 |


Категории опасных газовыделений на газовых объектах
|
|
|
|
| Категории опасности источника выделения | Объемное содержание Н2S в газе, % | Санитарный класс токсичности | Агрессивность по скорости коррозии стенок оборудования, мм/год | Время нарастания концентрации до ПДК в условной рабочей зоне, ч | Максимальное рабочее давление, МПа | Максимальная рабочая температура, оС |
| особо опасные | >6 | >1 | <1 | >5 | >200 | |
| опасные | 3-6 | 0,1-1 | 1-3 | 2,5-5 | 100-200 | |
| умеренно опасные | 0,5-3 | 0,01-0,1 | 3-6 | 0,3-2,5 | 50-100 | |
| малоопасные | до 0,5 | <0,01 | >6 | <0,3 | <50 |
Таблица 8
Периодичность проверок концентрации вредных веществ в воздухе
| Категории опасности газовыделения | Периодичность контрольных измерений | Процент обследования потенциальных выявленных мест газовыделей |
| 2 раза в смену | ||
| ежемесячно | ||
| ежедневно | ||
| еженедельно |
Инвентаризация источников загрязнения атмосферного воздуха проводится в соответствии с ГОСТом 17.2.104-77.
Пункты контроля устраиваются в соответствии РО 52.04.186-89 "Руководство по контролю за загрязнением атмосферы".
Оборудование – передвижная лаборатория типа "Атмосфера-II", газоанализатор типа "Паладий-3", лазерный газоанализатор метана типа 323 ААОI, пробоотборные устройства: электроаспираторы типа ЭА-I, 7А-IA, ЭА-2, ЭА-2С, 822.
Перечень и метод определения загрязняющих атмосферу веществ приведены в таблицу 9.
Таблица 9
Перечень определяемых загрязняющих веществ
| Наименование определенного вещества | Метод определения, наименование НТД |
| Диоксид азота (NO2) | РО52.04.186-89 "Руководство по контролю за загрязнением атмосферы". Улавливание раствором иодида кадмия (фотометрический метод) |
| Диоксид серы (SO2) | РО52.04.186-89 Улавливание на пленочный хемосорбент (фотометрический метод) |
| Сероводород (Н2S) | РО52.04.186-89 1) улавливание из воздуха на пленочных хемосорбентах и его фотометрическое определение (для 0,003-0,075 мг/м3) 2) отбор проб в барботеры раствором комплекса кадмия с триэтаноламином (фотометрическое определение) (для 0,004-0,12 мг/м3) |
| Углеводороды (3,4бенз(а)пирен и другие циклические ароматические углероды) | РО52.04.186-89 Отбор проб на аэрозольный фильтр и определение методом высокоэффективной жидкостной хроматографии |
|
|
|
3. РАСЧЕТ ДВУХСТУПЕНЧАТОЙ АБСОРБЦИОННОЙ КОЛОННЫ
3.1 Исходные данные к расчету параметров абсорбционной колонны
1) Общая производительность установки по газу при н.у. V0 = 63,4 м3/сек (4 колонны).
Производительность одной абсорбционной колонны V0 = 15,85 м3/сек.
2) Концентрация Н2S в газе
Для первой ступени:
на входе yнI = 914 ∙ 10-3 кг/м3
на выходе yкI = 25 ∙ 10-3 кг/м3
Для второй ступени:
на входе yнII = 25 ∙ 10-3 кг/м3
на выходе yкII = 0,015 ∙ 10-3 кг/м3
3) Содержание примесей в поглотителе:
хнI = 3% (масс.) – для первой ступени
хнII = 0,5% (масс.) – для второй ступени
4) Абсорбция изотермическая
средняя температура потоков в абсорбере t = - 45 оС
5) Давление газа на входе в абсорбер для обеих ступеней Р = 2 МПа
6) Плотность газа при t = 20 оС, ρ = 0,846 кг/м3
при н.у. ρ0 = 0,724 кг/м3
3.2 Устройство абсорбционного насадочного аппарата
Аппараты, в которых осуществляются абсорбционные процессы, называют абсорберами. Как и другие процессы массопередачи, абсорбция протекает на поверхности раздела фаз. Поэтому абсорберы должны иметь развитую поверхность соприкосновения между жидкостью и газом. По способу образования этой поверхности абсорберы можно условно разделить на следующие группы: 1) поверхностные и пленочные; 2) насадочные; 3) барботажные (тарельчатые); 4) распыливающие.
Следует отметить, что аппараты большинства конструкций весьма широко применяются и для проведения других массообменных процессов.
|
|
|
Предлагаемая насадочная колонна получила широкое распространение в промышленности в качестве абсорбера. Основными достоинствами насадочных колонн являются простота устройства и низкое гидравлическое сопротивление, дешевизна и относительно длительный контакт фаз.
Основными узлами насадочных аппаратов в соответствии с рисунком 11 являются приспособления (1), распределяющие жидкость по насадке, насадочные тела (2), перераспределители жидкости (3) и опорные решетки (4).
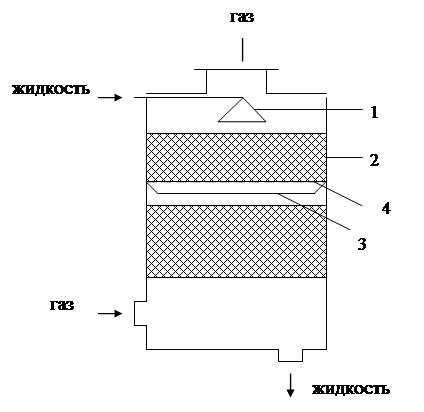 |
1 – распределитель жидкости; 2 – насадки; 3 – перераспределитель жидкости; 4 – опорные решетки
Рисунок 8. Насадочный абсорбер
Для того, чтобы насадка работала эффективно, она должна удовлетворять следующим основным требования: 1) обладать большой поверхностью в единице объема; 2) хорошо смачиваться орошающей жидкостью; 3) оказывать малое гидравлическое сопротивление газовому потоку; 4) равномерно распределять орошающую жидкость; 5) быть стойкой к химическому воздействию жидкости и газа, движущихся в колонне; 6) иметь малый удельный вес; 7) обладать высокой механической прочностью; 8) иметь невысокую стоимость.
Насадок, полностью удовлетворяющих всем требованиям, не существует, так как, например, увеличение удельной поверхности насадки влечет за собой увеличение гидравлического сопротивления аппарата и снижение предельных нагрузок. В промышленности применяют разнообразную по форме и размерам насадки /19, 21/, которые в той или иной мере удовлетворяют требованиям, являющимся основными при проведении конкретного процесса абсорбции. Насадки изготавливают из разнообразных материалов (керамика, фарфор, сталь, пластмассы и др.), выбор которых диктуется величиной удельной поверхности насадки, смачиваемостью и коррозионной стойкостью.
3.3 Расчет первой и второй ступени абсорбционной колонны
Геометрические размеры колонного массообменного аппарата определяются в основном поверхностью массопередачи, необходимой для проведения данного процесса, и скоростями фаз.
Поверхность массопередачи может быть найдена из основного уравнения массопередачи /19/.
|
|
|
(3.1)
где Кх, Ку – коэффициенты массопередачи соответственно по жидкой и газовой фазе кг/(м2 ∙ с).
3.3.1 Масса поглощаемого вещества и расход поглотителя
Массу кислых газов (КГ), переходящих в процессе абсорбции из газовой смеси (Г) в поглотитель за единицу времени, находят из уравнения материального баланса:
 (3.2)
(3.2)
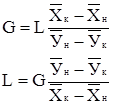
 где L, G – расходы соответственно чистого поглотителя и инертной части газа, кг/с;
где L, G – расходы соответственно чистого поглотителя и инертной части газа, кг/с;  - начальная и конечная концентрация кислых газов в поглотителе (метанол) кгКГ/кгМ; - начальная и конечная концентрация кислых газов в природном газе, кгКГ/кгГ.
- начальная и конечная концентрация кислых газов в поглотителе (метанол) кгКГ/кгМ; - начальная и конечная концентрация кислых газов в природном газе, кгКГ/кгГ.
Выразим составы фаз, нагрузки по газу и жидкости в выбранной для расчете размерности.
 (3.3)
(3.3)
где ρоу = 0,724 кг/м3 – средняя плотность природного газа при нормальном условии.
Получим:
Конечная концентрация примесей в поглотителе  обуславливает его расход (который, в свою очередь, влияет на размеры как абсорбера, так и десорбера), а также часть энергетических затрат, связанных с перекачиванием жидкости и ее регенерацией. Поэтому выбирают исходя из оптимального расхода поглотителя /5/. Для нефтехимических производств расход поглотителя L принимают в 1,5 раза больше минимального Lmin /21/. В этом случае конечную концентрацию определяют из уравнения материального баланса, используя данные по равновесию, в соответствии с рисунком.
обуславливает его расход (который, в свою очередь, влияет на размеры как абсорбера, так и десорбера), а также часть энергетических затрат, связанных с перекачиванием жидкости и ее регенерацией. Поэтому выбирают исходя из оптимального расхода поглотителя /5/. Для нефтехимических производств расход поглотителя L принимают в 1,5 раза больше минимального Lmin /21/. В этом случае конечную концентрацию определяют из уравнения материального баланса, используя данные по равновесию, в соответствии с рисунком.
 (3.4)
(3.4)
В данном случае линия равновесия показывает связь между концентрациями распределенного вещества в фазах и выражается уравнением прямой

т.к. Р = const и t = const /19, 21/.
Из уравнения (3.4) следует:

где  - концентрация Н2S в жидкости (метаноле), равновесная с газом начального состава.
- концентрация Н2S в жидкости (метаноле), равновесная с газом начального состава.
Уравнение прямой, выражающее зависимость между рабочими концентрациями, называемое рабочей линией процесса, находится из уравнения материального баланса /19, 21/.
 (3.5)
(3.5)
Интегрируя уравнение (3.5) в пределах от начальных до конечных концентраций  и
и  , получим
, получим
 (3.6)
(3.6)
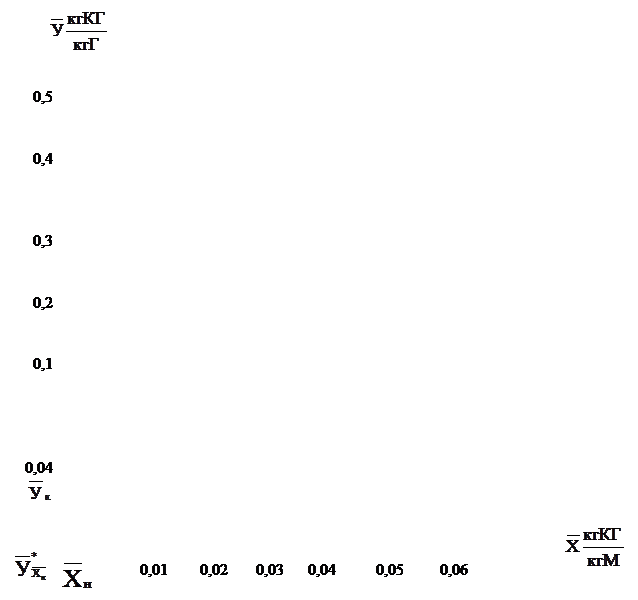
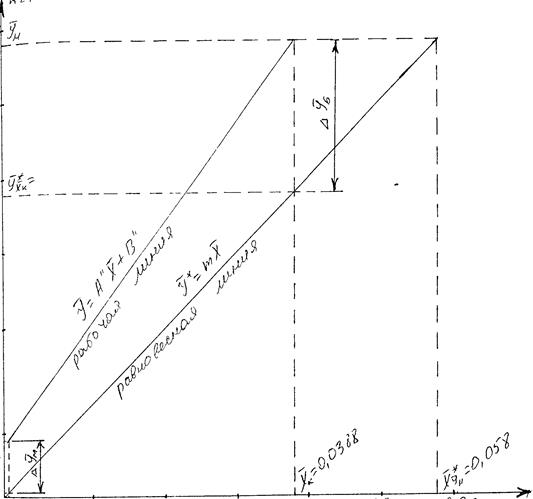
Рисунок 9. Зависимость между содержанием кислых газов (Н2S) в природном газе  и поглотителем метанолом
и поглотителем метанолом  при минус 45оС.
при минус 45оС.
|
|
|
Из уравнения (3.6) получим соотношения между весовыми потоками распределяющих фаз:
 (3.7)
(3.7)
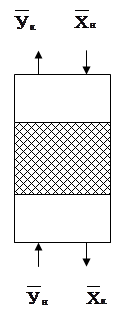
Рисунок 10. Схема распределения концентрации в газовом и жидкостном потоках в абсорбере
Интегрируя уравнение (3.5) в пределах от начальных до текущих  и
и  , получим:
, получим:

откуда:
 (3.8)
(3.8)
Или
 (3.9)
(3.9)
где  - удельный расход одной из определяющих фаз.
- удельный расход одной из определяющих фаз.
Аналогичным путем для противоточного (течения) взаимодействия фаз может быть получено уравнение:
 (3.10)
(3.10)
где
Из уравнений (3.9) и (3.10) следует, что концентрация распределяемого вещества в фазах G и L связана линейной зависимостью. Поэтому удобно процессы массообмена представлять графически в координатах  , т.е. в виде зависимости между так называемыми рабочими концентрациями /21/.
, т.е. в виде зависимости между так называемыми рабочими концентрациями /21/.
Расход инертной части газа:
G = V0(1 – уоб)(у0у – ун) (3.11)
где уоб – объемная доля Н2S в природном газе, равная

 где v0 – объем 1 моля воздуха, равная 22,4 · 10-3 м3/моль;
где v0 – объем 1 моля воздуха, равная 22,4 · 10-3 м3/моль;
– молярная масса Н2S, равная 32 · 10-3 кг/моль
Тогда
G = 15,85 (1 – 0,602)(0,724 – 0,914) = 1,199 кг/с
Производительность абсорбера по поглощаемому компоненту
 (3.12)
(3.12)
Расход поглотителя (метанола) равен:
 (3.13)
(3.13)
Тогда соотношение расходов фаз, или удельный расход поглотителя составит:

Масса поглощаемого вещества и расход поглотителя на вторую ступень определяется по формулам, приведенным выше:

Все кинетические закономерности, использованные для расчета конечной концентрации примесей в поглотителе для первой ступени абсорбции, сохраняются для расчета конечной концентрации примесей во второй ступени абсорбции. В этом случае для определения конечной концентрации используют данные по равновесию по рисунку 14 и находят по уравнению (3.4):

где - концентрация остаточного Н2S в жидкости (метаноле), равновесная с газом входящего состава.
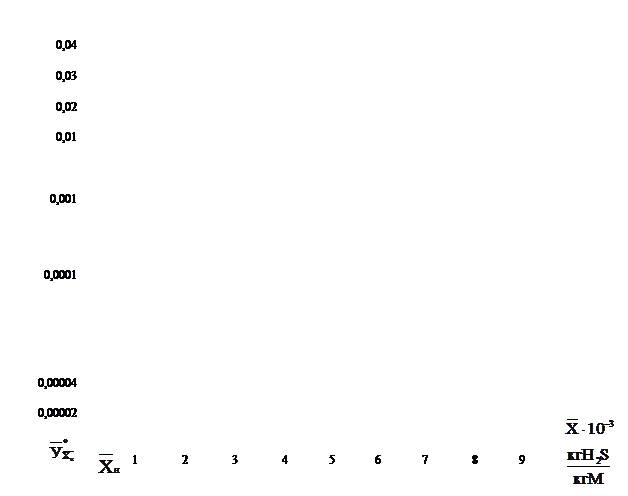
Рисунок 11. Зависимость между Н2S в природном газе и поглотителем при минус 45о для второй ступени абсорбции.
Расход инертной части газа находят по уравнению (3.11)
G = 15,85 (1 – 0,602)(0,724 – 0,025) = 4,41 кг/с
Производительность абсорбера по поглощаемому компоненту:

Расход поглотителя:

Соотношение расходов фаз, или удельный расход поглотителя, составит:

3.3.2 Движущая сила массопередачи
Движущая сила в соответствии с уравнением (3.1) может быть выражена в единицах концентраций как жидкой, так и газовой фаз. Для случая линейной равновесной зависимости между составами фаз, принимая модель идеального вытеснения в потоках обеих фаз, определим движущую силу в единицах концентрации газовой фазы /19/.
|
|
|
 (3.14)
(3.14)
где  и
и  - большая и меньшая движущие силы на входе потоков в абсорбер и на выходе из него, кг Н2S/кгГ, в соответствии с рисунками
- большая и меньшая движущие силы на входе потоков в абсорбер и на выходе из него, кг Н2S/кгГ, в соответствии с рисунками
В данном случае
где  и
и  - концентрации Н2S в природном газе, равновесные с концентрациями в жидкой фазе (поглотителе) соответственно на входе и выходе абсорбера, в соответствии с рисунком
- концентрации Н2S в природном газе, равновесные с концентрациями в жидкой фазе (поглотителе) соответственно на входе и выходе абсорбера, в соответствии с рисунком


Движущая сила массопередачи для второй ступени определяется по формуле:
 (3.15)
(3.15)
где  и
и  – большая и меньшая движущие силы на входе и выходе во вторую ступень абсорбера, кг Н2S/кгГ, в соответствии с рисунками
– большая и меньшая движущие силы на входе и выходе во вторую ступень абсорбера, кг Н2S/кгГ, в соответствии с рисунками
где и – концентрации остаточных Н2S в природном газе, равновесные с концентрациями в жидкой среде, соответственно на входе и выходе второй ступени абсорбера, в соответствии с рисунком


3.3.3 Коэффициент массопередачи
Коэффициент массопередачи Ку находят по уравнению аддитивности фазовых диффузионных сопротивлений /19/.
 (3.16)
(3.16)
где  и
и  - коэффициенты массоотдачи соответственно в жидкой и газовой фазах, кг/(м2 · с); m – коэффициент распределения, кгМ/кгГ.
- коэффициенты массоотдачи соответственно в жидкой и газовой фазах, кг/(м2 · с); m – коэффициент распределения, кгМ/кгГ.
Для расчета коэффициентов массопередачи необходимо выбрать тип насадки и рассчитать скорости в абсорбере. При выборе типа насадки для проведения массообменных процессов, как описано выше, руководствуются следующими соображениями /5, 19, 20, 21/:
во-первых, конкретными условиями процесса – нагрузками по газу, жидкости, различиями в физических свойствах систем, наличием в потоках жидкости и газа механических примесей, поверхностью контакта фаз в единице объема аппарата и т.д.;
во-вторых, особыми требованиями к технологическому процессу – необходимостью обеспечить небольшой перепад давления в колонне, широкий интервал изменения устойчивости работы, малое время пребывания жидкости в аппарате и т.д.
в-третьих, особыми требованиями к аппаратурному оформлению – создание единичного или серийно выпускаемого аппарата малой или большой единичной мощности, обеспечение возможности работы в условиях сильно коррозионной среды, создание условий повышенной надежности и т.д.
В нефтегазоперерабатывающей промышленности особое значение при выборе насадки имеют следующие факторы: малое гидравлическое сопротивление абсорбера, возможность быстро и дешево удалять с поверхности насадки отлагающийся шлам и т.д. в данном случае, когда газ очищается под повышенным давлением, гидравлическим сопротивлением можно пренебречь. Поэтому наиболее эффективна насадка, имеющая меньший эквивалентный диаметр, а следовательно, меньший коэффициент свободного объема и большую удельную поверхность. В промышленной аппаратуре чаще всего используются кольцевая насадка и дробленный кусковый материал.
В рассматриваемом случае для первой ступени выберем керамические кольца Рашига в навал размером 10х10х1,5 мм. Удельная поверхность насадки а = 440 м2/м3, свободный объем Е = 0,7 м3/м3, эквивалентный диаметр dэ = 0,006 м, насыпная плотность ρ = 700 кг/м3, число штук 700000 в 1 м3 /20/.
Для второй ступени абсорбции рекомендуется выбрать самую дешевую, но тем не менее надежную деревянную хордовую насадку, размером 10х100 мм с шагом в свету 10 мм. Удельная поверхность насадки а = 100 м2/м3; свободный объем Е = 0,55 м3/м3, эквивалентный диаметр dэ = 0,022 м, насыпная плотность ρ = 210 кг/м3 /20/.
3.3.4 Скорость газа и диаметр абсорбера
Предельную скорость газа, выше которой наступает захлебывание насадочных абсорберов, можно рассчитать по уравнению /19/.
 (3.17)
(3.17)
где wпр – предельная фиктивная скорость газа, м/с; μх, μв – вязкость соответственно поглотителя и воды при температуре в абсорбере минус 20о, Па·С; А, В – коэффициенты, зависящие от типа насадки; L и G – расходы фаз, кг/с. Значения коэффициентов А = - 0,073; В = 1,75 /5, 20/.
Пересчитаем плотность газа на условия в абсорбере:

Предельную скорость wпр находим из уравнения (3.16), принимая при этом, что отношение расходов фаз в случае разбавленных смесей приблизительно равно отношению расходов инертных фаз:
Решая это уравнение, получим wпр = 10,3 м/с.
Выбор рабочей скорости обусловлен многими факторами. В общем случае ее находят путем технико-экономического расчета для каждого конкретного процесса /5/. В данном случае абсорбция проводится под повышенным давлением, то, как указывалось ранее, потеря напора на преодоление гидравлического сопротивления абсорбера в данном случае составляет незначительную долю общего давления в системе и не оказывает существенного влияния на экономические показатели абсорбционной установки. При этом целесообразно использовать небольшие возможные скорости газа в абсорбере, близкие к предельной, т.е. равной 0,4 ÷ 0,5 от предельной /19, 21/.
Примем
w = 0,5wпр = 0,5 · 10,3 = 5,15 м/с
Диаметр абсорбера находят из уравнения расхода:
 (3.18)
(3.18)
где V – объемный расход газа при условиях в абсорбере, м3/с. Отсюда:
Выбираем стандартный диаметр обечайки абсорбера d = 2,6 м /20, 24/. При этом действительная скорость газа в колонне
Определим скорость газа и диаметр абсорбера второй ступени.
Предельную скорость газа, выше которой наступает захлебывание насадочных абсорберов, определяют по уравнению (3.17).
Значения коэффициентов А и В, требуемых в уравнении, соответственно равны 0 и 1,75 /20/.
Плотность газа для второй ступени абсорбции остается почти без изменений и соответственно ρу = 17,014 кг/м3.
Далее решаем уравнение (3.15)
Отсюда wпр = 14,45 м/с
Следуя вышеописанным рекомендациям, рабочую скорость примем:
wр = 0,5 wпр = 0,5·14,45=7,225 м/с
Диаметр абсорбера находим по уравнению (3.18)
Выбираем /20, 21/ стандартный диаметр обечайки второй ступени абсорбера d = 2,2 м. Следовательно, скорость газа в колонне
Wд = 7,225 (2,15/2,2)2 = 5,22 м/с
3.3.5 Плотность орошения и активная поверхность насадки
Плотность орошения (скорость жидкости) рассчитывают по формуле
 (3.19)
(3.19)
где S – площадь поперечного сечения абсорбера, м2
Подставив, получим:

При недостаточной плотности орошения и неправильной организации подачи жидкости /5/ поверхность насадки может быть смочена не полностью. Но даже часть смоченной поверхности практически не участвует в процессе массопередачи ввиду наличия застойных зон жидкости (особенно в абсорберах с нерегулярной насадкой) или неравномерного распределения газа по сечению колонны.
Существует некоторая – минимальная эффективная плотность орошения Vmin, выше которой всю поверхность насадки можно считать смоченной. Для надсадочных абсорберов минимальную эффективную плотность орошения Vmin находят по соотношению /5/:
Vmin = а qэф (3.20)
где qэф – эффективная линейная плотность орошения, м2/с
Для колец Рашига размером 10х10х1,5 мм qэф = 0,022 · 10-3 м2/с
Vmin = 440 · 0,022 · 10-3 = 96,8 · 10-4 м3/(м2·с)
Коэффициент смачивания насадки ψ для колец Рашига при заполнении колонн в навал, можно определить из следующего эмпирического уравнения /5, 20, 24/:
 (3.21)
(3.21)
где dн – диаметр насадки:
m = 0,133 dн-0,5
G = 20 мН/м – поверхностное натяжение.
m = 0,133 · 0,006-0,5 = 1,72

Доля активной поверхности насадки ψа может быть найдена по формуле /5/:
 (3.22)
(3.22)
где р и q – коэффициенты, зависящие от типа насадки /5/.
Подставив значения, получим:

Плотность орошения абсорбера второй ступени рассчитывается по уравнению (3.19)

Минимальную эффективную плотность орошения Vmin находят из уравнения (3.20)

Согласно формуле (3.21) доля активной поверхности насадки равна:

Как видно, не вся смоченная поверхность является активной. Наибольшая активная поверхность насадки достигается при таком способе подачи орошения, который обеспечивает требуемое число точек орошения на 1 м2 поперечного сечения колонны /5/. Это число точек орошения и определяет выбор типа распределительного устройства /5/.
3.3.6 Расчет коэффициентов массоотдачи
Для колонн с неупорядоченной насадкой коэффициент массоотдачи βу можно найти из уравнения /5, 19/.
 (3.23)
(3.23)
где  - диффузионный критерий Нусельта для газовой фазы
- диффузионный критерий Нусельта для газовой фазы
Отсюда βу (в м/с) равен:
 (3.24)
(3.24)
где Ду – средний коэффициент диффузии Н2S в газовой фазе, м2/с

- критерий Рейнольда для газовой фазы в насадке;

- диффузионный критерий Прандтля для газовой фазы;
 - вязкость газа, Па · с
- вязкость газа, Па · с
Коэффициент диффузии Н2S в газовой фазе можно рассчитать по уравнению:
 (3.25)
(3.25)
где  = 35,27 см3/моль – мольный объем Н2S; Vг = 43,74 см3/моль – мольный объем природного газа.
= 35,27 см3/моль – мольный объем Н2S; Vг = 43,74 см3/моль – мольный объем природного газа.
Объемы рассчитаны для газов в жидком состоянии при нормальной температуре кипения (средняя плотность природного газа в жидком состоянии при нормальной температуре ρср = 0,465 кг/м3, средняя  при тех же условиях составляет 0,964 кг/м3).
при тех же условиях составляет 0,964 кг/м3).
= 34 г/моль – молярная масса Н2S.
Мг = 20,34 г/моль – молярная масса природного газа.
Представив, получим:


Выразим βу в выбранной для расчета равномерности
βу = 0,053 (ρу – уср) = 0,053(17,014 – 0,4695) = 0,877 кг/(м2·с)
Коэффициент массоотдачи в жидкой фазе βх находят из обобщенного уравнения, пригодного как для регулярных (в том числе и хордовых), так и для неупорядоченных насадок /5, 20/.
 (3.26)
(3.26)
где  - диффузионный критерий Нуссельта для жидкой фазы.
- диффузионный критерий Нуссельта для жидкой фазы.
Отсюда βх (в м/с) равен:
 (3.27)
(3.27)
где Дх – средний коэффициент диффузии Н2S в метаноле, м2/с
- приведенная толщина стекающей планки жидкости, м;
- модифицированный критерий Рейнольда для стекающей по насадке пленки жидкости;
- диффузионный критерий Прандтля для жидкости.
В растворах коэффициент диффузии Дх может быть достаточно точно вычислен по уравнению /5, 23/
 (3.28)
(3.28)
где М – молярная масса метанола, равна 0,147 кг/моль; Т – температура метанола, К; Ti = - 70оС; μх – вязкость метанола, Па·с, равна 7,8 мПа·с; = 35,27 см3/моль – мольный объем Н2S; β = 1 – параметр, учитывающий ассоциацию молекулы.
Подставив численные значения, получим:

Выразим βх в выбранной для расчете размерности:
βх = 1,28 · 10-6 (ρх – Схср)
где Схср – средняя объемная концентрация H2S в поглотителе, кг H2S/(м2·см) /5, 19, 20, 22/; βх = 1,28 · 10-6 (1060 – 52,8) = 1,29 · 10-3 кг/(м2·с).
По уравнению (3.15) рассчитаем коэффициент массоотдачи в газовой фазе Ку:

Все эмпирические уравнения, использованные для расчета коэффициента массоотдачи первой ступени абсорбционной колонны можно использовать для расчета второй ступени с некоторыми изменениями диффузионных критериев.
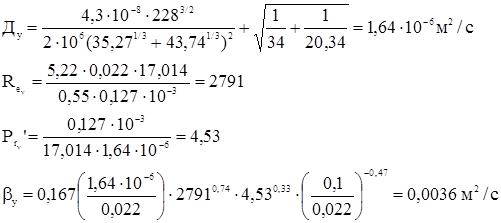
Коэффициент массотдачи в газовой фазе βуII для регулярных насадок найдем из уравнения
 (3.29)
(3.29)
где 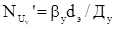 - диффузный критерий Нуссельта для газовой фазы.
- диффузный критерий Нуссельта для газовой фазы.
Отсюда βуII (в м2/с) равен:
 (3.30)
(3.30)
Для решения этого уравнения вычисляем численные значения диффузионных критериев  и
и  и коэффициент диффузии остаточных Н2S в газовой фазе по уравнению (3.24).
и коэффициент диффузии остаточных Н2S в газовой фазе по уравнению (3.24).
Подставив данные значения, получим:
Переводим  в выбранный для данного расчета размерности:
в выбранный для данного расчета размерности:

Коэффициент массоотдачи в жидкой фазе находим, используя уравнение (3.25) и (3.26).
Все уравнения определения критериев  и
и  остаются те же, что и для первой ступени колонны.
остаются те же, что и для первой ступени колонны.
Коэффициент диффузии в растворах определяем по уравнению (3.27).
Подставив значения, получим:
Переведем  в выбранную размерность:
в выбранную размерность:

По уравнению (3.14) определим значения коэффициентов массопередачи в газовой фазе КуII:

3.3.7 Поверхность массопередачи и высота первой и второй ступени абсорбера
Общая высота колонны
Поверхность массопередачи в абсорбере по уравнению (3.1) равна:

Высоту насадки, необходимую для создания этой поверхности массопередачи, рассчитаем по формуле:
 (3.31)
(3.31)
Подставив численные значения, получим:
Во избежание нагрузок на нижние слои насадки, ее укладывают в колонне ярусами по 0,5 м каждая. Каждый ярус устанавливают на самостоятельные поддерживающие опоры, конструкции которых даны в справочнике /24/. Расстояние между ярусами обычно составляет 0,3÷0,5м /20, 24/.
Подставив значения, получим высоту насадочной части:

Расстояние между днищем абсорбера и насадкой Zн определяются необходимостью равномерного распределения газа по поперечному сечению колонны. Расстояние от верах насадки до люка первой ступени абсорбера Zв зависит от размеров распределительного устройства для орошения насадки и от высоты сепарационного пространства (в котором часто устанавливают каплеотбойные устройства для предотвращения брызгоуноса из колонны). Согласно /25/, примем эти расстояния равными соответственно 1,0 и 1,5 м. Тогда общая высота первой ступени абсорбера:
НI = Нн + Zв + Zн = 10,74 + 1,0 + 1,5 = 13,3 м
Поверхность массопередачи второй ступени абсорбера находим по уравнению (3.1)
Высоту насадки для этой поверхности массопередачи определяем по формуле (3.27).
Подставив, получим высоту насадки
Во избежание значительных нагрузок на нижние слои, ее укладывают в колонне ярусами по 20-25 решеток в каждом. Каждый ярус устанавливают на самостоятельные поддерживающие опоры, конструкции которых даны в справочнике /24/. Расстояние между ярусами хордовой насадки составляет обычно 0,3÷0,4 мм /20/.
Принимая число решеток в каждом ярусе 20, а расстояние между ярусами 0,4 м, определим высоту насадочной части второй ступени колонны
Принимая расстояние между днищем абсорбера и насадкой Zн = 1,0 и от верха насадки до крышки второй ступени абсорбера Zв = 0,8 м рассчитаем общую высоту второй ступени абсорбционной колонны
НII = 7,64 + 0,8 + 1 = 9,44 м = 9,5 м
Общая высота двухступенчатой абсорбционной насадочной колонны составит:
НIк = НI + НII = 13,3 + 9,5 = 22,8 м
3.3.8 Гидравлическое сопротивление первой и второй ступени абсорбера.
Общее гидравлическое сопротивление аппарата
Гидравлическое сопротивление ∆Р обуславливает энергетические затраты на транспортировку газового потока через абсорбер. Величину ∆Р рассчитывают по формуле /5/:
∆Р = ∆Рс · 10вv (3.32)
где ∆Рс – гидравлическое сопротивление сухой (но орошаемой жидкостью) насадки, Па; v – плотность орошения, м3/(м2·с); в- коэффициент, значения которого для различных насадок приведены /5/: в = 194.
Гидравлическое сопротивление сухой насадки ∆Рс определяют по уравнению:
 (3.33)
(3.33)
где λ – коэффициент сопротивления. Для колец Рашига в навал /19/
 (3.34)
(3.34)

- скорость газа в свободном сечении насадки (в м/с)
Представив, получим:

Гидравлическое сопротивление орошаемой насадки  равно:
равно:

Гидравлическое сопротивление абсорбера второй ступени определяем, используя уравнение (3.28) и (3.29).
Коэффициент сопротивления для хордовых насадок находим по уравнению /19, 20/.
 (3.35)
(3.35)
Подставив значения, получим:
Гидравлическое сопротивление сухой насадки:

Гидравлическое сопротивление орошаемой насадки:

Общее сопротивление системы абсорбера определяют с учетом гидравлического сопротивления газопроводов, соединяющих аппараты и оборудование.
Общее сопр
|
|
|
