 |


Сварка плавящимся электродом в среде защитных газов.
|
|
|
|
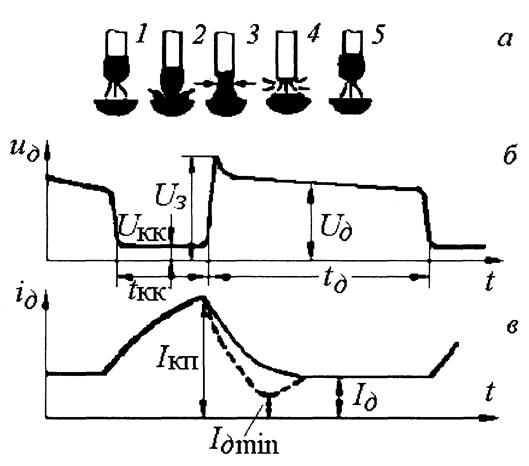
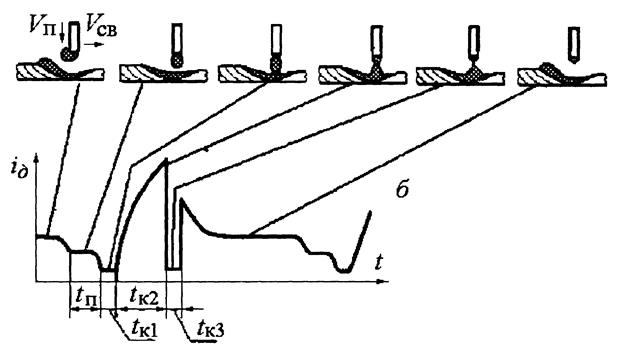
Поскольку при сварке плавящимся электродом в среде защитных газов работают на тех же участках ВАХ дуги, что и в предыдущих случаях и в большинстве оборудование тоже применяют постоянную скорость подачи проволоки. Все требования для сварки под флюсом здесь справедливы, кроме последнего. Процесс выполняется только на постоянном токе, как правило обратной полярности из-за низкой стабильности горения дуги и формирования шва. Кроме того, для этого способа сварки в очень широком диапазоне режимов характерен процесс периодических коротких замыканий дугового промежутка.
1. Если скорость нарастания тока маленькая – разрыв перемычки не происходитю.
2. Разбрызгивание электродного металла:
диаметром 0,8мм допустимый ток короткого замыкания 100-170А/мс;
диаметром 2мм допустимый ток короткого замыкания 10-20А/мс.
Для обеспечения достаточно большого диапазона регулирования тока необходимо регулирование скорости нарастания тока короткого замыкания. В традиционных ИП – это дополнительный дроссель с переключением обмоток и, соответственно, изменением индуктивности. В самых современных ИП – это системы автоматического регулирования с транзисторным управлением (инверторные ИП).
Особенности устойчивости горения дуги
переменного тока на плавящихся электродах
При смене полярности происходит угасание дугового разряда. Перерывы прохождения тока приводят к деионизации дугового промежутка, следовательно каждый полупериод зажигания дуги происходит практически заново.


 Для маломощных дуг процесс зажигания всегда сопровождается пиком напряжения зажигания, превышающим напряжение стабильного горения дуги, связанном с повышенными затратами Е на рост ионизации.
Для маломощных дуг процесс зажигания всегда сопровождается пиком напряжения зажигания, превышающим напряжение стабильного горения дуги, связанном с повышенными затратами Е на рост ионизации.
|
|
|
В мощных дугах из-за большой тепловой инерции (электродов) напряжение зажигания мало отличается от напряжения горения дуги переменного тока. Для дуг переменного тока используется динамическая вольт-амперная характеристика дуги – зависимость изменения напряжения дуги от изменения напряжения тока.

При смене полярности дуговой разряд деионизируется, поэтому последующий полупериод в начале в разрядном промежутке возможны только токи силой порядка 10-1-10 А.
Эти токи протекают до тех пор пока не начнется лавинообразное нарастание ионизации при напряжении зажигания дуги, после чего снова возникает дуговой разряд. Отсюда следует, необходимость сокращения времени перерывов горения дугового разряда, для повышения стабильности сварки.
1. Повышение напряжения холостого хода.
2. Индуктивная нагрузка в цепи (реактивный накопитель энергии).

В первых конструкциях сварочных аппаратов (первая половина 20в) для этого использовался отдельный или совмещенный с трансформатором дроссель. Во второй половине 20в были разработаны трансформаторы с увеличенным индуктивным сопротивлением и в настоящее время производятся только такие трансформаторы.
На стабильность горения сильно влияет напряжение холостого хода ИП, т.к. оно определяет время зажигания и угасания дуги каждый полупериод, поэтому из теоретических и экспериментальных исследований установлен допустимый уровень отношения напряжения холостого хода и напряжения на дуге U20 /Uд >1,8. В противном случае для обеспечения стабильности горения дуги требуются большие индуктивности, которые сильно снижают динамические характеристики ИП, т.е. его способность реагировать на изменения, происходящие в дуговом разряде. Индуктивность выбирается из компромиссных решений, обеспечивающих и приемлемую устойчивость и приемлемые динамические свойства. При больших токах 200А и выше приемлемое горение дуги можно получить при приблизительно 60В, поэтому ступени большого тока сварочных аппаратов имеют пониженное напряжение холостого хода.
|
|
|
Предшествующие выводы относятся к ручной дуговой сварке, сварке под флюсом на переменном токе и многофазной сварке (многодуговой).
Особенности требований сварки двухфазной и трехфазной дугой.
Трехфазная дуга – Михайлов 30-е году 20века. Возможна и двухфазная.

В настоящее время эти процессы применяются ограниченно, только в механизированном варианте. Трехфазная дуга переходит в двухфазную, когда расстояние между электродами становится больше обрывной длины дуги.
1. Три дуги без образования общего ионизированного пространства.
2. С образованием общего ионизированного пространства (в основном используется).
В последнем случае кардинально улучшается устойчивость горения дуги, т.к. поддерживается постоянный высокий уровень ионизации в разрядном промежутке, соответственно в каждый момент времени горит минимум две дуги. Если дуговое пространство не общее, стабильность горения дуги близка к горению дуги переменного тока. Т.к. процесс механизированный применяемое оборудование имеет постоянный объем подачиэлектродной проволоки, здесь также используется саморегулирование дуги, соответственно ИП с пологопадающей и жесткой ВСХ, но не однофазные, а трехфазные.
Если используется двухдуговая схема, то возможно применение двух однофазных трансформаторов вместо трехфазных.
|
|
|
