 |


Пары органических растворителей
|
|
|
|
Углеводороды и их производные относятся к основным вредным выбросам нефтехимических и нефтеперерабатывающих предприятий. Мероприятия по снижению этих выбросов в атмосферу в основном направлены на устранение потерь углеводородов при хранении, транспортировании, приеме и выдаче, а также на совершенствование контроля герметизации оборудования и соблюдение технологического режима. Эти мероприятия можно разделить на 4 группы:
· совершенствование организации хранения и транспортирования углеводородов нефти и газа;
· совершенствование технологических процессов;
· рекуперация углеводородов и их производных;
· каталитический дожиг выбросов.
Совершенствование организации хранения и транспортирования углеводородов нефти и газа. Сокращение выбросов углеводородов в атмосферу при хранении может быть достигнуто путем снижения их испарения из резервуаров. С этой целью:
· используют резервуары с плавающей крышей или понтоном;
· хранят углеводороды под слоем инертного газа;
· заполняют резервуары на 95-98 %;
· используют абсорбционно-адсорбционные и эжекционные методы улавливания углеводородов из их паровоздушных смесей;
· совершенствуют дыхательную и предохранительную аппаратуру; обеспечивают герметичность кровли резервуаров;
· наносят на наружную поверхность стальных резервуаров тепло- и лучеотражающие покрытия.
Для снижения попадания углеводородов в окружающую среду при транспортировании углеводородов по трубопроводам применяют изоляционные покрытия для предотвращения коррозии (битумные и битумно-резиновые мастики, пленочные полимерные материалы), используют электрохимические методы защиты, проводят систематический контроль состояния трубопроводов, используют гасители гидравлических ударов, приводящих к авариям; внедряют средства телемеханизации.
|
|
|
При перевозке водным, железнодорожным и автомобильным транспортом потери возникают в результате испарения, утечек, аварий, неполного слива. Для их устранения необходим тщательный осмотр судна, железнодорожных цистерн, автоцистерн. Зарубежными фирмами разработаны различные устройства для герметизации цистерн при сливно-наливных операциях.
Совершенствование технологических процессов. Пары углеводородов выделяются в атмосферу через неплотности оборудования, арматуры и фланцевых соединений, сальниковых устройств насосов и компрессоров. Поэтому большое внимание уделяют герметизации оборудования и уплотнению движущихся деталей, строгому соблюдению технологического регламента, исключению аварийных ситуаций.
Рекуперация углеводородов и их производных предназначена для улавливания углеводородов из производственных или вентиляционных газов и повторного их использования. Улавливание углеводородов и их производных не только обеспечивает охрану окружающей среды, но и имеет большое экономическое значение. На долю углеводородов приходится 70 % всех вредных выбросов нефтеперерабатывающих и нефтехимических предприятий. Потери растворителей и их выбросы в атмосферу оцениваются у нас почти в 1 млн. т/год, это относится в первую очередь к таким растворителям, как ацетон, бензин, толуол, ксилолы, метилэтилкетон, низшие спирты, гептан, диэтиловый эфир, сероуглерод, хлорпроизводные углеводороды.
Метод рекуперации выбирают в зависимости от концентрации паров углеводородов в воздухе. При больших концентрациях (170-250 г/м3) применяют конденсацию; при средних (140-175 г/м3) – абсорбцию; при низких (50-140 г/м3) – адсорбцию.
Конденсацию осуществляют в поверхностных конденсаторах охлаждением рассолом (раствор CaCl2) до минус 10-15 °С.
|
|
|
Абсорбцию проводят в вертикальных аппаратах, заполненных насадкой и орошаемых сверху абсорбентом, обладающим большой поглотительной способностью, устойчивостью в процессе работы, легкостью регенерации. В качестве абсорбента используют минеральные масла с молекулярной массой 280-300.
Адсорбцию осуществляют в аппаратах, заполненных твердым поглотителем (активный уголь, силикагель, алюмогель, цеолиты, пористые стекла, кремнезем и т.д.). Процесс протекает в аппаратах со стационарным слоем адсорбента, в аппаратах с «кипящим» слоем и плотным движущимся слоем поглотителя.
Развитие адсорбционного метода рекуперации паров летучих растворителей в мировой практике идет, в основном, по двум направлениям. Одно связано с аппаратурным оформлением рекуперационных установок, другое – с использованием углеводородных поглотителей паров летучих растворителей. Большое внимание в последние годы уделяется углеродным материалам-поглотителям. Это различные тканевые и нетканые материалы на основе углеродных активных волокон. Преимущество волокон перед гранулированными активированными углями состоит в возможности обеспечения повышенной степени рекуперации растворителей (обычно выше 99 %); понижении пожаро- и взрывоопасности; компактности установок. Полотно ткани располагается либо перпендикулярно движению газа, либо в несколько параллельных рядов.
Каталитический дожиг выбросов. При невозможности или высокой стоимости извлечения вредных веществ до необходимой степени, прибегают к каталитическому дожигу. Эффективность очистки составляет от 98 до 100 %.
Типовые технологические схемы приведены на рис. 4.1 и 4.2. На рис. 4.1 приведена принципиальная технологическая схема конверсии горючих компонентов в присутствии катализатора на основе неблагородных металлов до СО2 и Н2О при температуре от 200 до 300 °С.
Выбросы, поступающие на установку, подаются вентилятором 1 через теплообменник-подогреватель 2 в реактор 3, где происходит каталитическое окисление углеводородов. При необходимости выбросы дополнительно подогреваются до этой температуры в подогревателе 4 с использованием различного вида топлива.
|
|
|

Рис. 4.1. Технологическая схема каталитического дожига углеводородов: 1 – вентилятор; 2 – теплообменник; 3 – реактор; 4 – подогреватель
В реакторе 3 более чем 99 % всех горючих компонентов, содержащихся в выбросах, окисляются до углекислого газа и воды, при этом температура газа повышается в результате выделения теплоты. Очищенный газ, выходящий из реактора 3, проходит через теплообменник 2, подогревая газ, поступающий на очистку, и затем направляется на дальнейшее перед выбросом в атмосферу охлаждение с рекуперацией тепла.
Принципиальная технологическая схема «Реверс-процесс» представлена на рис. 4.2. Установка включает в себя реактор с двумя слоями катализатора и расположенной между ними топкой, вентилятора и запорных устройств (клапанов) для управления движением газового потока.
При работе установки положение клапанов периодически изменяют каждые 3-6 минут, обеспечивая прохождение очищаемого газа через слои катализатора попеременно либо нисходящим, либо восходящим потоком. Для этого одновременно открываются клапаны 1 и 4, либо клапаны 2 и 3.
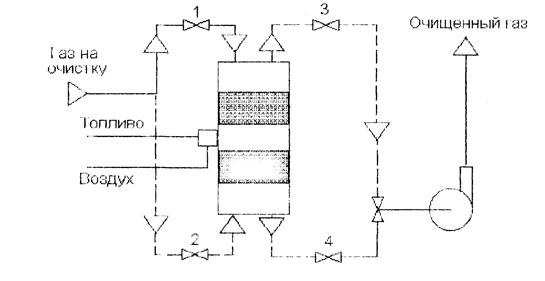
Рис. 4.2. Технологическая схема «Реверс-процесса»:
1-4 - вентили
Проходя через первый, горячий слой катализатора, отходящий газ нагревается примерно до 300 °С, при этом сгорает большая часть содержащихся в нем горючих компонентов. Оставшиеся в нем горючие компоненты сжигаются при прохождении второго холодного слоя насадки. В этом процессе первый слой насадки охлаждается, а второй нагревается при поддержании максимальной температуры в центре реактора.
При необходимости для поддержания требуемой температуры в центре реактора используется топка, которая необходима только в начальный период работы.
На ОАО «СлавнефтьЯрославльнефтеоргсинтез» спроектирована и компактно поставлена фирмой «Джон Цинк» (Италия) установка для станции налива нефтепродуктов в автоцистерны в 1996 г., предназначенная для регенерации паров углеводородов, вытесняемых из котлов автоцистерн при наливе бензина на станции товарно-сырьевой базы (рис. 4.3). Метод очистки воздуха от паров бензина – конденсация и адсорбция на активированном угле. Регенерация десорбированных паров осуществляется абсорбцией бензином. Очищенный воздух, направляемый в атмосферу, содержит не более 35 г/м3 углеводородов.
|
|
|

Рис. 4.3. Регенерация паров углеводородов:
1– конденсатор; 2,3 – адсорберы; 4 – абсорбер;
6 – сборник углеводородов; 5, 9, 10, 11 – насосы; 7 – сепаратор;
8 – холодильник
Снижение выбросов на пункте налива за счет использования установки регенерация паров составляет 115 г/сек, или 2417,76 т/год. Выброс углеводородов в атмосферу с утилизацией паров составляет 2 г/сек, или 42 т/год.
Проектная пропускная способность установки при концентрации паров бензина в воздухе от 10 до 65 %:
7,5 м3/мин - при пиковой нагрузке,
112,5м3 - за 15 мин работы (цикл переключения режимов ад сорбера),
1125 м3 - за 4 ч непрерывной работы,
3125 м3 - за 24 ч непрерывной работы.
Уголь загружен в два аппарата по 12469 м3 в каждом.
Адсорберы работают попеременно: один – в режиме очистки (режим адсорбции), другой – в режиме регенерации (режим десорбции). Переключение с режима на режим система управления УРПУ производит автоматически по временному циклу. В режиме очистки адсорберы работают под избыточным давлением до 0,105 МПа, в режиме регенерации под вакуумом – 0,01 МПа. Установка регенерации паров углеводородов компании «Джон Цинк» поставлена на предприятие в полностью автоматизированном и укомплектованном виде. Она сконструирована с учетом обеспечения высокой степени надежности и простоты эксплуатации.
Для ясности в описании технологической схемы рассматривается ситуация, когда адсорбер 2 работает в режиме очистки, а адсорбер 3 – в режиме регенерации. Затем адсорбер 2 переключается на регенерацию, а адсорбер 3 – на очистку.
Смесь воздуха с парами бензина, вытесняемая из котлов автоцистерн при наливе, проходит сборный бак конденсата 1, который позволяет избавить систему от сжиженных паров, а транспортные средства – от переполнения до начала адсорбционного цикла. Смесь паров бензина и воздуха поступает в нижнюю часть адсорбера 2, проходит снизу вверх слой угля и через выпускной клапан выбрасывается в атмосферу. При прохождении смеси через уголь пары бензина адсорбируются на нем, и концентрация паров на выходе из адсорбера снижается до 35 г/м3.
Циклы работы адсорберов управляются контрольным компьютером и дистанционно управляемыми клапанами. Режим очистки выдерживается 15 мин.
Регенерация адсорбента начинается прежде, чем уголь достигнет уровня насыщенности. Регенерация угля проводится в два этапа: десорбция углеводородов под вакуумом и последующая продувка угля атмосферным воздухом. На первом этапе удаляется большая часть углеводородов. Углеводородные пары откачиваются вакуумным насосом 11 в сепаратор 7. Концентрация углеводородов в этот момент составляет около 90 %. В качестве вакуумного насоса используется жидкоструйный насос кольцевого типа, для работы которого требуется уплотнительная жидкость (герметик). Уплотнительная жидкость представляет собой промышленный антифриз (на основе этиленгликоля), смешанный с водой. В течение последних 5 минут регенерационного цикла или при достижении остаточного давления 1 МПа производится продувка угля атмосферным воздухом, который «полирует» верхний слой угольного пласта.
|
|
|
Вместе с парами углеводородов в сепаратор 7 попадает и некоторое количество уплотнительной жидкости из вакуумного насоса. Сепаратор 7 разделен перегородкой – барьером на два отсека. Первый отсек является сборником этиленгликоля, откуда он насосом 10 через охладитель герметика 8 подается обратно в вакуум-насос 11. Холодильник 8 снимает с герметика перегрев от компрессии и конденсации.
Бензиновый конденсат с поверхности этиленгликоля перетекает через перегородку во второй отсек сепаратора 7, который является сборником бензина.
Не сконденсировавшиеся пары бензина в смеси с воздухом из сепаратора 7 попадают в колонну адсорбера 4 и смешиваются со свежим потоком бензина, который абсорбирует большее количество паров из смеси «бензин-воздух», после чего поток воздуха с небольшим количеством паров выходит через верх абсорбера и поступает в загрузочную линию адсорбера, работающего в режиме очистки. Свежий поток бензина подкачивается из резервуара с бензином 6 подкачивающим насосом бензина 9. Часть бензина поступает в верхнюю часть абсорбера 4, где используется как первичное средство абсорбции. Остальная часть поступает в охладитель герметика 8, где используется как средство теплообмена. После этого она поступает в нижнюю часть абсорбера 4 в качестве вторичного абсорбента. Оба абсорбента, содержащие восстановленный бензин, собираются в сепараторе 7. Вся собранная жидкость затем прокачивается откачивающим насосом 5 обратно в резервуар с бензином 6.
Таким образом, совершенствуя технологические процессы и используя методы улавливания и рекуперации углеводородов, можно резко снизить потери органических растворителей.
Диоксид углерода
Диоксид углерода наряду с кислородом является одним из основных веществ, участвующих практически во всех самых важных биологических, биосферных, технологических процессах. В настоящее время о диоксиде углерода во всем мире говорят в большей степени в связи с проблемой изменения климата из-за накопления в атмосфере парниковых газов. Наибольший вклад в России в общий объем парниковых газов вносят металлургическая (выплавка чугуна и стали) и химическая (производство аммиака и метанола) промышленности, а также предприятия топливно-энергетического комплекса (получение электроэнергии и пара на тепловых электростанциях).
Методы очистки газов от диоксида углерода можно разделить на следующие группы:
· Абсорбционные, основанные на достаточно большой раство-римости СО2 в полярных растворителях (вода, метанол);
· Хемосорбционные, основанные на химическом связывании СО2 при взаимодействии его с соединениями щелочного характера (щелочь, этаноламин, растворы карбонатов).
· Адсорбционные, основанные на адсорбции СО2 различными адсорбентами (например, цеолитами).
Для очистки технологических и дымовых газов от СО2 в промышленности используются в основном циклические абсорбционные процессы. Агрегат очистки большой единичной мощности мог быть создан лишь с использованием в качестве поглотителя эффективных хемосорбционных растворов, которые обладали бы большой ёмкостью и высокой скоростью поглощения СО2. В России наиболее широко распространён метод очистки синтез-газа от СО2 водными растворами моноэтаноламина (МЭА), что объясняется сравнительно невысокой стоимостью МЭА, а также рядом уникальных свойств такой очистки, среди которых главными являются высокая скорость процесса абсорбции СО2 и практически равное нулю равновесное давление СО2 над низко карбонизированными растворами. Этот метод нашел применение на заводах, производящих аммиак и метанол, на предприятиях нефтехимической, металлургической и пищевой промышленности, где приходится очищать от СО2 и H2S большие количества природного, коксового, колошникового и дымового газов.
Было установлено, что в процессе абсорбции протекают следующие три реакции:
2RNH2 +CO2 «RNH3RNHCOO,
RNH2+ СО2 «RNHCOO – + Н +,
RNHCOORNH3 + 2H2O + CO2 «2RNH3HCO3.
Для реализации процесса в промышленности были предложены в качестве контактного устройства ситчатые барботажные тарелки с переменным уровнем жидкости на ступени контакта фаз.
Десорбция СО2 в пар протекает в тарельчатом регенераторе при кипении раствора и её скорость определяется скоростью подвода тепла к жидкой фазе.

Принципиальная технологическая схема очистки газов от СО2 представлена на рис. 4.4.
Рис. 4.4. Схема очистки газа от диоксида углерода:
1 – абсорбер с высокослойными тарелками; 2 – холодильники;
3 – регенератор с теплообменниками; 4 – конденсатор для грязного СО2;
5 – конденсатор для чистого СО2; 6 – кипятильник
Оксиды серы
До последнего времени для улавливания диоксида серы применяли единственный метод - сооружение высоких дымовых труб. Такой способ позволяет снизить концентрацию диоксида серы в приземном слое на территории предприятий. Кроме того, вследствие окисления диоксида серы до триоксида с последующим растворением в воде и взаимодействия с аммиаком, находящимся а атмосфере, происходит самоочищение атмосферы от диоксида серы. Продолжительность его существования в атмосфере от 5 до 120 часов.
Однако из-за высокой подвижности атмосферы вредные вещества могут переноситься на значительные расстояния, выпадать с осадками на почву (кислые осадки, закисление почвы и водоемов), вызывать смог.
Поэтому в настоящее время применяются различные методы очистки от ходящих газов от диоксида серы: методы нейтрализации диоксида серы, каталитические методы окисления, адсорбционные методы с выделением диоксида серы из газового потока с последующей утилизацией.
Методы нейтрализации диоксида серы. Эти методы основаны на поглощении SO2 из газов растворами или суспензиями различных реагентов.
Известковый метод заключается во взаимодействии диоксида серы с известняком или известью.
СаСО3 + SO2 ® CaSO3 + CO2
СаО + SO2 ® CaSO3
2CaSO3 +O2 ® 2CaSO4
Преимущества метода - небольшие капитальные затраты, возможность использования технологического оборудования из некислотоупорных материалов, простота и надежность оборудования; образующийся шлам (влажный гипс) после соответствующей подготовки может использоваться в строительной промышленности. Степень очистки газа этим методом достигает 98 %.
Содовый метод по химизму близок к известковому; основан на поглощении диоксида серы раствором соды с образованием бисульфита и сульфита натрия, которые после выделения из водного раствора могут использоваться как отдельные реагенты.
Аммиачные методы основаны на взаимодействии диоксида серы с водными растворами сульфита аммония.
SO2 + (NH4)2SO3 +H2O ®2NH4HSO3
В зависимости от способа разложения бисульфита аммония различают несколько вариантов этого метода.
Аммиачно-сернокислый метод заключается в обработке бисульфита аммония серной кислотой.
2NH4HSO3 + H2SO4® 2(NH4)2SO4 + 2Н2О + SO2
Половину выделившегося диоксида серы направляют для производства серной кислоты, используемой непосредственно в процессе, а вторая половина может быть использована как товарный продукт: диоксид серы или серная кислота.
В аммиачно-автоклавном методе адсорбцию диоксида серы про-водят раствором сульфит-бисульфита аммония. Отработанный раствор в этом случае разлагают в автоклаве при температуре 150-160 °С и давлении 0,5-0,6 МПа с получением элементарной серы и сульфата аммония. При этом протекает реакция
2NH4HSO3 + (NH4)2SO3 ® 2(NH4)2SO4 + S + Н2О
Сульфат аммония и сера являются товарными продуктами и реагентами.
Аммиачно-циклический метод заключается в поглощении диоксида серы растворами сульфит-бисульфита аммония при низкой температуре и выделении его при нагревании. Степень очистки дымового газа составляет от 90 до 95 % при содержании в нем диоксида серы 0,4 %.
Магнезитовый метод основан на поглощении диоксида серы суспензией оксида магния:
MgO + SO2 + 6 Н2О ® MgSO3 + 6Н2О
или MgO + SO2 + ЗН2О ® MgSO3×3H2O
Образовавшиеся кристаллы сульфида магния отделяют от воды центрифугированием и обжигают во вращающихся печах с получением диоксида серы и оксида магния. Оксид магния возвращают в процесс, а диоксид серы направляют на переработку в серную кислоту.
Для предотвращения образования сульфата магния
2MgSO3 + О2 ® 2MgSO4
в суспензию добавляют ингибитор - парафенилендиамин.
Степень очистки отходящих газов изменяется от 87 до 98 % при повышении рН среды с 5 до 7,7. Остаточное содержание диоксида серы в газах, очищенных по магнезитовому методу, составляет 0,03-0,06 %.
Цинковый метод основан на поглощении диоксида серы суспензией оксида цинка.
ZnO + SO2 + 2,5H2O ® ZnSO3×2,5H2O
ZnO + 2SO2 +H2O ® Zn(HSO3)2
Кристаллы сульфита цинка отделяют фильтрованием или центрифугированием и разлагают при температуре 300-350 °С на воду, диоксид серы и оксид цинка. Оксид цинка возвращают в производство, диоксид серы используется как товарный продукт.
Каталитические методы окисления диоксида серы. В настоящее время в нашей стране внедрен на многих предприятиях «реверс-процесс» (разработка АО «Реверс-процесс», г. Новосибирск). Этот процесс каталитической очистки промышленных газов осуществляют, изменяя направление фильтрации очищаемого газа в слое катализатора через каждые 5-100 минут на противоположное. На катализаторе происходит превращение токсичных примесей в безвредные. Выделяющееся в ходе процесса тепло служит дня нагрева очищаемого газа, что обеспечивает автотермичность процесса. Периодический реверс газового потока позволяет создать в центре слоя катализатора высокотемпературную зону реакции (300-600 °С), а торцевым слоям инерта отводится роль регенераторов тепла.
Способ применяется для очистки газов от углеводородов, спиртов, растворителей и других органических примесей, оксидов серы и азота с эффективностью 95-98 %.
Процесс «реверс - SO2 в SO3» можно использовать для очистки отходящих газов в производстве серной кислоты, цветных металлов, сжигания серы, обжига колчедана, переработке сероводорода и т.д. Образующийся триоксид серы абсорбируется серной кислотой или олеумом с получением концентрированной серной кислоты (рис. 4.5).








Рис. 4.5. Принципиальная технологическая схема очистки
отходящих газов от оксида серы («реверс-процесс»):
1 – реактор 1-й стадии; 2 – реактор 2-й стадии; 3 – вентили;
4 – котел-утилизатор; 5, 6 – промежуточный и конечный абсорбер;
I – очищенный газ; II – пар
Датская фирма «Халдорф Топсе А/О» предлагает технологию каталитической десульфуризации промышленных и отходящих газов, содержащих окислы серы и сероводород с получением товарной серной кислоты. Эффективность очистки газов в процессе составляет не менее 95 % (рис. 4.6).



Рис. 4.6. Технологическая схема установки для очистки газов
от сернистых соединений:
1 – теплообменник; 2 – рекуператор; 3 – подогреватель; 4 – реактор;
5 – башенный аппарат для выделения серной кислоты (конденсатор-концентратор); 6 – теплообменник
Высокоэффективная очистка газов от сернистых соединений обеспечивается путем каталитической конверсии их в триоксид серы с последующим получением товарной концентрированной серной кислоты. Процесс протекает по следующим стадиям:
• каталитическое окисление сернистых компонентов
2H2S + ЗО2 ® 2Н2О + 2SO2
2SO2 + О2 ® 2SO3
• гидролиз триоксида серы
SО3 + Н2О ® H2SO4 (г)
• конденсация серной кислоты
H2SO4 (г) ® H2SO4 (ж)
Очищаемый газ последовательно подогревается в теплообменниках-рекуператорах 1 и 2 и подогревателе 3 до температуры ~ 420 °С и поступает в реактор 4, где осуществляется каталитическое окисление сернистых компонентов газа до триоксида серы. Выходящий из реактора 4 газ охлаждается в рекуператоре 2, и содержащийся в нем триоксид серы гидролизуется в газообразную серную кислоту. Если газ не содержит паров воды, в него добавляется пар, при этом температуру газа поддерживают значительно выше точки росы серной кислоты. Концентрированная серная кислота выделяется в башне 5, которая представляет собой конденсатор-концентратор. Очищаемый газ, содержащий серную кислоту, проходит по трубному пространству и охлаждается атмосферным воздухом или газом, поступающим на очистку, направляемым по межтрубному пространству. Серная кислота собирается на дне башни и через пластинчатый теплообменник-охладитель 6 откачивается в накопительную емкость. Концентрация полученной серной кислоты составляет 93-98 %.
Воздух, нагретый в башне 5, используется для подогрева газа, поступающего на очистку, в рекуператоре 1 и затем направляется на смешение с очищенным газом, отходящим на выброс в трубу.
Известен пиролюзитный метод окисления диоксида серы кислородом в жидкой фазе в присутствии катализатора на основе оксида марганца (пиролюзит). При этом Мn2+ окисляется до Мn3+ при наличии кислорода и одновременно окисляется SO2
4Мn2+ + ЗО2 ® 2Мn2О3
2SO2 + О2 ® 2SO3
Мn3+ окисляет диоксид серы, переходя снова в Мn2+
Мn2О3 + SO2 ® SO3 + 2MnO
Жидкостно контактный метод основан на окислении диоксида серы в жидкой фазе на поверхности катализатора, например, активного угля.
|
|
|
