 |


Контактная сварка, её виды, сущность и область использования
|
|
|
|
Контактная сварка относится к числу высокопроизводительных методов сварки и относится к способам сварки давлением. Её сущность заключается в том, что металл разогревается до оплавления или пластического
состояния электрическим током, проходящим через место сварки. Процесс сварки необходимо вести при больших скоростях нагрева, чтобы выделяющееся в месте контакта тепло не успевало проникать в более холодные слои и окружающую среду.
Разновидностями контактной сварки являются:
точечная;
шовная или роликовая;
стыковая.
Наиболее часто точечная и роликовая сварки применяются для соединения тонколистовых
металлов.
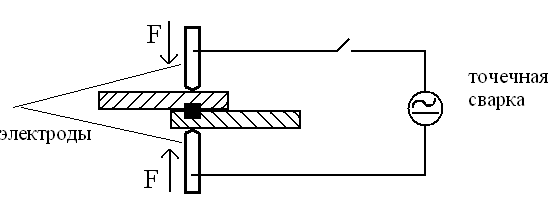
Точечную сварку применяют для соединения заготовок из тонколистового металла. Свариваемые заготовки собирают нахлестку, сжимают двумя медными электродамии от сварочного трансформатора пропускают электрический ток. При протекании тока более интенсивный нагрев металла наблюдается только в месте контакта заготовок, т.е. в месте наибольшего электрического сопротивления. Здесь металл расплавляется и появляется жидкое ядро, которое затвердевает после отключения сварочного тока. Вследствие этого образуется сварная точка.
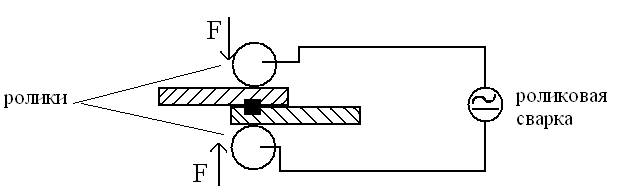
При шовной сварке электроды выполняют в виде роликов, поэтому такую сварку называют иногда роликовой сваркой. Свариваемые заготовки, как и при точечной сварке, собирают внахлестку и зажимают между вращающимися медными роликами, через которые поступает ток от трансформатора. При движении заготовок между роликами образуются сварные точки, перекрывающие друг друга. В результате получается сплошной герметичный шов. Шовную сварку применяют при изготовлении различных сосудов, где требуются герметичные швы — бензобаки, бочки, трубы и др. Толщина свариваемых листов обычно не превышает 3 мм.
|
|
|
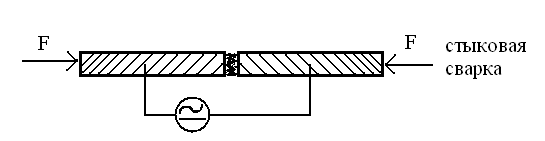
Контактную стыковую сварку применяют для соединения труб, листов, колец, колес, железнодорожных рельсов и др.
59. Сборочные работы, их значение и объём в машиностроительном производстве
Сборка является завершающей стадией изготовления машин и механизмов, во многом определяющей эксплуатационную надёжность и долговечность изделия.
Именно в процессе сборки сходятся результаты труда конструкторов и технологов по созданию новой машины.
Объём сборочных работ значителен и составляет в общей трудоёмкости изготовления изделия в массовом и крупно-серийном производствах 20 – 25%, а в единичном и мелко-серийном – до 50%.
Основную часть сборочных работ составляют ручные слесарно-сборочные работы, требующие, как правило, значительных затрат физического труда и высокой квалификации рабочих, поэтому экономические показатели предприятия во многих случаях зависят от трудоёмкости сборочного производства, а проблема повышения производительности сборки является одной из важнейших проблем научно-технического прогресса современного машиностроения.
Первичным элементом всякой собираемой машины является деталь. Деталью называют всякую отдельную часть машины, изготовленную без применения сборочных операций.
Машина состоит из отдельных самостоятельных сборочных единиц, называемых иногда узлами. Узел при этом можно собрать самостоятельно, отдельно от других элементов машины.
Узловая конструкция машины позволяет сократить продолжительность её общей сборки, благодаря параллельному изготовлению всех или большинства сборочных единиц.
Базовой деталью или базовым узлом называется основной элемент, с которого начинается сборка.
Любой предмет или набор предметов производства, подлежащих изготовлению на данном предприятии, называют изделием.
В зависимости от назначения различают изделия основного и вспомогательного производства. К первым относятся изделия, реализуемые по поставкам, а ко вторым – изделия, которые используются внутри предприятия.
Процесс сборки складывается из ряда операций по соединению сопряжённых деталей в узлы, а узлов – в машину.
Высокая эксплуатационная надёжность и долговечность машины зависит главным образом от наличия в процессе сборки различных погрешностей, возникающих на различных стадиях сборки.
Основными причинами, которые вызывают возникновение погрешностей, являются:
• образование задиров на сопрягаемых поверхностях;
• деформация деталей при их установке и закреплении;
• попадание грязи и стружки между сопрягаемыми поверхностями;
• нарушение правильной последовательности затяжки болтовых соединений;
• непостоянство усилий затяжки и другие.
|
|
|
60. Организационные формы сборки машин
В машиностроении используют 2 основные организационные формы сборки:
• стационарная;
• подвижная.
Выбор организации сборочного процесса зависит от его трудоёмкости, производственной программы, типа производства и характерных особенностей собираемого изделия.
При стационарной сборке все сборочные операции выполняются на одном рабочем месте, а все детали и узлы, которые требуются для сборки изделия подаются на это рабочее место.
При этом методе сборки, особенно в случаях значительной программы выпуска, увеличивается продолжительность цикла сборки изделия, необходимы большие производственные площади для организации сборочного участка, требуется много одинаковых инструментов и приспособлений, а сборочные работы должны выполнять рабочие высокой квалификации.
Ввиду особенностей этого метода – наличия большого числа пригоночных работ – затруднено планирование производства.
Применяют этот метод сборки в опытном производстве, тяжёлом машиностроении, при сборке уникальных машин и приборов.
При подвижной сборке собираемое изделие последовательно перемещается по всем сборочным постам, на каждом из которых выполняют определённую операцию. При этом изделие перемещается чаще всего с помощью различных транспортных средств, например, конвейеров. Этот вид сборки называют иногда «поточной подвижной сборкой».
Преимуществом этого вида сборки является более высокая производительность труда, более рациональное использование производственных площадей, более высокий уровень качества выпускаемой продукции. К преимуществам можно отнести и то, что максимально расчленённый сборочный процесс не требует исполнителей высокой квалификации, т.к. закрепление за рабочим постом одной или небольшого количества сборочных операций позволяет в сравнительно короткий срок рабочему приобрести необходимые навыки и умения. Однако в этом случае затрудняется межоперационный контроль и исправление замеченных дефектов.
|
|
|
61. Технологические методы сборки, их сущность и сравнительная характеристика
В машиностроении применяются следующие технологические методы сборки:
1. с полной взаимозаменяемостью;
2. с групповой взаимозаменяемостью;
3. с пригонкой деталей по месту;
4. с регулированием отдельных соединений, составляющих сборочную единицу.
Метод полной взаимозаменяемости предусматривает сборку изделий без какой-либо дополнительной обработки и подгонки в процессе сборки. Обеспечивается такой метод сборки стандартной системой допусков и посадок. Поэтому основными факторами, обуславливающими использование этого метода является необходимость обработки большого количества деталей с заданной степенью точности, а также использование сложной и дорогостоящей технологической оснастки, что экономически оправдано лишь в крупносерийном и массовом производстве.
Метод групповой взаимозаменяемости предусматривает сортировку деталей, изготовленных с более широкими допусками на несколько групп с более узкими допусками. При этом требуемый зазор или натяг в сочленении обеспечивается за счёт соответствующего подбора сопрягаемых деталей. Сборка по этому принципу называется иногда «селективной».
Метод сборки с пригонкой деталей по месту состоит в том, что имеет место индивидуальная пригонка одной детали к другой путём, например, подпиливания, притирки, соскабливания, т.е. снятия лишнего слоя металла.
Метод регулировки заключается в том, что устанавливаются дополнительные детали, например, регулировочные кольца или пластинники (прокладки).
|
|
|
