно, что правая сварка больших толщин оказывается более производительной, чем левая. Скорость правой сварки в среднем на 10—20 % выше скорости левой сварки. Экономия газов составляет 10—15 %. Мощность пламени при правой сварке сталей принимают 120—150 дм3 ацетилена в час на 1 мм толщины металла.
Диаметр присадочной проволоки для сварки низкоуглеродистых сталей принимают в зависимости от способа сварки:
для левого способа d = S + 1 (мм);
для правого способа d = S (мм), где d – диаметр присадочной проволоки, мм;
S – толщина свариваемой детали, мм.
В практике газовой сварки существует множество различных способов и приемов, особенно при ремонтных и монтажных работах.

Рис. 101. Сварка ванночками
Одним из способов, который позволяет получить высокое качество сварного шва, является сварка ванночками (рис. 101). Она применяется при сварке тонких листов и труб из низкоуглеродистых и низколегированных сталей облегченными швами, при сварке стыковых и угловых соединений при толщине деталей до 3 мм. Расплавив ванночку, диаметром 4—5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в восстановительную зону пламени. В это время мундштуком делаются круговые движения с небольшим перемещением для образования соседней ванночки.
Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки необходимо держать в восстановительной зоне пламени, чтобы избежать окисления проволоки. Ядро не должно погружаться в ванночку во избежание науглероживания металла шва.
|
|
|
Для сварки низкоуглеродистых сталей можно применять и окислительное пламя с небольшим избытком кислорода, в результате чего несколько увеличивается температура пламени. В этом случае для раскисления металла рекомендуется применять сварочную проволоку Св12ГС, Св08Г или Св08Г2С. При этом способе повышается производительность сварки на 10—15 %.
Некоторый избыток кислорода допускается также и при сварке пропан-бутан-кислородным пламенем. В этом случае повышается температура пламени и увеличивается глубина провара. Соотношение газов принимается следующим:

Для раскисления металла шва при сварке тройной смесью применяют проволоку Св12ГС, Св08ГС, Св08Г2С, а также проволоку Св10ГА или используют проволоку Св08, но с раскисляющим покрытием.
Сварка городским газом (СН4) производится горелкой ГЗУ-2 с использованием проволоки Св12ГС. Производительность сварки такая же, как и при сварке пропан-бутаном. Этот способ применяется для сварки неответственных конструкций.

Рис. 102. Сварка вертикальными швами: а – сверху вниз; б, в – снизу вверх
Необходимо отметить некоторые особенности формирования сварного шва при его вертикальном расположении (рис. 102).
Вертикальные и наклонные швы сваривают сверху вниз только правым способом, а снизу вверх – и левым, и правым способами. Эти способы сварки применяются при толщине металла до 5 мм. Объем сварочной ванны мал и металл можно удерживать от отекания давлением газов пламени.
Сварка тонкого металла (до 3 мм) по отбортовке кромок без присадочной проволоки производится зигзагообразными движениями мундштука вверх-вниз в вертикальной плоскости.
Контрольные вопросы:
1. Какие способы перемещения пламени по шву вы знаете?
2. В чем сущность левой сварки и когда она применяется?
3. В чем достоинства правой сварки и ее особенности?
4. Как выбрать необходимый диаметр присадочной проволоки при сварке низкоуглеродистых сталей?
|
|
|
5. Расскажите о сварке ванночками.
6. Каковы особенности сварки окислительным пламенем? Расскажите об особенностях сварки пропан-бутаном.
7. В чем особенности сварки вертикальных швов?
|
|
|
