 |


Операции типового технологического процесса изготовления
|
|
|
|
Проектирование состава позиций поточной линии изготовления днищевых секций корпуса судна
Содержание работы
1. Из заданной совокупности секций выделить наиболее представительную ПОГкол.
2. Для полученной ПОГкол определить параметры секции – типового представителя Pт
3. Разработать типовой технологический процесс изготовления секций, вошедших в ПОГкол.
4. Выполнить расчет трудоемкости и продолжительности выполнения операций технологического процесса для типового представителя.
5. Определить количество позиций поточной линии и распределить операции технологического процесса по позициям линии.
При расчете числа позиций принять, что годовая программа выпуска секций Q равна суммарному количеству секций, вошедших в ПОГкол. При распределении операций по позициям линии учесть технологическую последовательность операций и возможность объединения операций исходного маршрута на позициях проектируемой поточной линии.
6. Выбрать средства технологического оснащения для выполнения операций технологического процесса на позициях линии. Разработать схему поточной линии с указанием расположения СТО на позициях линии, определить площадь МПЛ (См. КТС-8М).
7. Выполнить расчет трудоемкости и продолжительности изготовления всех секций, вошедших в ПОГкол. Определить рациональный порядок запуска секций на поточную линию и построить циклограмму изготовления группы секций.
8. Определить объем приемочного контроля и составить ведомость контроля сварных швов (См. КТС-8М).
9. Определить технико-экономические показатели работы спроектированной МПЛ. (См. КТС-8М).
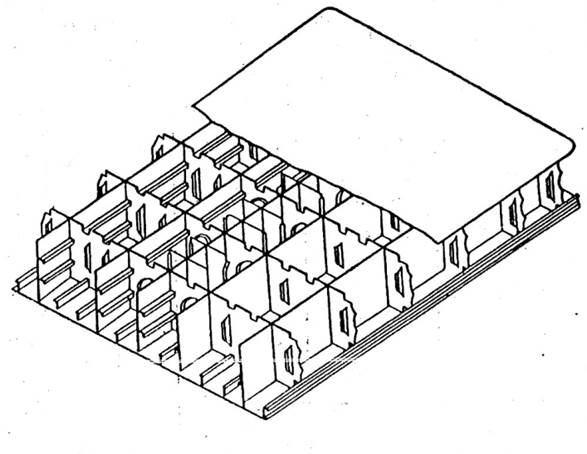
а) днищевая секция с плоской наружной обшивкой и плоским настилом второго дна
|
|
|
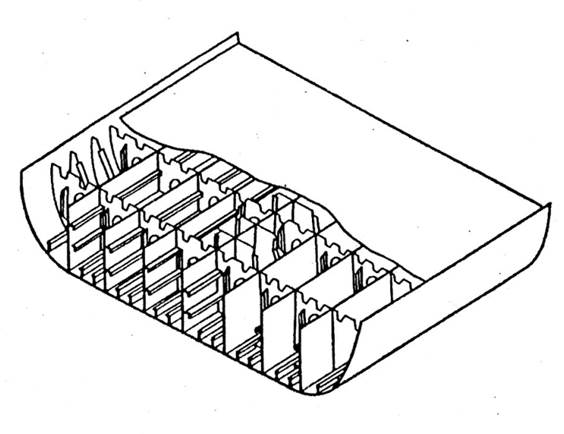
б) днищевая секция с плоским настилом второго дна и плоской наружной обшивкой в средней части, на скуле наружная обшивка криволинейная
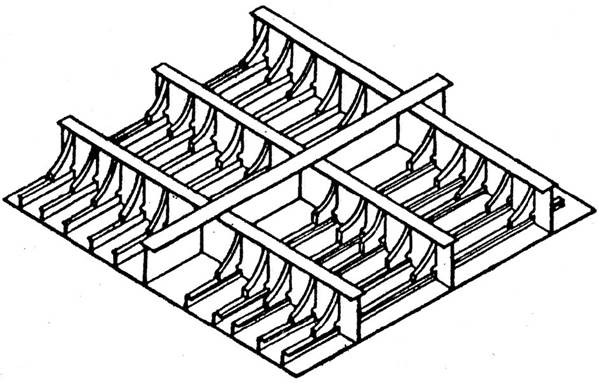
в) днищевая секция без настила второго дна с плоской наружной обшивкой
Рис.1. Днищевые секции
В сборочно-сварочных цехах судостроительных предприятий наряду с поточными линиями изготовления плоских секций эксплуатируются механизированные участки и поточные линии изготовления объемных и полуобъемных секций – днищевых и бортовых. На рис.1 показаны примеры таких конструкций. Днищевые секции могут быть ограничены плоскими поверхностями (рис.1.а,в). могут иметь наружную обшивку с погибью (рис.1.б), могут иметь накрывающее полотнище (рис.1.а,б).
Изготовление таких секций осуществляется из деталей (детали набора, россыпи, листы криволинейной части наружной обшивки) и из предварительно собираемых узлов – полотнища плоской части наружной обшивки и настила второго дна (с набором или без набора), узлы перекрестного и высокого набора. В Приложении 1 приведены основные операции типового технологического процесса изготовления днищевых секций. В Приложении 2 даны дополнительные нормативы времени, необходимые для расчета трудоемкости и продолжительности изготовления секций.
Таблица 1.
Варианты заданий
| № варианта | Тип секции | Количество секций |
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Таблица 2.
Параметры днищевых секций
| Типы секций | S | L | B | H | Sвд | R | H1 | H2 | N2 | H3 | N3 |
| 8,0 | 12,0 | 1,5 | - | 1,5 | - | 1,5 | 1,5 | ||||
| 9,6 | 14,0 | 2,0 | 2,0 | 0,12 | 2,0 | 2,0 | |||||
| 11,8 | 12,0 | 1,8 | - | 0,14 | 1,8 | 1,8 | |||||
| 10,0 | 14,2 | 1,6 | 1,6 | - | 1,6 | 1,6 | |||||
| 10,0 | 16,0 | 2,2 | - | 0,24 | 2,2 | 2,2 | |||||
| 9,0 | 12,0 | 2,6 | - | - | 0,18 | 2,0 | 2,6 | ||||
| 16,2 | 17,8 | 2,1 | 2,1 | 0,22 | 2,1 | 2,1 | |||||
| 6,8 | 9,6 | 2,0 | - | 1,5 | 0,14 | 1,5 | 2,0 | ||||
| 8,0 | 10,,4 | 1,8 | - | - | 0,10 | 1,4 | 1,8 | ||||
| 15,8 | 16,0 | 3,0 | - | 0,24 | 3,0 | 3,0 | |||||
| 6,0 | 11,6 | 1,7 | - | 1,7 | 0,12 | 1,5 | 1,7 | ||||
| 12,0 | 16,0 | 2,3 | - | 0,14 | 2,3 | 2,4 | |||||
| 7,6 | 9,4 | 1,6 | - | - | 1,4 | 1,6 | |||||
| 9,8 | 16,8 | 2,2 | 2,2 | 0,20 | 1,6 | 2,2 | |||||
| 6,8 | 14,6 | 2,0 | - | - | - | 1,5 | 2,0 |
Обозначения в таблице 2:
|
|
|
S – толщина наружной обшивки секции, мм H1 – высота ребер жесткости главного направления на наружной обшивке и настиле второго дна, м
L – длина секции, м
B – ширина плоской части секции, м H2 – высота балок перекрестного набора, м
H– высота секции, м N2 – количество балок перекрестного набора
Sвд – толщина настила второго дна, мм H3 – высота балок высокого набора, м
R– радиус скругления скулы, м N3 – количество балок высокого набора
Толщину стенки перекрестного и высокого набора принять равной Sвд или S
Качественные признаки днищевых секций:
1. Наличие погиби (скругления скулы).
2. Наличие настила второго дна.
3. Наличие набора на настиле второго дна и НО
4. Наличие перекрестного набора.
5. Наличие высокого набора.
Приложение 1
Операции типового технологического процесса изготовления
Днищевых секций
1. Установка специализированной постели
2. Укладка на постель полотнища плоской части наружной обшивки (с набором)
3. Сборка криволинейного полотнища с плоским участком
4. Сварка криволинейного полотнища с плоским участком
5. Разметка мест установки набора
6. Установка высокого и перекрестного набора
7. Сварка перекрестий высокого набора
8. Приварка высокого и перекрестного набора к полотнищу
9. Установка настила второго дна на набор секции
10. Сварка настила второго дна (заварить паз между полуполотнищами, приварить настил второго дна к наружной обшивке
11. Установка и приварка обухов для кантовки и транспортировки секции
12. Кантование секции
13. Подварка швов по наружной обшивке
|
|
|
14. Приварка набора к настилу второго дна после кантования
15. Кантование секции
16. Контуровка секции
Приложение 2
|
|
|
