 |


Комплектность конструкторских документов
|
|
|
|
Конструкторская документация бывает текстовой и графической. Номенклатура (перечень) документации, выполняемой на том или ином этапе проектирования, комплект (табл. 2.2).
Таблица 2.2.
Номенклатура конструкторских документов для различных
этапов проектирования РЭС
| Наименование документа | Шифр | Технич. предл. | Эскизный проект | Технич. проект | Рабочая документация на изделия | |||
| детали | сбор. ед. | комплексы | комплекты | |||||
| Чертеж детали | - | - | - | + | (+) | - | - | - |
| Сборочный чертеж | СБ | - | - | - | - | (+) | - | - |
| Чертеж общего вида | ВО | + | + | (+) | - | - | - | - |
| Теоретический чертеж | ТЧ | - | + | + | + | + | + | - |
| Габаритный чертеж | ГЧ | + | + | + | + | + | + | - |
| Монтажный чертеж | МЧ | - | - | - | - | + | + | - |
| Схемы | - | + | + | + | - | + | + | + |
| Спецификация | СП | - | - | - | - | (+) | (+) | (+) |
| Ведомость покупных изделий | ВП | - | + | + | - | + | + | + |
| Пояснительная записка | ПЗ | (+) | (+) | (+) | - | - | - | - |
| Технические условия | ТУ | - | - | - | + | + | + | + |
| Программа и методика испытаний | ПМ | - | + | + | + | + | + | - |
| Таблицы | ТБ | + | + | + | + | + | + | + |
| Расчеты | РР | + | + | + | + | + | + | + |
| Патентный формуляр | ПФ | + | + | + | + | + | + | - |
Примечание: (+) – обязательный документ; «+» – документ составляется по усмотрению разработчика; «-» – документ не составляется.
Обязательными чертежами рабочей документации являются чертежи деталей и сборочные чертежи. На каждую деталь и сборочную единицу выполняют отдельный рабочий чертеж с основной надписью.
Рабочий чертеж должен содержать все сведения для изготовителя и контроля изделия:
- графические изображения, полностью отражающие его форму;
- необходимые размеры с предельными отклонениями;
- указания о шероховатости поверхностей;
- технические требования, содержащие различные данные, которые невозможно представить графически.
|
|
|
Текстовые технологические требования записывают в тех случаях, когда они являются единственными гарантирующими качество изделия, например, технологию склеивания, совместной обработки деталей и т.д.
Технические требования и техническая характеристика
Эти данные располагают над основной надписью. На листах формата более А4 допускается размещение текста в две и более колонки. Пункты технических требований и технической характеристики должны иметь самостоятельную нумерацию. Общая ширина колонки должна быть не более 185 мм.
Технические требования на чертеже излагают, группируя однородные и близкие по своему характеру требования по возможности в такой последовательности:
1) требования, предъявляемые к материалу, заготовке, термической обработке и к свойствам материала готовой детали (например твердость), указание материалов заменителей;
2) размеры (формовочные и штамповочные уклоны, радиусы и пр.), предельные отклонения размеров, не указанных на чертеже, и т.д.;
3) требования к качеству поверхностей (отделка, покрытия);
4) зазоры, расположение отдельных элементов конструкции;
5) требования, предъявляемые к настройке и регулированию изделия;
6) другие требования к качеству изделий, например, бесшумность, виброустойчивость и т.д.;
7) условия и методы испытаний;
8) указания о маркировании и клеймении;
9) правила транспортирования и хранения;
10)особые условия эксплуатации.
Техническая характеристика изделия размещается отдельно от технических требований и имеет самостоятельную нумерацию пунктов. Пример технической характеристики – модуль зубчатого зацепления, число зубьев шестерен и т.д.
На поле чертежа могут размещаться и таблицы. Их размещают на свободном поле чертежа справа или ниже изображения изделия. Содержанием таблиц могут быть данные, например, о числе витков и диаметре провода обмоток трансформатора и др.
|
|
|
Размеры, допуски и посадки на чертежах
Размерные числа, нанесенные на чертеже, должны однозначно определять размеры изделия и его элементов. Размеры, как правило, проставляют от баз. Для каждого размера указывают предельные отклонения. Разновидности баз могут быть следующие:
- технологическая, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта;
- конструкторская, используемая для определения положения детали или сборочной единицы в изделии;
- измерительная, определяющая относительное положение заготовки или изделия и средств измерения.
Базами могут служить кромки плоских деталей, торцы круглых деталей, оси симметрии и др.
Установлены два способа нанесения размеров от баз:
- координатный, когда размеры наносятся от одной, основной базы или от нескольких баз лесенкой (рис. 2.4, а);
- цепной, когда размеры наносятся цепочкой, исключая один из размеров той части детали, которая не подвергается обработке и имеет самый большой допуск на размер (рис 2.4, б).
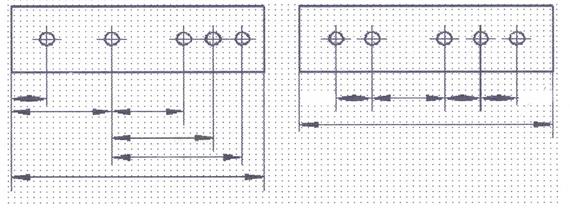
а б
Рис. 2.4. Способы нанесения размеров от баз
Нанесение размеров в виде замкнутой цепи допускается только в том случае, когда один из них указывается как справочный. Справочный размер отмечают на чертежах знаком «*», а в технических требованиях записывают:
Этот размер не выполняется по данному чертежу и указывается для большего удобства пользования чертежом.
Понятия о допусках и посадках для различных видов соединений основывается на некоторых терминах и определениях (рис. 2.5).
___________________
*Размер для справок.
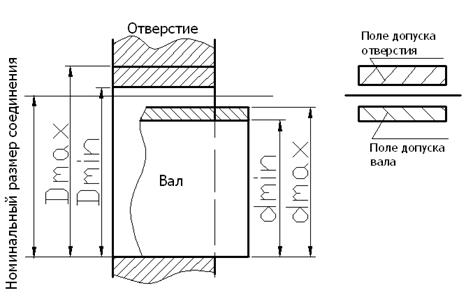
Рис. 2.5. Расположение полей допусков отверстия и вала
при посадке с зазором
Допуск – разность между наибольшим и наименьшим предельными размерами. Предельные отклонения линейных размеров на чертежах указывают одним из трех способов (рис.2.6):
- условными обозначениями полей допусков;
- числовыми значениями предельных отклонений;
- условными обозначениями полей допусков с указанием справа в скобках числовых значений предельных отклонений.






Рис. 2.6. Варианты обозначений на чертежах предельных отклонений
|
|
|
линейных размеров
Условное обозначение состоит из буквы, определяющей положение допуска относительно номинального размера, и цифры, соответствующей номеру квалитета.
Номинальный размер – размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений.
Квалитет (степень точности) – ступень градации значений допусков системы. Установлено 19 квалитетов, которые имеют номер 01, 0, 1, 2,…16, 17. Они образуют единую шкалу точностей в машино- и приборостроении. Ориентировочная применяемость квалитетов: квалитеты 01 – 7 -допуски средств измерения квалитеты 4 – 12 – допуски размеров в посадках; квалитеты 12 – 17 – допуски неответственных размеров (несопрягаемых или в грубых соединениях). Поля допусков отверстий обозначаются прописными, валов – строчными буквами латинского алфавита.
Посадка – характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов (рис. 2.7). Возможны посадки с зазором, с натягом и переходные посадки, когда возможно получение как зазоров, так и натягов.

Рис. 2.7. Схема зазора и натяга
Предельные отклонения размеров деталей, изображенных на чертеже в сборе (посадки), указывают в виде дроби: в числителе – для отверстия, в знаменателе – для вала (рис. 2.8).

Рис. 2.8. Условное обозначение посадки
Многократно повторяющиеся на чертежах предельные отклонения относительно низкой точности (от 12-го квалитета и грубее) после номинальных размеров допускается не наносить, а оговорить общей записью в технических требованиях в одном из вариантов:
1. «Неуказанные предельные отклонения размеров: отверстия – по Н14, валов – по h14, остальных –  »;
»;
2. «Неуказанные предельные отклонения размеров  ».
».
Обозначение  рекомендуется для симметричных отклонений потому, что оно распространяется на размеры различных элементов, которые не относятся к валам и отверстиям (расстояние между осями и т.д.)
рекомендуется для симметричных отклонений потому, что оно распространяется на размеры различных элементов, которые не относятся к валам и отверстиям (расстояние между осями и т.д.)
В процессе проектирования используется 3 метода выбора допусков и посадок на детали и сборочные единицы:
|
|
|
1. Метод прецедентов заключается в том, что в чертежах на детали различных изделий, находящихся в эксплуатации, находят однотипные детали и по ним определяют допуски на размеры проектируемой детали.
2. Метод подобия. Используя классификационные материалы, устанавливают аналог проектируемой детали и по нему определяют допуски и посадки на проектируемое изделие.
Общими недостатками методов прецедентов и подобия являются возможность применения неправильно установленных допусков и посадок и сложность определения признаков для выбора аналогов.
3. Расчетный метод. Для повышения точности и надежности детали целесообразно при проектировании максимально приблизить размеры детали к расчетным значениям. Однако при этом подходе могут возникать трудности технологического и метрологического характера. Обработка детали по более точному допуску требует более сложного оборудования, дорогого инструмента и высокой квалификации рабочего. Таким образом, требования к точности и стоимости находятся в противоречии (рис. 2.9).


Рис. 2.9. Зависимость между стоимостью и точностью обработки:
1 – холодное волочение; 2 – обработка на токарном станке;
3 – обработка и шлифование; 4 – обработка, шлифование и притирка.
При определении допусков необходимы техническо-экономические расчеты.
|
|
|
