 |


Измерение параметров шероховатости поверхности
|
|
|
|
Цель работы. Изучение методов оценки качества поверхности.
Общие сведения. Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами, выделенных на базовой длине l. Шероховатость является отклонением формы поверхности, рассматриваемым на уровне микрогеометрии. Причинами появления шероховатости поверхности являются особенности технологического процесса обработки поверхности, копирование неровностей инструмента, неоднородность свойств материала детали, упругопластические деформации, окислительные процессы и другие. Влияние шероховатости поверхности на эксплуатационные свойства поверхностей и деталей в целом проявляется в изменении контактной жесткости и износостойкости, усталостной прочности, коррозионной стойкости, качества покрытий, электрического сопротивления контактов, отражающей способности и т.д.
Шероховатость поверхности характеризуют высотными параметрами (средним арифметическим отклонением профиля Ra, высотой неровностей профиля по десяти точкам Rz, наибольшей высотой неровностей профиля Rmax), шаговыми параметрами (средним шагом неровностей профиля Sm, средним шагом местных выступов профиля S), относительной опорной длиной профиля tp. Требования к уровню параметров шероховатости на рабочих чертежах деталей устанавливают в виде обозначения, показанного на рисунке 9.1.
Контроль шероховатости может осуществляться визуально или на ощупь путем сравнения поверхности детали с образцами шероховатости поверхности, которые комплектуются в виде наборов по видам обработки и материалам. Задача сравнения состоит в установлении идентичности качества поверхности детали и образца шероховатости, для которого параметры шероховатости известны. Для повышения точности оценки могут применяться оптические приборы.
|
|
|

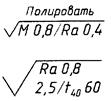
Рис.9.1. Структура и примеры обозначения шероховатости на чертежах
Измерение параметров шероховатости выполняют контактными (щуповыми) и бесконтактными приборами. К первой группе относятся профилометры, профилографы и профилографы – профилометры, ко второй группе – микроинтерферометры, приборы светового сечения и растровые измерительные микроскопы.
Профилометр модель 296 – предназначен для измерения среднего арифметического отклонения профиля в цеховых условиях в процессе послеоперационного контроля. Принцип действия профилометра основан на сканировании (ощупывании) исследуемой поверхности алмазной иглой с радиусом кривизны при вершине 10 мкм и преобразовании вертикального перемещения иглы в пропорциональное изменение электрического сигнала. Профилометр состоит из двух блоков: сканирующего и электронного. Составными элементами сканирующего блока (рис.9.2а) являются основание 1, стойка 2 и привод 3 горизонтального перемещения преобразователя (механотрона) 4. Для установки цилиндрических деталей используется призма 5. Электронный блок (рис. 9.2б) предназначен для ввода параметров сканирования, для обработки и отображения измерительной информации. На лицевой панели электронного блока располагаются: именованные клавиши, позволяющие установить длину трассы и отсечку шага (в миллиметрах), а также верхний предел измерений в микрометрах; стрелочный индикатор рабочей зоны 6; цифровое отсчетное устройство значения параметра Ra 7; кнопки СЕТЬ 8 и пуск 9.

а)

б)
Рис.9.2.Профилометр мод. 296: а) блок сканирования, б) электронный блок
Выполнение измерений.
1.Вращением гайки 10 поднять привод 3 вместе с преобразователем 4 на высоту, превышающую размер исследуемой детали. Установить деталь на основание 1или призму 5. При позиционировании детали относительно опорной части преобразователя 4 следует учитывать, что привод 3 перемещает преобразователь в сторону стойки 2 на расстояние, равное 5/3 длины трассы интегрирования (табл. 9.1).
|
|
|
2.Включить питание прибора кнопкой 8. Установить предел измерения параметра Ra, превышающий нормируемое значение или значение, оцененное по образцам шероховатости. Первоначально можно установить наибольший предел измерений, а затем изменить его, исходя из результата измерений.
3.В соответствии с данными, приведенными в таблице 9.1, задать величину отсечки шага (базовой длины l) и длину трассы (длину участка измерения).
Таблица 9.1
| Среднее арифметическое отклонение профиля Ra, мкм | до 0,4 | св. 0,4 до 3,2 | свыше 3,2 |
| Отсечка шага, мм | 0,25 | 0,8 | 2,5 |
| Длина трассы, мм | 1,5; 3 | 3; 6 |
4.Плавно опустить привод 3 до соприкосновения преобразователя 4 с поверхностью детали так, чтобы стрелка индикатора 6 заняла среднее положение.
5.Нажатием клавиши 9 (пуск – ПСК) включить питание привода 3. Преобразователь 4 начнет перемещаться по поверхности детали. В процессе перемещения преобразователя следует контролировать показания индикатора 6 – стрелка не должна зашкаливать. В противном случае необходимо скорректировать первоначальную установку положения преобразователя так, чтобы стрелка индикатора сместилась от среднего положения в сторону, противоположную зашкаливанию, и повторить измерение.
6.После завершения рабочего хода преобразователь автоматически возвращается в исходное положение, а на отсчетном устройстве 7 появляется результат измерения – значение Ra. При появлении на отсчетном устройстве буквы Р (перегрузка) необходимо установить большее значение предела измерений.
Профилограф – профилометр модель 201 предназначен для измерения параметров шероховатости поверхности с номинально прямолинейным профилем при выполнении исследовательских работ и лабораторных измерений повышенной точности. Профилограф – профилометр состоит из устройства сканирования 1 (рис.9.3а), электронного блока 3 и регистрирующего прибора 4. Назначение и функции клавиш, тумблеров и переключателей, а также сигнальных лампочек можно уяснить по обозначениям на щитках приборов.
|
|
|
В состав устройства сканирования входят: основание со стойкой, каретка с универсальным столиком 2, индуктивный преобразователь 5 и привод 6. устройства сканирования и электронного блока такие же, как для профилометра.

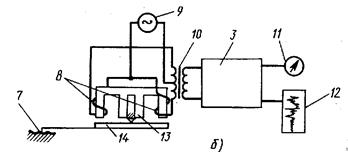
Рис. 9.3. Профилиграф – профилометр: а)общий вид, б) схема преобразования сигнала
Принцип получения измерительной информации проиллюстрирован на рисунке 9.3б. Алмазная игла 7 преобразователя 5 движется по контролируемой поверхности, совершая вертикальные перемещения, обусловленные неровностью поверхности. Эти перемещения приводят к повороту якоря 14 относительно Ш – образного сердечника 13. Изменение воздушного зазора между якорем и сердечником (с одной стороны сердечника зазор увеличивается, с другой стороны зазор уменьшается) приводит к противоположному изменению индуктивностей катушек 8. Катушки 8 совместно с первичной обмоткой трансформатора напряжения 10 включены в мостовую измерительную схему, которая питается от генератора 9. При изменении соотношения индуктивностей катушек 8 изменяется напряжение на выходе трансформатора 10. Далее сигнал измерительной информации поступает в электронный блок 3 и затем в показывающий 11 или регистрирующий прибор 12. Скорость перемещения бумаги в регистрирующем устройстве согласована со скоростью продольного перемещения алмазной иглы, а положение пера самописца, перемещающегося в поперечном направлении относительно направления движения бумаги, определяется уровнем сигнала измерительной информации. Получаемое изображение шероховатости поверхности называют профилограммой.
Запись профилограммы.
1.Включить питание прибора тумблером 19 и прогреть его в течении 20 минут. 2.Установить контролируемую деталь на универсальный столик 2. Поддерживая преобразователь рукой снизу, перевести его влево с помощью рукоятки 26 на корпусе привода 6 (повернуть рукоятку по направлению вращения часовой стрелки). С помощью маховиков грубой и точной установки переместить привод 6 по стойке вниз до соприкосновения преобразователя 5 с поверхностью детали. Правильному положению преобразователя соответствует положение стрелки контрольного прибора 16 электронного блока в пределах нижнего прямоугольника.
|
|
|
3.Установить переключателями: 15 на электронном блоке - выбранное значение вертикального увеличения  , 27 на корпусе привода - скорость датчика
, 27 на корпусе привода - скорость датчика  (скорость перемещения преобразователя), 24 на регистрирующем устройстве – скорость перемещения бумажной ленты
(скорость перемещения преобразователя), 24 на регистрирующем устройстве – скорость перемещения бумажной ленты  . Вертикальное увеличение подбирается экспериментально, исходя из ширины бумажной ленты, на которую записывается изображение, и максимальной высоты неровностей профиля. Скорость трассирования (датчика) назначают в зависимости от базовой длины l, а скорость перемещения бумаги подбирают экспериментально. Горизонтальное увеличение будет равно
. Вертикальное увеличение подбирается экспериментально, исходя из ширины бумажной ленты, на которую записывается изображение, и максимальной высоты неровностей профиля. Скорость трассирования (датчика) назначают в зависимости от базовой длины l, а скорость перемещения бумаги подбирают экспериментально. Горизонтальное увеличение будет равно  = / . Значения горизонтального увеличения приведены в таблице 9.2.
= / . Значения горизонтального увеличения приведены в таблице 9.2.
Таблица 9.2.
| Скорость трассирования , мм/мин
| Скорость движения бумажной ленты , мм/мин
| |||||
| Горизонтальное увеличение
| ||||||
| 0,2 | ||||||
| 1,0 | ||||||
4.Переключатели 22 на электронном блоке и 28 на приводе установить в положение ЗП – записывающий прибор (ПП – показывающий прибор 11). Если перо регистрирующего прибора отклонится от середины бумажной ленты, дополнительно отрегулировать положение преобразователя с помощью установочных маховиков и потенциометра 29 (УСТ. ПЕРА).
5.Тумблером 23 на регистрирующем приборе 12 включить движение бумаги.
6.Поворотом рукоятки 26, расположенной на приводе, против направления вращения часовой стрелки запустить продольную подачу преобразователя. Запись профилограммы производится до момента остановки преобразователя. При значительном наклоне профилограммы относительно продольной оси бумажной ленты произвести выравнивание универсального столика с помощью маховика и повторить измерение.
7.Тумблером 23 выключить движение бумаги. Отключить питание прибора. Рукой приподнять преобразователь и удалить деталь.
Обработка профилограммы производится в соответствии с методикой МИ 41 – 75.
1.Вычислить длину профилограммы, соответствующую длине базовой линии L=l· . Ограничить участок профилограммы, подлежащий обработке.
2.В пределах выделенного участка профилограммы (рис. 9.4) провести среднюю линию профиля в виде отрезка прямой линии так, чтобы визуально оцениваемые площади по обеим сторонам от этой линии до профилограммы были примерно равны между собой.
|
|
|

Рис.9.4. Иллюстрация обработки профилограммы (m – m средняя линия профиля)
3.Параллельно средней линии профиля через его высшую точку провести линию выступов, а через низшую точку – линию впадин. Ниже линии впадин на удобном расстоянии провести вспомогательную линию. Измерить расстояние между линиями выступов и впадин Hmax, определить наибольшую высоту неровностей профиля Rmax
Rmax=Hmax  .
.
4.Линейкой измерить расстояния от вспомогательной прямой до пяти высших точек  и пяти низших точек
и пяти низших точек  профилограммы. Вычислить значение высоты неровностей по десяти точкам
профилограммы. Вычислить значение высоты неровностей по десяти точкам

5.Провести четыре линии параллельно средней линии профиля на расстоянии  =0,2· Hmax,
=0,2· Hmax,  =0,4· Hmax,
=0,4· Hmax,  =0,6· Hmax,
=0,6· Hmax,  =0,8· Hmax от линии выступов, что соответствует уровням сечения профиля
=0,8· Hmax от линии выступов, что соответствует уровням сечения профиля  =20%, 40%, 60%, 80%. На каждом уровне сечения измерить длины отрезков
=20%, 40%, 60%, 80%. На каждом уровне сечения измерить длины отрезков  , отсекаемых в материале выступов, определить их суммарную длину
, отсекаемых в материале выступов, определить их суммарную длину  и вычислить относительную опорную длину профиля
и вычислить относительную опорную длину профиля  .
.
6.В пределах базовой линии измерить n – шагов неровностей профиля  и найти значение среднего шага неровностей
и найти значение среднего шага неровностей
 .
.
Последовательность выполнения работы
1.Оценить значение параметра шероховатости поверхности детали путем сравнения её с образцами шероховатости (рис.9.5).
2.Ознакомиться с устройством профилометра и расположением его элементов управления.
3.Подготовить профилометр к работе, установить деталь и выполнить измерение среднего арифметического отклонения профиля.
4.Изучить конструкцию профилографа – профиломера и подготовить его к работе. Установить вертикальное увеличение, скорость трассирования и скорость перемещения бумажной ленты. Проверить правильность положения пера регистрирующего устройства.

Рис.9.5. Образцы шероховатости
5.Выполнить запись и обработку профилограммы. Определить значения параметров шероховатости: наибольшей высоты неровностей профиля, высоты неровностей профиля по десяти точкам, среднего шага неровностей профиля, относительной опорной длины профиля. Построить график зависимости относительной опорной длины профиля от уровня сечения.
Вопросы для самопроверки
1.Дайте определение шероховатости поверхности, базовой длины, средней линии профиля.
2.Назовите параметры, используемые для нормирования и количественной оценки шероховатости поверхности.
3.Какими способами можно оценить качество поверхности детали?
4.Поясните принцип действия приборов, используемых в лабораторной работе.
5.Перечислите последовательность действий при подготовке к работе профилометра, профилографа – профилометра.
6.Что называют профилограммой, в каком порядке её обрабатывают для получения значений параметров шероховатости?
Содержание
Лабораторная работа № 1. Анализ заданной посадки…………….3
|
|
|
