 |


Оптимизация параметров лесозаготовительной линии
|
|
|
|
Постановка задачи проектирования
Для функционирования подобной линии свойственен случайный характер протекающих во времени процессов, что позволяет описать ее работу с помощью методов теории массового обслуживания.
Пусть автоматизированная лесозаготовительная технологическая линия включает автоматизированную сучкорезную установку 1 (рис. 3.1), предназначенную для обрезки сучьев с деревьев. Время обрезки сучьев в результате воздействия ряда факторов является случайной величиной со средним значением 
После обрезки сучьев хлысты, образующие входящий поток требований, поступают в лесонакопитель 2, в котором может находиться некоторый их запас. Из лесонакопителя хлысты перемещаются в автоматизированный раскряжевочный агрегат 3, где из них выпиливаются сортименты. Время раскряжевки хлыста также считаем случайной величиной  Отметим, что раскряжевочный агрегат (РА) является в данной системе обслуживающим по отношению к сучкорезной установке (СУ), а лесонакопитель (ЛН), содержащий некоторый промежуточный запас древесины между двумя смежными агрегатами, выполняет роль демпфера, сглаживающего неравенство производительностей этих агрегатов. Требуется определить показатели функционирования технологической автоматизированной линии, в том числе оптимальную емкость лесонакопителя.
Отметим, что раскряжевочный агрегат (РА) является в данной системе обслуживающим по отношению к сучкорезной установке (СУ), а лесонакопитель (ЛН), содержащий некоторый промежуточный запас древесины между двумя смежными агрегатами, выполняет роль демпфера, сглаживающего неравенство производительностей этих агрегатов. Требуется определить показатели функционирования технологической автоматизированной линии, в том числе оптимальную емкость лесонакопителя.
Схема автоматизированной лесозаготовительной линии
Технологическую линию в данном случае можно рассматривать как систему массового обслуживания с ожиданием и ограниченной длиной очереди (вместимостью лесонакопителя), которая выражается в количестве находящихся в накопителе хлыстов. Источником входящего потока в лесонакопитель с интенсивностью l является сучкорезная установка, а раскряжевочный агрегат здесь выполняет роль обслуживающего устройства с интенсивностью обслуживания m. При этом считаем, что число заготовок, выдаваемых первой установкой в результате воздействия различных факторов, является случайной величиной, распределенной по закону Пуассона, а время обслуживания заготовок во втором агрегате распределяется по показательному закону.
|
|
|
Если лесонакопитель заполнен до отказа, а сучкорезная машина закончила обработку очередного дерева, то она останавливается, ожидая, пока в накопителе появится свободное место. Это возможно, если производительность сучкорезной установки выше производительности раскряжевочного агрегата. В противном случае, когда раскряжевочный агрегат более производителен, в лесонакопителе должен быть запас хлыстов для раскряжевки, иначе будет простаивать уже второй агрегат. Таким образом, в лесонакопителе всегда должно быть свободное место для приема древесины и всегда должен быть ее запас. Слишком маленькая емкость накопителя приводит к простоям агрегатов, слишком большая усложняет конструкцию и удорожает всю линию. Поэтому с учетом перечисленных факторов целесообразно определение оптимальной емкости лесонакопителя.
Расчетные формулы
. Интенсивность входящего в лесонакопитель потока хлыстов, поступающих из сучкорезной машины

. Интенсивность обработки сортиментов в раскряжевочной установке (интенсивность обслуживания )
 .
.
. Параметр системы
 .
.
. Вероятность того, что в лесонакопителе будет k заготовок







. Вероятность обслуживания заготовки вторым агрегатом (раскряжевочной установкой), т.е. вероятность того, что раскряжевочная установка свободна

. Вероятность того, что второй агрегат (раскряжевочная установка) будет занят работой
|
|
|


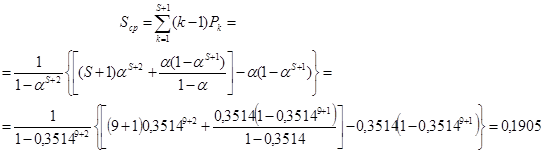
7. Среднее число заготовок в лесонакопителе
8. Среднее время нахождения заготовки в лесонакопителе, т.е. время ожидания, когда закончит работу и освободится раскряжевочная установка
 мин
мин
. Общее среднее время нахождения заготовки в системе
 мин.
мин.
. Вероятность простоя второго агрегата (раскряжевочной установки)

. Вероятность простоя первого агрегата (сучкорезной установки)

12. Время работы первого агрегата (сучкорезной установки) за время T (например, за смену)
 мин. = 7,9999 ч.
мин. = 7,9999 ч.
. Время простоя первого агрегата за время Т
 мин. = 0,00016 ч.
мин. = 0,00016 ч.
. Время работы второго агрегата (раскряж. установки) за время Т
 мин. = 2,8112 ч.
мин. = 2,8112 ч.
. Время простоя второго агрегата за время Т
 мин. = 5,1888 ч.
мин. = 5,1888 ч.
. Средняя производительность системы за время Т (количество сортиментов, произведенных технологической линией за время Т, например, сменная выработка)










Для иллюстрации рассмотренной методики были выполнены расчеты основных характеристик технологической линии, результаты которых приведены в табл. 3.1. В расчетах были приняты следующие исходные данные:  .
.
Емкость лесонакопителя менялась в пределах 0 £ S £ 9 шт. Графики зависимости некоторых характеристик линии от емкости накопителя показаны на рис. 3.2 и 3.3
Таблица 3.1
| S | a | Pк | Тр.1, ч | Тр.2, ч | П, шт./смену |
| 0 | 0,3514 | 0,6486 | 7,9999 | 2,8112 | 54,6645 |
| 1 | 0,3514 | 0,2279 | 7,9999 | 2,8112 | 67,6864 |
| 2 | 0,3514 | 0,0281 | 7,9999 | 2,8112 | 71,7566 |
| 3 | 0,3514 | 0,0280 | 7,9999 | 2,8112 | 73,1293 |
| 4 | 0,3514 | 0,0098 | 7,9999 | 2,8112 | 73,6129 |
| 5 | 0,3514 | 0,0035 | 7,9999 | 2,8112 | 73,7832 |
| 6 | 0,3514 | 0,0012 | 7,9999 | 2,8112 | 73,8498 |
| 7 | 0,3514 | 0,0004 | 7,9999 | 2,8112 | 73,8570 |
| 8 | 0,3514 | 0,0002 | 7,9999 | 2,8112 | 73,8660 |
| 9 | 0,3514 | 0,00005 | 7,9999 | 2,8112 | 73,8713 |
| ¥ | 75,0 |

Рис. 3.2. Вероятность того, что в лесонакопителе k заготовок как функция его емкости

Рис. 3.3. Сменная производительность системы как функция емкости лесонакопителя
Из рис. 3.3 видно, что с увеличением емкости лесонакопителя сменная производительность сначала интенсивно возрастает, затем ее рост замедляется и кривая производительности стремится к предельному значению (П  75,0, при S
75,0, при S  ). Это позволяет сделать предварительный вывод о том, что емкость накопителя при выбранных исходных данных не целесообразно принимать больше 8-9 мест, так как это приводит лишь к удорожанию линии без существенного увеличения производительности. Для более точной количественной оценки емкости накопителя и других конструктивных параметров линии необходимо решить задачу оптимизации.
). Это позволяет сделать предварительный вывод о том, что емкость накопителя при выбранных исходных данных не целесообразно принимать больше 8-9 мест, так как это приводит лишь к удорожанию линии без существенного увеличения производительности. Для более точной количественной оценки емкости накопителя и других конструктивных параметров линии необходимо решить задачу оптимизации.
|
|
|
Оптимизация параметров лесозаготовительной линии
При решении задачи оптимизации параметров автоматизированной лесозаготовительной линии могут быть использованы различные критерии (производительность, надежность, стоимость и пр.). Выберем в качестве критерия экономическую эффективность. Целевая функция в этом случае будет иметь вид
 , (3.17)
, (3.17)










где Е - экономический эффект от работы линии за смену; П - сменная производительность (выработка); С - прибыль от реализации одного готового изделия (сортимента); Тр1 - среднее время работы за смену первого агрегата (сучкорезной установки); Тпр1 - время простоев за смену первого агрегата; Тр2 - среднее время работы за смену второго агрегата (раскряжевочного); Тпр2 - время простоев за смену второго агрегата; S - емкость накопителя; qp1 - стоимость эксплуатации первого агрегата в единицу времени; qпp1 - стоимость простоев первого агрегата в единицу времени; qp2 - стоимость эксплуатации второго агрегата в единицу времени; qпp2 - стоимость простоев второго агрегата в единицу времени; qps - стоимость содержания и эксплуатации одной ячейки накопителя за смену.Стоимостные показатели qi были в данном случае заданы в виде относительных безразмерных коэффициентов, что удобно для укрупненных расчетов на ранних стадиях проектирования.
Результаты, полученные с учетом предыдущих расчетов, приведены в табл. 3.2. Оптимальный конструктивный вариант в таблице выделен.
Для принятых исходных данных при стоимостных коэффициентах qp1 = 1,2; qпp1 = 0,5; qp2 = 1,5; qпp2 = 0,7 и qps = 1,5 оптимальная емкость лесонакопителя, соответствующая максимальному значению эффективности Е, составила Sопт = 5, (рис. 3.4).
Таблица 3.2
|
|
|
| S | П | Тр1, ч | Тпр1, ч | Тр2, ч | Тпр2, ч | С | Е |
| 0 | 54,6645 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 34,9589 |
| 1 | 67,6864 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 46,4808 |
| 2 | 71,7566 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 49,051 |
| 3 | 73,1293 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 48,9237 |
| 4 | 73,6129 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 47,9073 |
| 5 | 73,7832 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 46,5776 |
| 6 | 73,8498 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 45,1442 |
| 7 | 73,8570 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 43,6514 |
| 8 | 73,8660 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 42,1604 |
| 9 | 73,8713 | 7,9999 | 0,00016 | 2,8112 | 5,1888 | 1 | 40,6657 |

Рис. 3.4. Зависимость эффективности лесозаготовительной линии от ёмкости накопителя
|
|
|
