 |


вида зёрен (а) и из двух видов зёрен (б)
|
|
|
|
МАТЕРИАЛОВЕДЕНИЕ И ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Методические указания
к лабораторным работам
Волгодонск
УДК 620.22(076.5)
Рецензент –
Литвинова Т.А, Гольдберг В.Ф.
Материаловедение: Методические указания к лабораторным работам / ВИТИ НИЯУ МИФИ/-ВИТИ НИЯУ МИФИ, 201__. – ___ с.
В методических указаниях излагаются требования к содержанию лабораторных работ. Приведены необходимые пояснения к работам и справочные данные для выполнения расчетов.
Методические указания предназначены для студентов всех форм обучения строительных, машиностроительных, энергетических и других направлений подготовки.
Лабораторная работа №1
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ
Цель работы: ознакомиться с методиками испытаний механических свойств металла; изучить основные формулы по расчету механических свойств металла.
Основные свойства металлов
Все свойства металлов делятся на четыре группы:
физические – цвет, плотность, температура плавления, тип кристаллической решетки, полиморфизм (аллотропия), электро- и теплопроводность, магнетизм и т. п.;
химические – окисляемость, растворимость, коррозионная стойкость и т. п.;
технологические (характеризуют обрабатываемость металла) – свариваемость, штампуемость, жидкотекучесть, усадка, обрабатываемость резанием и т. п.;
механические (определяют поведение металла под нагрузкой) –прочность, пластичность, твердость, упругость, жесткость, вязкость.
Методы испытания механических свойств металлов в зависимости от характера действия нагрузки делятся на три группы:
статические (нагрузка возрастает медленно (плавно);
|
|
|
динамические (нагрузка возрастает с большой скоростью (мгновенно), например при ударе);
Циклические при повторно-переменных нагрузках (нагрузка многократно изменяется по величине и знаку (испытания на усталость).
1.1. Механические свойства металлов при статическом нагружении
В результате механических испытаний определяют следующие характеристики металлов: прочность, пластичность, твердость, упругость, жесткость и др.
Прочность – свойство металла сопротивляться пластической деформации и разрушению под действием внешних сил. В зависимости от способа статического нагружения различают прочность при растяжении, сжатии, изгибе.
Испытания металла на растяжение
Для испытаний применяют специальные цилиндрические или плоские образцы. Расчетную длину образца принимают равной десяти- или пятикратному его диаметру. Образец закрепляют в испытательной машине и нагружают. По результатам испытаний вычерчивают диаграмму растяжения.
На диаграмме растяжения пластичных металлов (рис. 1) можно выделить три участка: ОА – прямолинейный, соответствующий упругой деформации; АВ – криволинейный, соответствующий упругопластической деформации при возрастании нагрузки; ВС – соответствующий упругопластической деформации при снижении нагрузки. В точке С происходит разрушение образца с разделением его на две части.
От точки О (начала деформации) до точки А образец деформируется пропорционально приложенной нагрузке, поэтому участок ОА – прямая линия.

Рис. 1. Диаграмма растяжения пластичных металлов:
а – с площадкой текучести; б – без площадки текучести
Максимальное напряжение, не превышающее предела пропорциональности, практически вызывает только упругую деформацию, поэтому его часто называют пределом упругости.
При испытании пластичных металлов на кривой растяжения образуется площадка АА’ (рис. 1, а). В этом случае напряжение, соответствующее площадке текучести, называют физическим пределом текучести  .
.
|
|
|
Физический предел текучести – это наименьшее напряжение, при котором металл деформируется (течет) без заметного изменения нагрузки.
Напряжение, вызывающее остаточную деформацию, равную 0,2 % от первоначальной длины образца, называют условным пределом текучести и обозначают  .
.
Участок А’В соответствует дальнейшему повышению нагрузки и более значительной пластической деформации во всем объеме металла образца. Напряжение в точке В, соответствующее наибольшей нагрузке, предшествующей разрушению образца, называют временным сопротивлением, или пределом прочности при растяжении  . Эта характеристика статической прочности определяется по формуле, МПа, МН/м2 (кгс/мм2):
. Эта характеристика статической прочности определяется по формуле, МПа, МН/м2 (кгс/мм2):
 , ,
| (1) |
где  – наибольшая нагрузка (напряжение), Н (кгс);
– наибольшая нагрузка (напряжение), Н (кгс);
 – начальная площадь поперечного сечения образца, м2 (мм2).
– начальная площадь поперечного сечения образца, м2 (мм2).
У пластичных металлов деформация, начиная с напряжения , сосредоточивается (локализуется) в одном участке образца, где появляется сужение, так называемая шейка. В результате развития скольжения в шейке образуется множество вакансий и дислокаций, возникают зародышевые несплошности, укрупнение которых приводит к возникновению пор. Сливаясь, поры образуют трещину, которая распространяется в поперечном направлении растяжению, и образец разрушается (точка С). Кривая растяжения образца без площадки текучести приведена на рис 1, б.
1.3. Пластичность металлов
Пластичность – свойство металла пластически деформироваться, не разрушаясь под действием внешних сил. Это одно из важных механических
свойств металла, которое в сочетании с высокой прочностью делает его основным конструкционным материалом. Для определения пластичности образцы и оборудование не требуются. Показатели (характеристики) пластичности – относительные удлинение  (дельта) и сужение
(дельта) и сужение  (кси).
(кси).
Относительным удлинением называется отношение абсолютного удлинения, т. е. приращение расчетной длины образца после разрыва  , к его первоначальной расчетной длине
, к его первоначальной расчетной длине  , мм, выраженное в процентах:
, мм, выраженное в процентах:
 % %
| (2) |
где  – длина образца после разрыва, мм.
– длина образца после разрыва, мм.
Относительным сужением называется отношение абсолютного сужения, т. е. уменьшение площади поперечного сечения образца после разрыва  , к первоначальной площади его поперечного сечения мм2, выраженное в процентах:
, к первоначальной площади его поперечного сечения мм2, выраженное в процентах:
|
|
|
 %, %,
| (3) |
где  – площадь поперечного сечения образца после разрыва, мм2.
– площадь поперечного сечения образца после разрыва, мм2.
1.4. Твердость металлов
Твердость – свойство металла сопротивляться внедрению в него другого более твердого тела. Для определения твердости не требуется изготовления специальных образцов, испытания проводятся без разрушения металла.
Твердость металла определяют прямыми и косвенными методами: вдавливанием, царапанием, упругой отдачей, магнитным.
При прямых методах в металл вдавливают твердый наконечник (индентор) различной формы (шарик, конус, пирамида) из закаленной стали, алмаза или твердого сплава. После снятия нагрузки на индентор в металле остается отпечаток, который и характеризует твердость.
Метод Бринелля. В плоскую поверхность металла вдавливается стальной закаленный шарик диаметра 10 мм (рис. 2). После снятия нагрузки в металле остается отпечаток (лунка). Диаметр отпечатка d измеряют специальным микроскопом с точностью 0,05 мм. На практике пользуются специальной таблицей, в которой диаметру отпечатка d соответствует определенное число твердости НВ.
Диаметр шарика D и нагрузку P устанавливают в зависимости от твердости и толщины испытуемого металла. Например, для стали и чугуна нагрузка Р = 3000 кг; D = 10 мм. Твердость технически чистого железа по Бринеллю равна 80 – 90 единиц.


а б
Рис. 2. Схема испытания твердости:
а – по Бринеллю; б – по Роквеллу
Метод Бринелля не рекомендуется применять для металлов с твердостью более НВ 450, так как шарик может деформироваться и в результате получится искаженный результат. Этот метод используется в основном для измерения твердости заготовок и полуфабрикатов из неупрочненного металла.
Метод Роквелла. Твердость определяют по глубине отпечатка. Индентором служит стальной закаленный шарик диаметра 1,58 мм для мягких металлов или алмазный конус с углом при вершине 120º для твердых и сверхтвердых (более HRC 70) металлов (рис. 2, б).
|
|
|
Шарик и конус вдавливаются в металл под действием двух нагрузок – предварительной и основной. Общая нагрузка равна их сумме. Предварительная нагрузка принимается одинаковой для всех металлов (10 кг). Перед началом испытания большая стрелка твердомера выставляется на «0» шкалы индикатора, и затем включается основная нагрузка – большая стрелка перемещается по шкале индикатора и показывает значение твердости.
При вдавливании стального шарика нагрузка составляет 100 кг, отсчет твердости производится по внутренней (красной) шкале индикатора, твердость обозначают НRВ. При вдавливании алмазного конуса твердость определяется по показанию стрелки по внешней (черной) шкале индикатора. Для твердых металлов основная нагрузка составляет 150 кг. Это основной метод измерения твердости закаленных сталей. Обозначение твердости – НRC.
Для очень твердых, а также тонких материалов нагрузка принимается равной 60 кг. Обозначение твердости – НRА.
Метод определения твердости по Роквеллу позволяет испытывать мягкие и твердые металлы, при этом отпечатки от шарика или конуса очень малы, поэтому этим методом можно измерять твердость и готовых деталей. Поверхность для испытания должна быть шлифованной. Измерения выполняются быстро (в течение 30 – 60 с), не требуется никаких вычислений, так как значение твердости снимается по шкале индикатора твердомера.
Метод Виккерса. В испытуемую поверхность (шлифованную или полированную) вдавливается четырехгранная алмазная пирамида под нагрузкой 5, 10, 20, 30, 50 или 100 кг. В металле остается квадратный отпечаток. Специальным микроскопом твердомера измеряют диагональ отпечатка (рис. 3).
 Рис. 3. Схема испытания
твердости по Виккерсу
Рис. 3. Схема испытания
твердости по Виккерсу
| Зная нагрузку на пирамиду и диагональ отпечатка, по таблицам определяют твердость металла НV. Метод универсальный. Его можно использовать для определения твердости деталей малой толщины и тонких поверхностных слоев большой твердости (после азотирования, нитроциментации и т. п.). |
Чем тоньше металл, тем меньше должна быть нагрузка на пирамиду, однако при большой нагрузке результат получается точнее.
1.5. Прочность металлов при динамическом нагружении
(испытания на ударную вязкость – на удар)
Для того чтобы определить поведение металла при ударных нагрузках и одновременно оценить его склонность к хрупкому разрушению, проводят испытания на ударный изгиб. И в результате определяют ударную вязкость – характеристику из динамической прочности.
Для определения ударной вязкости применяют образцы (размером 10 × 10 × 55 мм) с U- или Y-образным надрезом. Надрез является местом будущего разрушения. Испытания проводят на маятниковом копре (рис. 4). Маятник, падая с определенной высоты, разрушает образец, при этом определяется работа удара в мегаджоулях (МДж), джоулях (Дж) или в килограмм-секундах на метр (кгс·м), затраченная на излом образца.
|
|
|
Ударная вязкость обозначается КС (старое обозначение – αн), МДж /м2 (α н = 1 кгс · м/см2 = 0,1 Дж/м2), и подсчитывается как отношение работы К к площади поперечного сечения образца в месте надреза F:
| КС (α н) = К / F. | (4) |
Если в испытаниях берется образец с U-образным надрезом, то в обозначение вязкости добавляется буква U (КСU), а если с Y-образным – буква Y (КСY).
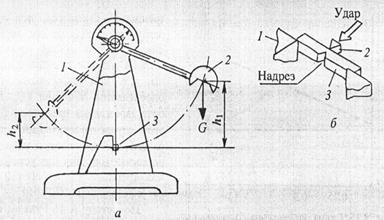
Рис. 4. Схема испытаний на ударную вязкость
Определение ударной вязкости является наиболее простым и чувствительным способом оценки склонности металлов, имеющих объемно центрированную кубическую решетку, к хрупкости при работе в условиях низких температур, называемой хладноломкостью.
Практически хладноломкость определяют при испытании на удар серии образцов при нескольких понижающихся значениях температуры (от комнатной до – 100ºС).
Результаты испытаний наносят на график в координатах «ударная вязкость – температура испытания». Температура, при которой происходит падение ударной вязкости (металл переходит от вязкого разрушения к хрупкому), называется критической температурой хрупкости, или порогом хладноломкости.
1.6. Прочность металлов при циклическом нагружении
(испытания на усталость)
Многие детали (валы, рессоры, рельсы) в процессе работы подвергаются повторно-переменным нагрузкам. Разрушение таких деталей при эксплуатации происходит в результате циклического нагружения при напряжении, значительно меньшем временного сопротивления. Процесс постепенного накопления напряжения в металле при действии циклических нагрузок, приводящий к образованию трещин и разрушению, называется усталостью. Усталость металла – это процесс зарождения и развития трещины под действием многократно повторяющихся циклических нагрузок. Свойство металла выдерживать большое число циклов переменных напряжений, т. е. противостоять усталости, называется выносливостью, или циклической (усталостной) прочностью.
Усталостная прочность – способность металла сопротивляться упругой и пластической деформации при переменных нагрузках, она характеризуется наибольшим напряжением, которое выдерживает металл при бесконечно большом числе циклов нагружения, т. е. не разрушается. Такое напряжение называется пределом усталости, или пределом выносливости  . Например, для углеродистой конструкционной стали = (0,4 – 0,5)
. Например, для углеродистой конструкционной стали = (0,4 – 0,5)  .
.
Значение предела выносливости зависит от целого ряда факторов: степени загрязненности металла неметаллическими включениями; макро- и микроструктуры металла; состояния поверхности, формы и размеров детали и др.
Разрушение металлов при усталости отличается от разрушения при однократных нагрузках особым видом излома. При знакопеременной нагрузке происходит постепенное накопление напряжения, обусловленного движением дислокаций. Поверхность детали, как наиболее нагруженная часть, претерпевает микродеформацию, и в наклепанной (упрочненной деформацией) зоне возникают микротрещины. Из множества микротрещин развитие получает только та, которая имеет наиболее острую вершину и пропорционально расположена по отношению к действующим напряжениям.
Пораженная трещиной часть сечения детали не несет нагрузки, и нагрузка перераспределяется на оставшуюся часть, которая непрерывно уменьшается до тех пор, пока не произойдет мгновенного разрушения. Таким образом, для усталостного излома (см. рис. 5) характерно (как минимум) наличие зоны прогрессивно растущей трещины 1 и зоны долома 2.
Важной характеристикой конструктивной прочности, характеризующей надежность металла, является живучесть при циклическом нагружении. Живучесть – это способность металла работать в поврежденном состоянии после образования трещины, она измеряется числом циклов до разрушения или скоростью развития трещины усталости (СРТУ) при данном напряжении.

Рис. 5. Излом усталости
Живучесть металла является самостоятельным свойством, которое не зависит от других свойств металла, и имеет важное значение для оценки работоспособности деталей, целостность которых контролируется различными методами дефектоскопии. Чем меньше СРТУ, тем легче обнаружить трещину.
Для повышения усталостной прочности деталей желательно в поверхностных слоях металла создавать напряжение сжатия методами поверхностного упрочнения (механическими, термическими, химико-термическими).
Порядок выполнения работы
1) Изучить основные методы механических испытаний металлов на прочность (статическую и динамическую), пластичность и твердость.
2) Провести исследования по определению твердости на образцах среднеуглеродистой конструкционной стали по методу Бринелля или Роквелла (по выбору).
3) По полученным значениям твердости определить (рассчитать) статическую прочность, пластичность и предел выносливости металла, указать его марку.
Содержание отчета
1) Краткое описание методики испытаний механических свойств металла.
2) Основные формулы по расчету механических свойств металла.
3) Расчет значений твердости 
 и марка стали, ориентировочно выбранная по полученным данным.
и марка стали, ориентировочно выбранная по полученным данным.
4) Заполненная таблица с результатами исследований механических свойств испытуемых образцов.
Механические свойства испытуемых образцов ,%
| Образец | Значение твердости | , %
| ||||
| HB | HRC | HRB | HRA | HV | ||
Вопросы для самоконтроля
1) Какие свойства металла относятся к физическим, химическим, технологическим? Приведите примеры.
2) Какие свойства металла относятся к механическим? Дайте определение основных механических свойств.
3) Как проводят испытания по определению предела прочности металла на растяжение?
4) Как проводят испытания по определению ударной вязкости металла?
5) Какие методы испытаний по определению твердости металла известны?
6) Что понимают под усталостью металла и как ее определяют?
7) Какие методы определения твердости рекомендованы для очень твердых и мягких материалов?
8) Пластичность металла, ее характеристики и их определение.
Лабораторная работа № 2
МИКРОСТРУКТУРНЫЙ АНАЛИЗ
Цель работы
1. Ознакомиться с микроструктурой металлов и сплавов и методами её исследования.
2. Научиться самостоятельно проводить микроанализ.
Пояснение к работе
В зависимости от величины, вида изучаемых частиц, из которых состоят металлы и сплавы, и методов их исследования в современном металловедении приняты три определения структуры металлических твердых тел:
1. Микроструктура – это поликристаллическое многозернистое строение металлов и сплавов, видимое с помощью оптического микроскопа. При изучении микроструктуры определяют и ее пороки: неметаллические включения, поры, трещины. Наименьшая величина деталей микроструктуры или ее пороков, доступная наблюдению оптическим микроскопом, 0,8 мкм, т. е. 8000 ангстремов, максимальное полезное увеличение оптического микроскопа в 2000 раз.
2. Тонкая структура или субструктура –это детали строения самих зёрен металлов и сплавов, измеряемые десятками ангстремов и обнаруживаемые электронными и ионными микроскопами как просвечивающими, так и отражающими, с применением увеличений до 100 000 раз.
3. Атомная или кристаллическая структура металлов и сплавов – это упорядоченное расположение атомов в пространстве, т.е. тип кристаллической решётки. Для непосредственного наблюдения расположения атомов в кристаллической решетке и междуатомных расстояний в последнее время применяют электронные и ионные проекторы, которые дают возможность различать детали структуры величиной до единиц ангстремов и допускают увеличение до 3000000 раз.
Более широкое применение для исследования атомного строения металлов и сплавов имеют рентгенографические и электронографические методы, не дающие прямого изображения местоположения атомов в решетке, но показывающие дифракционные изображения ее атомных плоскостей на рентгенограммах и электронограммах, по которым определяют тип решетки и рассчитывают межатомные расстояния с точностью до тысячных долей ангстрема. Микроструктурный анализ является одним из самых распространенных методов исследования и проводится на специально приготовляемых образцах, называемых микрошлифами.
Микроанализ нетравленых шлифов позволяет определить форму, размеры, расположение неметаллических и инородных включений, наличие микротрещин, пор, раковин и других дефектов металла.
На травленых микрошлифах выявляется форма, размеры, вид и взаимное расположение зерен.
В настоящей работе производится изучение структуры стали с помощью микровизера.
Работа с микроскопом. Исследуемый шлиф помещают на предметный столик полированной поверхностью вниз. Грубая наводка (фокусировка) для получения четкого изображения производится путем поднимания или опускания предметного столика посредством винта. Добившись четкого изображения, положение предметного столика закрепляют стопором и производят точную наводку на фокус вращением микрометрического винта.
Изучение структуры следует начинать с малых увеличений, переходя на большие для изучения подробностей структуры. Во избежание порчи микрошлифа не рекомендуется передвигать его руками по поверхности столика, а следует пользоваться винтами столика.
Разрешающая способность микроскопа d – это предельно малая величина расстояния между двумя точками исследуемой поверхности, микрошлифа, раздельные изображения которых даст микроскоп. Разрешающая способность тем больше, чем меньше d.
При расстоянии между точками, меньшем предельного, они становятся неразличимыми. Например, если в структуре сплава имеются зерна в виде тончайших пластинок или округлой формы, у которых толщина или диаметр (расстояние между противолежащими точками контура) меньше разрешающей способности микроскопа, они микроскопом не обнаруживаются.
Разрешающая способность определяется формулой
d =λ/ a,(1)
где λ – длина волны применяемого света;
а – числовая апертура объектива.
Длина волны колеблется от 0,4 мкм в синей части спектра до 0,7 мкм – в красной и может быть выбрана путем применения фильтра соответствующего цвета, обеспечивающего монохроматическое освещение.
Числовая апертура а определяется формулой
a =n∙sinα, (2)
где n—показатель преломления среды между шлифом и объективом; α—половина отверстного угла объектива (рис. 1).
Если между объективом и микрошлифом имеется воздух, то n=1 и объектив называется сухим. При внесении между объективом и микрошлифом капли кедрового масла n=1,50, и объектив в таком случае называют иммерсионным.
У наиболее сильных объективов угол α=720, sinα = 0,95, и по формуле (2) α = 0,95 для сухого объектива.

Рис. 1. Ход лучей в сухом и иммерсионном объективе
Разрешающая способность при выборе оранжевого фильтра (λ=0,6µ) по формуле (1):
d=  =0,63 мкм.
=0,63 мкм.
Разрешающая способность иммерсионного объектива с апертурой
а= 1,5∙0,95 = 1,43 и синим фильтром (λ=0,4µ):
d =  =0,28 мкм.
=0,28 мкм.
Приготовление микрошлифов
Приготовление микрошлифов состоит из следующих операций: вырезка образца, подготовка поверхности шлифования, полирование.
Вырезка образца. Исследуемый образец вырезается из той части изделия или заготовки, которая представляет интерес для исследователя. Отрезка может производиться ножовкой, на металлорежущих станках, шлифовальным кругом, а в случае хрупких металлов и сплавов – отламывается. При обработке образец не должен значительно нагреваться, так как это может вызвать изменение структуры металла. Наиболее удобными размерами образцов считают 12x12x10 мм, но в случае необходимости возможно приготовление микрошлифов иных размеров. Образцы малых размеров для удобства приготовления шлифа заливают в пластмассу или другие материалы, температура плавления которых ниже температур структурных изменений в исследуемом металле, или зажимают в специальные приспособления (рис. 2).

Рис. 2. Крепление мелких объектов для приготовления микрошлифов
Подготовка поверхности. Грань, предназначенная для микроанализа, может быть выровнена напильником или абразивным кругом.
Шлифование. Начинается шлифование на наждачной бумаге с крупным абразивным зерном, помещенной на стекло, при постепенном переходе на мелкозернистую бумагу (табл. 1). При переходе на следующий номер бумаги направление шлифования меняется на 90°, что приводит к лучшему удалению рисок от предыдущей обработки. Частицы абразива обязательно удаляются с поверхности образца чаще всего промыванием водой.
Полирование. После шлифования обрабатываемая поверхность подвергается механическому или электролитическому полированию. Механическое полирование производится на быстровращающихся дисках полировального станка, которые обычно обтягиваются сукном. Полировальный состав наносится в виде пасты на сукно или сукно смачивается тонкой струей водной взвеси АlОз или МgО. После получения зеркальной поверхности образец промывают водой и этиловым спиртом, просушивают фильтровальной бумагой и струей горячего воздуха.
Травление микрошлифов. Выявление микроструктуры стали и чугуна обычно производится 4% - ным раствором азотной кислоты или 4% - ным раствором пикриновой кислоты в этиловом или метиловом спирте. Травление производится погружением в реактив, нанесением реактива на поверхность шлифа с помощью капельницы пли ватным тампоном, смоченным реактивом. Длительность травления определяется опытным путем. Сущность травления заключается в неодинаковой растворимости, а иногда и в окрашивании реактивом зерен, границ между ними, вследствие различия в строении или химическом составе.
При травлении сплава, состоящего из одного вида зерен (однородная структура (рис. 5, а)), небольшая разница в окраске зерен и выявление их границ объясняется двумя причинами:
а) в поверхностных слоях кристаллитов находятся в повышенном количестве инородные атомы, и сильнее проявляются несовершенства кристаллического строения, травление происходит более интенсивно, образуются микроканавки, значительно рассеивающие свет, поэтому границы зерен становятся видимыми;
б) поверхность шлифа пересекает зерна, ориентированные к ней различными кристаллографическими плоскостями, и вследствие явления анизотропии (различие физико-химических свойств кристаллов по разным направлениям) некоторые зерна растворяются более интенсивно. Благодаря этому получается рельеф и различная степень рассеивания световых лучей. На рис. 5, б представлена микрофотография травленого шлифа с неоднородной структурой. Разница в окраске объясняется различной природой зерен.

Рис. 5. Микроструктура сплавов из одного
вида зёрен (а) и из двух видов зёрен (б)
Исследование микрошлифов
В нетравленом состоянии
Изучение микроструктуры начинают с анализа нетравленых шлифов для выявления неметаллических включений, пор, раковин, трещин и других дефектов. Неметаллические включения обладают меньшей отражательной способностью по сравнению с металлом, имеют темную окраску и ясно видны под микроскопом.
Характер, расположение и количество неметаллических включений в сплавах оцениваются в соответствии со стандартом ГОСТ 1778-58.
На рис. 6, а представлен нетравленый микрошлиф с крупными и мелкими неметаллическими включениями—оксидами и силикатами, которые при горячей обработке давлением крошатся и располагаются в виде цепочек.
На рис, 6, б представлен шлиф с крупными и мелкими пластичными неметаллическими включениями—сульфидами и силикатами, которые при горячей обработке давлением вытягиваются.
После травления
Для установления деталей микроструктуры шлифы подвергаются травлению.
На рис. 6, а приведена микроструктура сплава, состоящего из одного вида зерен (однородная структура), а на рис. 6, б микроструктура сплава, состоящего из двух видов зерен (неоднородная структура).
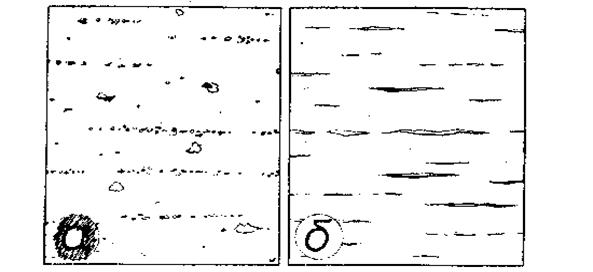
Рис. 6. Неметаллические включения: а — хрупкие; б — пластичные
Выполнение работы
1. В отчете должна быть указана область применения микроанализа.
2. Краткое описание техники приготовления микрошлифа.
3. Схематические зарисовки и описание структур материала
Контрольные вопросы
1. Что такое микрошлиф?
2. Сущность процесса травление микрошлифов?
3. Сущность процесса полирование?
4. Сущность процесса шлифование?
5. Сущность процесса вырезки образца?
6. Разрешающая способность микроскопа - ….?
7. Микроструктура –…?
Лабораторная работа № 3
ОБЩИЕ СВЕДЕНИЯ О ФОРМОВОЧНЫХ МАТЕРИАЛАХ И ПРОЦЕССЕ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ СМЕСЕЙ
Цель работы: ознакомиться с краткими сведениями и получить практические навыки приготовления формовочных и стержневых смесей.
Оборудование и материалы: верстак, ручное сито, лабораторные смешивающие бегуны; песок кварцевый, глина, специальные добавки.
Пояснения к работе
Литейной производство – технологический процесс изготовления металлических фасонных заготовок или изделий путем заливки расплавленного металла во внутреннюю полость литейной формы, которая по конфигурации соответствует изготовляемой отливке.
По сравнению с другими способами изготовления заготовок для деталей машин литейное производство обладает определенными преимуществами: литьем можно получить заготовки с очень сложной конфигурацией наружных поверхностей и внутренних полостей; технологические процессы изготовления отливок хорошо поддаются механизации и автоматизации. В качестве недостатка можно отметить следующее: большая вероятность получения дефектной отливки, большая доля ручного труда, опасные условия труда людей и загрязнение окружающей среды.
Процесс литейного производства включает приготовление формовочных и стержневых смесей; изготовление моделей и стержневых ящиков; изготовление форм и стержней; плавку и доводку металла; сборку литейных форм и заполнения их металлом; выбивку, обрубку и очистку отливок; контроль качества отливок; исправление брака и окраску.
Формовочными называются материалы, применяемые для изготовления смесей, необходимых для изготовления разовых и полупостоянных литейных форм.
Для получения качественных отливок с чистой поверхностью формовочные и стержневые смеси должны обладать следующими свойствами:
1) прочностью (для сохранения геометрических размеров после извлечения модели из формы или стержней из ящиков и при их транспортировании);
2) огнеупорностью (чтобы при высоких температурах в момент соприкосновения с жидким металлом смесь не оплавлялась и не образовывала пригара);
3) газопроницаемостью (чтобы образовавшиеся газы и пары беспрепятственно могли выходить из полости формы в процессе заполнения ее металлом и не образовывалось газовых раковин в отливках);
4) оптимальной влажностью (для предотвращения вскипания влаги и образования пара в форме);
5) пластичностью (для получения точных отпечатков элементов моделей и стержневых ящиков);
6) податливостью (для предотвращения образования внутренних напряжений и трещин в отливках при их усадке в процессе кристаллизации);
7) минимальной гигроскопичностью (чтобы не было переувлажнения форм за счет влажности окружающей атмосферы, которая может привести к потере ими прочности и появление газовых раковин в отливках);
8) высокой долговечностью (для длительного сохранения заданных технологических и физических свойств).
Формовочные смеси состоят из песка (основа смеси), связующих (глина, вода), противопригарных добавок (молотый каменный уголь, пылевидный кварц,мазут), добавок, повышающих податливость и газопроницаемость смеси (древесные опилки, лигносульфанат), которые при соприкосновении с жидким металлом выгорают, образуя в смеси поры.
Стержневые смеси для изготовления стержней, подвергающихся сушке в сушилках, состоят в основном из песка (редко с добавками 3-10% глины для простых стержней) и связующих веществ (крепителей). По принципу действия связующие вещества можно разделить на три группы: высыхающие (льняное масло, поливиниловый спирт, сланцевая смола, лигносульфат); склеивающие (сульфитный щелок, декстрин, лигносульфонат); затвердевающие (торфяной и древесный пек, канифоль). К стержневым смесям предъявляют высокие требования по прочности, огнеупорности, податливости и газопроницаемости, т.к. стержень находится внутри расплавленного металла и испытывает с его стороны тепловые и механические воздействия.
Основой смесей являются формовочные пески, которые относятся к минеральным ископаемым и состоят из зерен кварца с примесью глинистых составляющих. При выборе песков следует учитывать характер производимого литья. Крупный песок увеличивает огнеупорность и газопроницаемость смеси, а мелкий улучшает чистоту поверхности отливки.
Глины состоят из мелкодисперсных частиц, содержащих Aℓ2O3, они обладают связующей способностью во влажном и сухом состоянии. В зависимости от минералогического состава формовочные глины делятся на четыре вида: каолитовые (К), бентонитовые (Б), гидрослюдистые (Г), полиминеральные (П). Чаще всего применяют каолитовые и бентонитовые глины.
Технологический процесс приготовления формовочных и стержневых смесей складывается из предварительной обработки свежих материалов, обработки смесей, бывших в употреблении, и приготовления заданных смесей из подготовленных материалов. Предварительная обработка свежих материалов заключается в их сушке, размалывании и просеивании; а смесей, бывших употреблении, - в удалении из них всевозможных включений (металлических и неметаллических), охлаждении и просеивании.
Процесс приготовления формовочно-стержневых смесей состоит из увлажнения, перемешивания, вылеживания, разрыхления и передачи готовых смесей на рабочие места формовщиков. В стержневые смеси вводят
|
|
|
