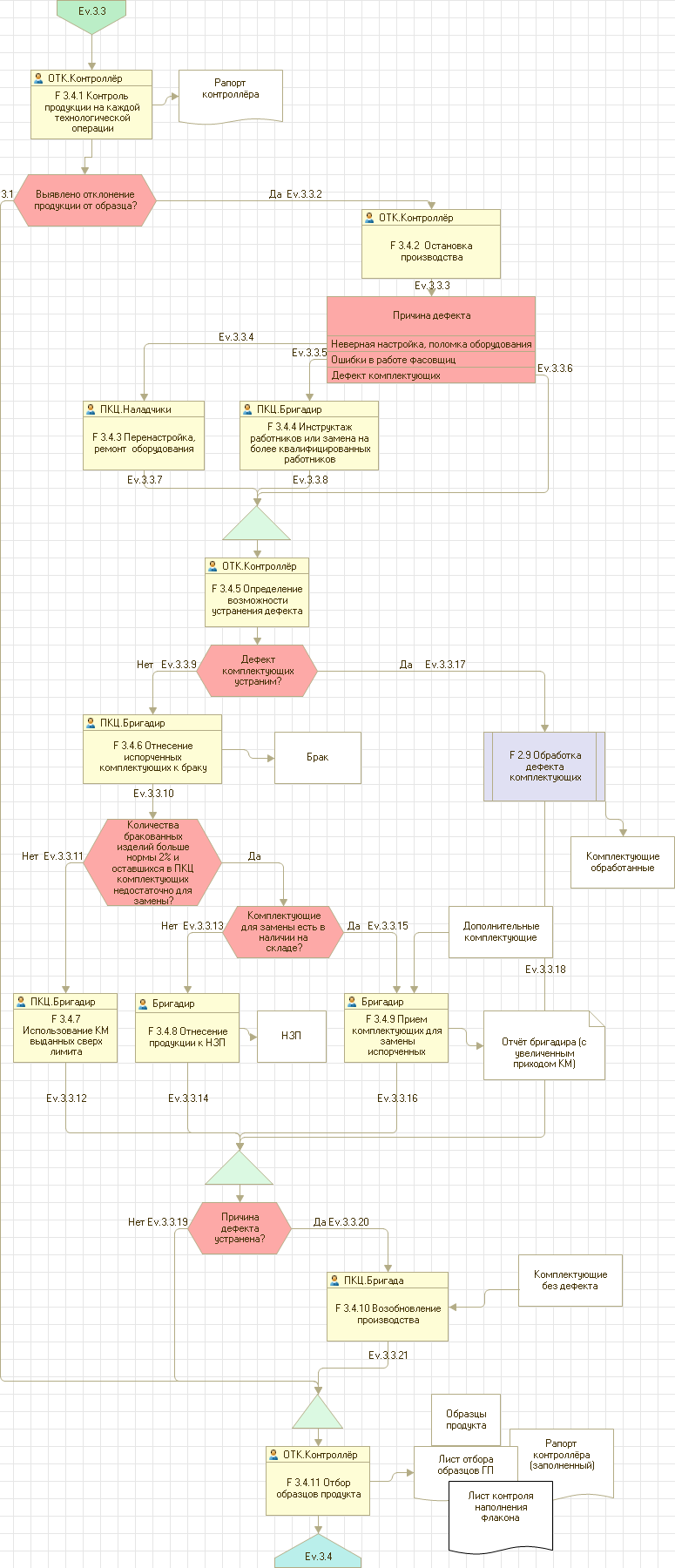
Контроль продукции на каждой технологической операции
Контроллёр ОТК проверяет, как разливается продукт при запуске и в течение смены, каждый час контролирует выполнение каждой технологической операции.
Перед началом смены контроллёр распечатывает лист контроля наполнения флакона из «Дневного плана» в 1С, несколько раз за смену берёт флаконы с линии, взвешивает флаконы с жидкостью и без жидкости. После каждого взвешивания в лист контроля наполнения инженер ОТК вносит результаты взвешивания, определяет фактический объём и сравнивает с нормативным. Флаконы проверяются на герметичность посредством выдерживания в вакуум-камере в течение 2 минут,
F3. 4. 2.
Остановка производства
Если выявляется отклонение от эталона: флакон не герметичен, объём не входит в границы минимального и максимального уровня наполнения, брак комплектующих, тогда производственная линия останавливается до выяснения причин и устранения дефекта.
F3. 4. 3.
Перенастройка, ремонт оборудования
В случае, если выявлено, что из-за неправильной настройки оборудования флакон наполняется на по плановой норме, из флакона вытекает жидкость, этикетировщик неправильно наклеивает этикетку и др. наладчики перенастраивают соответствующее оборудование.
F3. 4. 4.
Инструктаж работников или замена на более квалифицированных работников
Если дефект образовался по вине работников (неправильно устанавливался флакон под завальцовочное оборудование, испорчены комплектующие, криво наклеена этикетка), то бригадир объясняет, показывает работникам, как нужно выполнять операции или при возможности заменяет работников более квалифицированными.
F3. 4. 5.
Определение возможности устранения дефекта
Контроллёр ОТК совместно с начальником ОТК ищет возможные способы устранения дефекта (наклеивание стикера на место где неверно указан завод-производитель, дата производства, переклеивание этикетов. Протирка флаконов, развальцовка и новая завальцовка и т. д. )
F3. 4. 6.
Отнесение испорченных комплектующих к браку
Если все или некоторые КМ в составе продукции невозможно восстановить, то их отбирают, складывают в отдельную тару и помечают маркой как брак.
F3. 4. 7.
Использование КМ выданных сверх лимита
Если со склада выдали комплектующие сверх лимита, поскольку количество по лимиту не укладывалось в целые тарные места, ТОО бригадир может использовать данные КМ.
F3. 4. 8.
Отнесение продукции к НЗП
Если не в цехе, не на складе нет в наличии требуемых комплектующих. то продукция для которой не хватило КМ становится НЗП.
F3. 4. 9.
Прием комплектующих для замены испорченных
Бригадир запрашивает у кладовщика склада КМ комплектующие для замены испорченных, при их наличии на складе они выдаются, при этом в отчёте бригадира бригадир увеличивает приход КМ.
F3. 4. 10.
Возобновление производства
Если контроллёр ОТК убедился, что оборудование настроено правильно, фасовщики выполняют операции согласно эталонному образцу, комплектующие без дефекта производство возобновляется.
F3. 4. 11.
Отбор образцов продукта
Контроллёр ОТК берёт по 2 образца из партии для хранения в течение срока годности на случай, если заказчик предъявит претензии по качеству продукта