 |


Циклограмма работы токарно-копировального станка
|
|
|
|
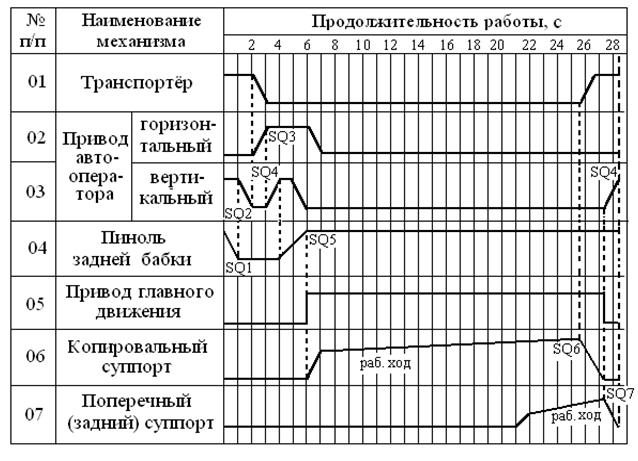
Совпадение оси центров заготовки и оси центров станка обеспечивается конечным выключателем SQ4. По команде от него включается механизм подвода пиноли задней бабки. В результате этого движения заготовка выдавливается из захвата автооператора и устанавливается на передний центр поводкового патрона. В конце хода пиноль воздействует на конечный выключатель SQ5, размножающий команды на включение электропривода главного движения (включается по релейной схеме – мгновенно) и копировального суппорта. На первом переходе в течение 0,31 мин,или 18,6 с, гидросуппорт совершает рабочий ход с ведущей продольной и следящей поперечной подачей. Когда резец начинает по истечении 0,26 мин, или 15,6 с, обтачивать ступень 11 вала (см. рис. 1.1, а), появляется возможность частично совместить второй переход с первым переходом. В конце рабочего хода гидросуппорта расположенный на станине станка конечный выключатель SQ6 даёт команду транспортёру на подвод к станку очередной заготовки. Оканчивается обработка размыканием контактов конечного выключателя SQ7, команда от которого передаётся вертикальному гидроцилиндру автооператора. Захват заготовки автооператором производится в нижнем положении гидроцилиндра, где находится конечный выключатель SQ4. Цикл обработки на станке завершён.
Циклограмма показывает, что суммарное время выполнения рабочих Т р.х. = 20,4 с и холостых Т х.х. = 8 сходов исполнительных механизмов, намеченное в табл. 1.1, выбрано правильно и, следовательно, его не нужно корректировать. Время цикла составило Т ц. = 28,4 с.
Контрольные вопросы
1. В построенной циклограмме найдите время холостых ходов, не совмещённое со временем осуществления рабочих ходов.
|
|
|
2. Как определяется время на совершение вспомогательных движений механизмов (холостых ходов)?
3. Назовите устройство или устройства, задающие последовательность подачи в систему управляющих команд.
4. В построенной циклограмме найдите отличающиеся друг от друга циклы работы механизмов.
5. Чему равно время срабатывания пневмо- или гидроцилиндров в соответственных системах управления станком?
Лабораторная работа №8
Составление схемы автоматизации станка, встроенного в АЛ
Комплексное рассмотрение вопросов автоматизации производственных процессов завершается построением схемы автоматизации станка, для которого в лабораторной работе №7 была составлена циклограмма. Ниже в качестве примера рассмотрено построение возможной схемы автоматизации токарно-копировального станка с рассмотренной в работе №7 циклограммой его работы. В действительности [11, 13] для автоматизации работы таких станков чаще применяют кулачковые системы управления с командоаппаратом или с распределительным валом. Намеренно, с познавательной точки зрения, в настоящей схеме использовано как можно большее число разнообразных гидравлических устройств, обеспечивающих автоматизацию рабочих циклов исполнительных (целевых) механизмов станка. При построении схемы автоматизации использованы условные обозначения ЕСКД, помещённые в прил. 8, где студентам предлагаются выдержки из государственных стандартов [12], наиболее распространённых при автоматизации элементов машин и механизмов. Наряду с элементами пневматических и гидравлических систем, рекомендуемых ГОСТ 2.781-68, в приложении приведены обозначения, разработанные экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС) и сохранившиеся в технической литературе недавних прошлых лет.
Цель работы. Приобрести навыки построения схемы автоматизации встроенного в автоматическую линию станка.
|
|
|
Оснащение. Технические паспорта автоматических станков, установленных в центре Emag и УПЦ «Машиностроитель».
Последовательность выполнения работы:
1. Наметить положение на станке автоматических механизмов, действующих в последовательности, заданной циклограммой.
2. Составить кинематические схемы механизмов.
3. Для определённого момента времени, заданного циклограммой, показать схему автоматизации станка с изображением управляющих устройств.
Получаемые результаты. Составление полной схемы автоматизации представляет собой сложную для студента задачу, поэтому в рамках отведённого на работу времени можно ограничиться составлением схемы автоматизации двух-трёх последовательно действующих исполнительных механизмов станка.
Содержание отчёта. Графическое изображение схемы автоматизации с описанием работы по примеру, приведённому ниже.
Пример выполнения работы. В начале автоматической линии на фрезерно-центровальном станке МР-77 расположено магазинное устройство для загрузки заготовок на одну из позиций многопозиционного барабана с гидравлическими самоцентрирующими тисками, оснащёнными призматическими губками. В этой же позиции происходит выгрузка заготовок из тисков в наклонный отводящий лоток с помощью поступательно движущегося выталкивателя. В двух других позициях производится одновременное фрезерование торцов вала и выполнение центровых отверстий. На выходе из лотка смонтирован отсекатель (механизм поштучной выдачи заготовок, не показанный на схеме), осуществляющий выдачу заготовок на транспортёр, который обслуживает два токарно-копировальных станка.
На рис. 8.1 изображена гидрокинематическая схема автоматизации токарно-копировального станка.
Подобные схемы всегда составляются для вполне определённого по времени положения исполнительных механизмов в станке. Настоящая схема показана в тот момент времени, когда совершается рабочий ход гидрокопировального суппорта. Силовые гидроцилиндры расставлены в намечаемое на станке положение.
Очищенное с помощью фильтра 1 масло подаётся из бака 2 в систему насосом 3 постоянной производительности. Постоянство давления в системе обеспечивает предохранительный клапан 4.
|
|
|

Р и с. 8.1. Гидрокинематическая схема токарно-копировального автомата
Отсекатель (на схеме не показан) пропускает заготовку 5, когда одна из двух приёмных призм 6, размещённых на транспортёре 7, установится напротив выходного лотка 8. Вторая призма в это время располагается со стороны задней опоры шпинделя соосно с линией центров токарного станка. Осевое положение заготовки на призме определяется жёстким неподвижным упором 9. Транспортёр доставляет заготовку на один из двух параллельно работающих токарно-копировальных станков 10 модели КТ-61У. Поступательное перемещение транспортёр получает от штока качающегося гидроцилиндра 01 через зубчатую реечную передачу 11. Подвод масла к гидроцилиндру производится по гибким шлангам. Гидроцилиндр включается в работу с помощью четырёхкромочного трёхпозиционного распределителя Г73-1 [12] с управлением от двух электромагнитов толкающего типа. В нейтральном положении распределитель работает на слив масла.
В конце хода продольного суппорта от конечного выключателя SQ 6 срабатывает реле и электромагнит ЭМ5, который переключает распределитель, в результате чего масло подаётся в штоковую полость гидроцилиндра и заготовка от лотка 8 перемещается к автооператору 12.
Загрузка и выгрузка заготовок с каждого станка осуществляются двумя синхронно работающими автооператорами. Автооператор имеет две степени свободы, т.е. перемещается от независимых гидроприводов 02 и 03 в двух взаимно перпендикулярных (горизонтальном и вертикальном) направлениях. При этом привод 02 является общим для автооператоров. Заготовка захватывается с обоих концов двумя парами губок. Схваты 13 от приводов 03 одновременно опускаются к заготовкам в тот момент, когдазавершена обработка одной из них, а другая в это время находится в позиции загрузки. Схват выполнен в виде пинцета и потому не требует специального привода. При движении вниз губки схвата, стянутые пружиной растяжения, расходятся и зажимают заготовку. Команду на движение в вертикальном направлении привод получает от конечного выключателя SQ 7, расположенного в конце рабочего хода поперечного суппорта 07. Замыкание контактов конечного выключателя SQ 7 приводит к срабатыванию реле, включённого в электрическую цепь электромагнита тянущего типа ЭМ6, управляющего положением четырёхкромочного двухпозиционного распределителя Г73-2 [12]. При этом масло подаётся в верхнюю полость, а из нижней полости оно вытесняется через напорный золотник 14 с обратным клапаном. Напорный золотник предотвращает самопроизвольное опускание поршня вертикального цилиндра. В крайнем нижнем положении схват, находящийся в зоне станка с уже взятой обработанной заготовкой, должен остановиться на время, в течение которого пиноль задней бабки 04 отойдёт в исходное положение.
|
|
|
Возврат пиноли происходит по команде от расположенного в конце рабочего хода штока поршня цилиндра 03 конечного выключателя SQ 4, контакты реле которого включают реле времени, обеспечивающее требуемую задержку, и катушку электромагнита ЭМ3 толкающего типа, управляющего четырёхкромочным двухпозиционным распределителем, подводящим масло в штоковую полость цилиндра 04.
Размыкание контактов реле времени служит сигналом к выводу заготовки из зоны обработки, другая заготовка одновременно снимается с призмы транспортёра. При этом обмотка катушки электромагнита ЭМ6 обесточивается, золотник пружиной возвращается в исходное положение, а масло через обратный клапан попадает в нижнюю полость цилиндра, обеспечивая его быстрый отвод. При достижении верхнего положения срабатывает конечный выключатель SQ 2, размножающий с помощью реле команды, одна из которых передаётся через обмотку электромагнита ЭМ1 и трёхпозиционный распределитель транспортёру, другая – через обмотку электромагнита ЭМ2 тянущего типа и двухпозиционный распределитель механизму горизонтального перемещения 02 автооператора (на схеме механизм изображён в исходном положении). Автооператор движется по двум горизонтальным направляющим скалкам 15.
При рабочем горизонтальном движении автооператора один схват перемещается вместе со взятой заготовкой от транспортёра к 1-му станку, одновременно другой схват перемещает обработанную на 1-м станке заготовку ко 2-му станку. Величина перемещения предполагается равной 450 мм [3], т.е. между станками предусматривается наличие промежуточной позиции для заготовки. В конце рабочего хода расположенный на штоке поршня упор 16 (показан в качестве примера) воздействует на конечный выключатель SQ3, размыкание контактов которого приводит к подаче тока в обмотку катушки электромагнита ЭМ6 и соответственно через распределитель к подаче масла в верхнюю полость цилиндра 03. Таким образом, командные сигналы в электромагнит ЭМ6 поступают попеременно и от конечного выключателя SQ 7, обеспечивающего подачу тока в катушку, и от конечного выключателя SQ 3, обеспечивающего обесточивание катушки. Один схват 13, опускаясь, обеспечивает загрузку освободившегося 1-го станка, второй схват 13 укладывает обработанную на 1-м станке заготовку в промежуточную позицию между станками. Когда удалённая со станка заготовка укладывается на призму в промежуточной позиции, то одна из губок, упираясь в призму, поворачивается вокруг оси, на которой она установлена, и схват освобождает выпавшую из него заготовку.
|
|
|
Как и ранее, воздействие на конечный выключатель SQ 3 приводит к задержке с помощью реле времени. Но повторное в течение цикла работы станка включение реле времени вызывает обесточивание обмотки электромагнита ЭМ3, при этом пружина возвращает золотник в исходное положение и масло подаётся в бесштоковую полость цилиндра 04 (данный момент времени зафиксирован на схеме).Осевым перемещением гидрофицированной пиноли задней бабки заготовка устанавливается на передний центр центробежного поводкового патрона. Рабочий ход пиноли должен произойти за то время, на которое настроено реле времени, поэтому предусмотрена регулировка скорости подвода пиноли с помощью дросселя, установленного на выходе масла из цилиндра. В конце рабочего хода пиноль нажимает на конечный выключатель SQ 5, который размножает команды, передаваемые приводам главного движения 05 и продольной подачи, а также электромагниту ЭМ4 тянущего типа, управляющему двухходовым распределителем.
Предполагается, что привод главного движения может включиться, например, с помощью электромагнитной фрикционной муфты, расположенной в коробке скоростей станка и передающей вращение шпинделю. Одновременно от механизма продольной подачи 17 включается ходовой вал 18 ведущей продольной подачи копировального суппорта 19. При вращении шпинделя автоматически производится зажим вала кулачками 20 центробежного поводкового патрона и передача заготовке крутящего момента.
Распределитель, управляемый электромагнитом ЭМ4, расположен на общей сливной магистрали. При рабочем ходе копировального суппорта он занимает положение, показанное на схеме, и обеспечивает подачу масла через отверстие в неподвижном штоке поршня в заднюю (по отношению к обрабатываемой заготовке) полость гидроцилиндра 06.
Цилиндрические поверхности вала обрабатываются за один проход одним резцом. Гидрокопировальный суппорт располагается под углом (чаще всего этот угол равен 45º) работает по схеме однокоординатного копирования с постоянной ведущей продольной подачей. Следящая подача от копира осуществляется в поперечном направлении. Масло от насоса поступает через неподвижный полый шток в переднюю полость подвижного цилиндра, а затем через дросселирующее отверстие в поршне в заднюю полость и далее – к следящему золотнику 21, щуп которого поджат к копиру 22 при помощи пружины. Если копир имеет подъём, то золотник смещается назад и масло из передней полости сливается в бак. Давление в ней падает и под влиянием давления в задней полости гидрокопировальный суппорт вместе с резцом смещается также назад. За счёт жёсткой обратной связи 23 вместе с суппортом в поперечном направлении перемещаются и цилиндр с резцедержателем, и корпус золотника. Если копир имеет уклон, то подпружиненный золотник перемещается вперёд и закрывает выход масла из передней полости. В этой полости устанавливается такое же давление, как и в задней полости. Но так как площадь цилиндра в передней полости больше, чем в задней, то гидросуппорт под влиянием разности усилий сдвигается вперёд, воспроизводя требуемый контур на обрабатываемой заготовке. Гидросуппорт остаётся неподвижным, когда золотник устанавливается в таком положении, что давление в передней полости, будучи ниже давления в задней полости, создаёт равные усилия в обеих полостях.
При такой однокоординатной копировальной схеме обработки обточка фасок, наружных канавок, торцов ступеней вала, перпендикулярных цилиндрическим поверхностям, производится набором резцов, установленных на отдельном (заднем) поперечном суппорте. Суппорт включается в работу с помощью гидроцилиндра 07 в тот момент времени, когда кулачок 24, закреплённый на копировальном суппорте 19, нажимает своим выступом на золотник трёхкромочного двухпозиционного (3/2) распределителя 25 с пружинным возвратом. Масло под давлением поступает к четырёхкромочному двухпозиционному (4/2) распределителю 26 с гидравлическим управлением и пружинным возвратом. Переключение распределителя приводит к подаче жидкости в бесштоковую полость гидроцилиндра 07. Сначала поперечный суппорт совершает быстрое перемещение. При этом из штоковой полости масло беспрепятственно вытекает, минуя регулятор 27, через распределитель 28 с гидравлическим управлением и пружинным возвратом. Затем кулачок 29, установленный на штоке, переключает золотник распределителя 30, аналогичного распределителю 25. Изменение положения золотника в распределителе 30 приводит к закрытию канала свободного слива жидкости, который теперь осуществляется через регулятор 27 типа Г55-2 [14]. Такой регулятор, состоящий из редукционного клапана и регулируемого дросселя, поддерживает постоянный расход масла независимо от характера нагрузки и обеспечивает требуемую рабочую подачу. Его применяют в механизмах станков, работающих при малых скоростях и переменных нагрузках. Регулятор позволяет поддерживать постоянный расход масла. В это время копировальный суппорт, завершив обработку, воздействует на конечный выключатель SQ 6. Этот момент описан выше. Возврат его в исходное положение осуществляется замедленно от механизма подачи станка. В конце рабочего хода поперечный суппорт нажимает на конечный выключатель SQ 7. Приблизительно в это же время встроенная в распределитель 25 пружина, а вслед за ней и пружина распределителя 26 возвращают и тот, и другой золотник в положение, показанное на схеме. Масло через обратный клапан 31 поступает в правую полость гидроцилиндра, обеспечивая быстрый отвод резцов поперечного суппорта от заготовки.
В то же самое время (см. циклограмму) замыкание контактов выключателя SQ 7 размножает команды. Одна команда приводит к обесточиванию обмотки электромагнита, управляющего, например, многодисковой фрикционной муфтой, в результате чего останавливается шпиндель станка и автоматически раскрепляется зажатая в поводковом патроне заготовка. Но она по-прежнему остаётся в центрах станка. Вторая команда передаётся на обмотку электромагнита ЭМ6. При этом два механизма 03 устремляются к заготовкам: механизм 1-го автооператора – к заготовке, расположенной на призме транспортёра; механизм 2-го автооператора – к заготовке, находящейся в центрах. В нижнем положении штоков цилиндров 03 срабатывает конечный выключатель SQ4 и реле времени (см. выше).
Цикл обработки заготовки в отведённое время Т ц завершён.
Контрольные вопросы
1. Назовите элементы пневмо- гидроаппаратуры, с помощью которых можно управлять скоростью перемещения исполнительного механизма как при прямом, так и при обратном ходе штока цилиндра.
2. Назовите элементы механических устройств, с помощью которых можно управлять скоростью перемещения исполнительного механизма как при его прямом, так и при обратном ходе.
3. Дайте формулировку распределителям потока, применённым в разработанной схеме автоматизации.
4. Обеспечивает ли механизм зажима требуемую схему базирования заготовки?
СПИСОК ЛИТЕРАТУРЫ
1. Альбом рабочих чертежей и заданий по технологии машиностроения: метод. указ. / Сост. В. Прилуцкий. – Самара: СамГТУ, 2000. – 120 с.: ил.
2. Дьячков В.Б. Специальные металлорежущие станки общемашиностроительного применения: Справочник / В.Б. Дьячков, Н.Ф. Кабатов, М.У. Носинов. – М.: Машиностроение, 1983. – 288 с.: ил.
3. Косилова А.Г. Справочник технолога по автоматическим линиям / А.Г. Косилова, А.Г. Лыков, О.М. Деев и др.; Под ред. А.Г. Косиловой. – М.: Машиностроение, 1982. – 320 с.: ил.
4. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т.3: Проектирование станочных систем / Под общ. ред. А.С. Проникова. – М.: Изд-во МГТУ им. Н.Э. Баумана; Изд-во МГТУ «Станкин», 2000. – 584 с. – ISBN 5-7028-0100-8, ISBN 5-7038-1490-1.
5. Обработка металлов резанием: Справочник технолога / А.А. Панов, В.В. Аникин, Н.Г. Бойм и др.; Под общ. ред. А.А. Панова. – М.: Машиностроение, 1988. – 736 с.: ил. – ISBN 5-217-00032-5.
6. Балабанов А.Н. Краткий справочник технолога-машиностроителя. – М.: Издательство стандартов, 1992. – 464 с.: ил.
7. Общемашиностроительные нормативы режимов резания: Справочник: В 2-х т.: Т. 1 / А.Д. Локтев, И.Ф. Гущин, В.А. Батуев и др. – М.: Машиностроение, 1991. – 640 с.: ил. – ISBN 5-217-01190-4.
8. Общемашиностроительные нормы вспомогательного времени и времени на обслуживание рабочего места на работы, выполняемые на металлорежущих станках (массовое производство). – М.: Экономика, 1988. – 366 с.
9. Автоматизация дискретного производства / Б.Е. Бонев, Г.Й. Бохачев, И.К. Бояджиев и др.; Под общ. ред. Е.И. Семенова, Л.И. Волчкевича. – М.: Машиностроение, 1987; София: Техника, 1987. – 376 с.: ил.
10. Расчеты экономической эффективности новой техники: Справочник / Под ред. И.В. Великанова. – Л.: Машиностроение, 1990. – 448 с.
11. Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов. – М.: Высш. шк., 1987. – 303 с.: ил.
12. ЕСКД. Обозначения условные графические в схемах: ГОСТ 2.770-68, ГОСТ 2.780-68 – ГОСТ 2.782-68. – М.: Издательство стандартов. – 80 с.
13. Металлорежущие станки / Н.С. Колев, Л.В. Красниченко, Н.С. Никулин. – М.: Машиностроение, 1980. – 500 с.: ил.
14. Богданович Л.Б. Гидравлические приводы в машинах: Схемы и конструкции. – М.-Киев: Машгиз, 1962. – 226 с.
ПРИЛОЖЕНИЯ
Приложение 1 [1]
 Таблица П1.1
Таблица П1.1
Минимальные расстояния А между осями отверстий d1 и d2
|
|
|
