 |


ОО1 = О1с – Ос = rmax * - rmin * = * ;
|
|
|
|
ОО1 = О1с – Ос = rmax * - rmin * = *;
С учетом найденного значения отрезка ОО1 окончательно определяется погрешность базирования размера «А», заданного для обработки заготовки:
 = вв1 = ОО1 -
= вв1 = ОО1 -  =
=  * - =
* - = 
= ;
Из приведенных примеров расчетов погрешностей базирования можно сделать следующие выводы, которые можно рекомендовать для использования в расчетах погрешностей базирования:
1. На технологической операции механической обработки заготовок необходимо делать анализ всех размеров, которые задано получить на этой операции;
2. При определении погрешности базирования выполняемого размера устанавливается положение технологической базы, необходимой для его получения;
3. После этого определяется положение измерительной базы, от которой нужно делать измерение получаемого на операции размера;
4. Устанавливается размерная связь между измерительной и технологической базами и обрабатываемой поверхностью (прямая или косвенная);
5. Делается расчет ожидаемой максимально возможной погрешности базирования выполняемого размера.
2. 2 Основные схемы базирования
Согласно ГОСТ 21495 под схемой базирования понимается схема расположения опорных точек на базах (поверхностях, выполняющих эту роль сочетаниях поверхностей и т. д. ) заготовки или изделия. К основным схемам базирования можно отнести наиболее часто применяемые комбинации поверхностей изделий и используемые для базирования. К ним относятся:
- схема базирования на три взаимно перпендикулярные плоскости;
- схема базирования по наружной цилиндрической поверхности и перпендикулярной её оси плоскости;
- схема базирования по внутренней цилиндрической поверхности и перпендикулярной её оси плоскости;
|
|
|
- схема базирования на отверстия с параллельными осями и перпендикулярную им плоскость;
- схема базирования на центровые отверстия.
При выборе схемы базирования учитываются следующие основные данные обрабатываемой заготовки или детали:
- простановка размеров от обрабатываемой поверхности до поверхностей, которые потенциально могут быть использованы в качестве технологических баз;
- точность обработки и параметры шероховатости потенциальных базовых поверхностей;
- геометрическая форма потенциальных базовых поверхностей.
2. 2. 1 Базирование на три взаимно перпендикулярные плоскости
Базирование по этой схеме применяется для заготовок, , у которых:
| Ζ |
| О |
| Х |
| Υ |
| Рис. 20 Схема базирования заготовки на три плоскости |
| Заготовка |
- размеры обрабатываемой поверхности заданы от этих трех взаимно перпендикулярных плоскостей.
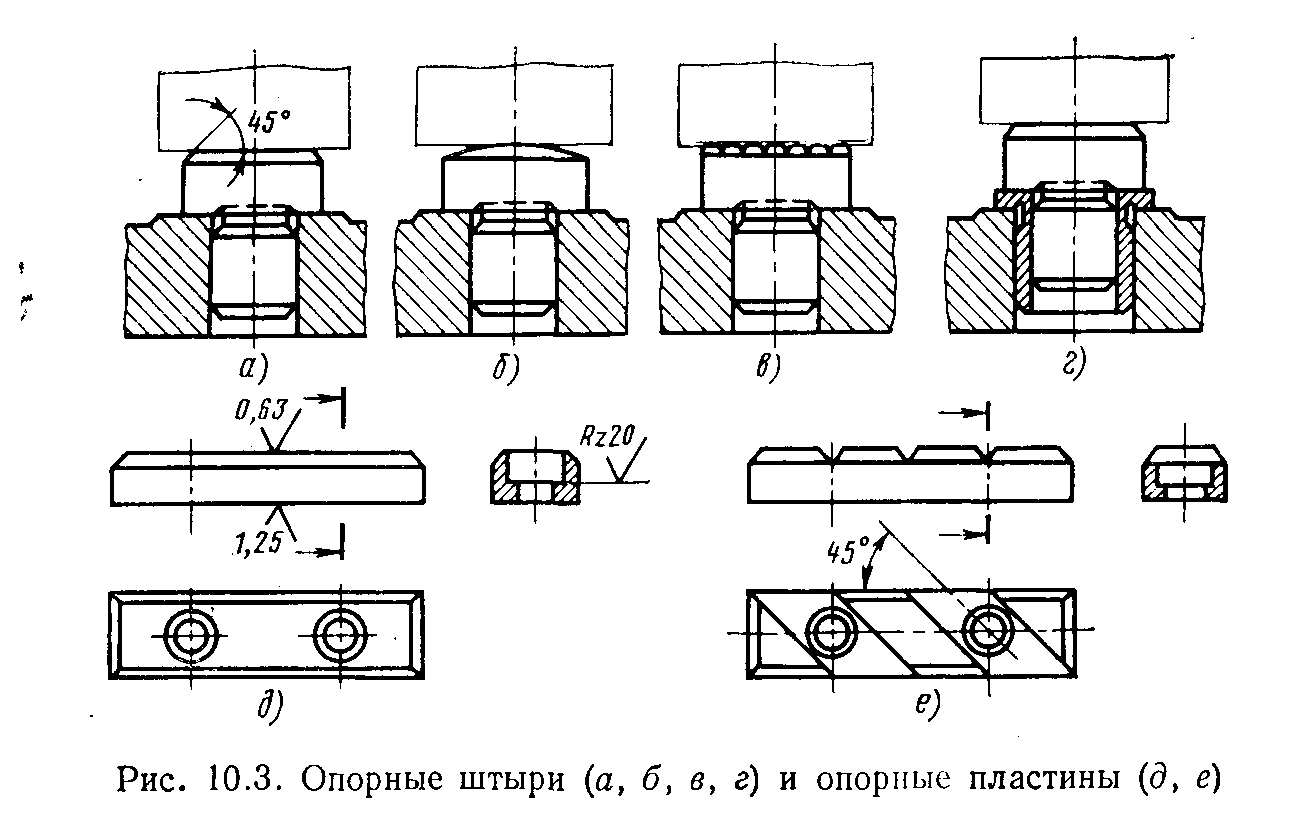
Для базирования заготовок применяется комплект технологических баз, состоящий из установочной, направляющей и опорной технологической баз, или сокращенно - УТБ+НТБ+ОТБ (см. рис. 20). Для каждой технологической базы предусматриваются соответствующие опорные элементы: опорные штыри или опорные пластины. (рис. 21). Опорные штыри и опорные пластины изготавливаются в соответствии с требованиями ГОСТ 13440. Опорные штыри устанавливаются непосредственно на корпус приспособления по неподвижной посадке Н7/р6 или в переходную втулку(рис. 20«г»). Применяются как опоры для реализации установочной, направляющей и опорной технологической баз. ГОСТ предусматривает следующие разновидности конструкций штырей: с плоской, сферической и рифленой головками. Опорные штыри с плоской головкой применяются для базировании заготовок уже обработанными поверхностями. Опорные штыри со сферической и рифленой головками применяются для базирования заготовок не обработанными поверхностями Опорные пластины применяются для базирования заготовок поверхностями, принятыми за установочные или направляющие технологические базы. Конструктивно опорные пластины выполняются в зависимости от геометрической формы поверхности заготовки, которой она на неё базируется. ГОСТ предусматривает два типа опорных пластин – плоские и с наклонными пазами (рис. 20 «д, е»). Опорные пластины крепятся непосредственно на корпус приспособления винтами с потайной головкой, для этого в них предусматриваются соответствующие отверстия..
|
|
|
| бю |
| а |
| с |
| а |
| m |
| n |
| б |
| Рис. 22 Примеры полного и частичного базирования обрабатываемой заготовки |
| Рис. 21 Опорные штыри (а, б, в, г) и опорные пластины (д, е). |
| Рис. 21 Опорные штыри (а, б, в, г, ) и опорные пластины (д, е) |
При базировании заготовки, у которой обрабатываемая поверхность задается двумя размерами, применяться комплект технологических баз включающий, только установочную и направляющую технологические базы (рис. 22 «б») Третья технологическая база не явная. Для обработки «выступа» у заготовки допускается не применять третью базу, так как обработка ведется на проход. Третья база будет нужна в том случае, если необходим упор для компенсации действия силы резания с целью предотвращения возможного смещения заготовки при обработке.
|
|
|
