 |


Организационные формы научно-технической подготовки производства
|
|
|
|
Форма организации и структура органов по подготовке и освоению нововведений определяется характером выпускаемой продукции, типом производства, периодичностью обновления ассортимента продукции. В свою очередь различают три организационные формы научно-технической подготовки производства:
- централизованная – при этой форме все работы выполняются в аппарате завода управления. Такая подготовка характерна для массового и крупносерийного пр-ва.
- децентрализованная – все работы ведутся соответствующими бюро производственных цехов. Характерна для единичного и мелкосерийного производства.
- смешанная подготовка – при этой форме конструкторская подготовка осуществляется отделом главного конструктора, а технологическая в цеховых бюро подготовки производства. Это наиболее распространенная форма.
На небольших предприятиях вся техническая подготовка сосредотачивается в едином техническом отделе.
Рассмотрим этапы научно-технической подготовки производства.
Конструкторская подготовка производства
Первая стадия - конструкторская подготовка производства. Она заключается в проектировании и освоении новой продукции (в основном на предприятиях машиностроения, приборостроения и легкой промышленности) и совершенствовании выпускаемой.
Она осуществляется в соответствии с Единой системой конструкторской документации (ЕСКД, ГОСТ 2.103 - 68), предусматривающей следующие этапы (стадии) разработки:
- техническое задание, определяющее назначение изделия (продукции), его технические характеристики, показатели качества, технологические, организационные и экономические условия производства, требования к конструкторской документации. Техническое задание составляет заказчик для организации-разработчика проекта. Разработчиками являются конструкторские бюро, научно-исследовательские институты, конструкторские отделы предприятий;
|
|
|
- техническое предложение, содержащее технико-экономическое обоснование целесообразности разработки изделия на основании анализа технического анализа заказчика и встречных вариантов проектно-технологических решений по изделию, всесторонней оценки всех возможных решений с учетом современного состояния проблемы. После согласования предложения с заказчиком и утверждении его в установленном порядке оно является основанием для разработки эскизного проекта;
- эскизный проект, состоит из графической части, представляющей собой совокупность конструкторских документов (чертежей), раскрывающие конструкторские решения с указанием параметров, габаритных размеров, дающих общее представление о новом изделии, и пояснительной записки с расчетами основных параметров изделия, описанием принципов его работы, эксплуатационных особенностей. На основании утвержденного вышестоящей организацией эскизного проекта разрабатывается технический проект;
- технический проект, так же, как и эскизный, состоит из графической части и пояснительной записки, содержащих окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия и его отдельных узлов и исходных данных для разработки рабочей документации. Указывается так же максимально возможный уровень унификации и применения стандартных сборочных единиц и деталей, приводятся результаты экспериментальных работ по повышению технологичности конструкции. Техническое проектирование часто сопровождается изготовлением макета изделия;
- рабочий проект. В нем содержатся рабочие чертежи на каждую деталь изделия (деталировка) с указанием марки материала, массы детали и других конструктивных данных. ЕСКД устанавливает следующие основные требования к выполнению рабочих чертежей:
|
|
|
- оптимальное применение стандартных и покупных изделий, освоенных ранее производством и соответствующих современному уровню техники;
- рациональное ограничение номенклатуры размеров, предельных отклонений конструктивных элементов, а также марок и сорта материалов и покрытий;
- достижение необходимой степени взаимозаменяемости деталей и узлов, наивыгоднейших способов изготовления и ремонта изделий, а также максимального удобства в эксплуатации. [4]
Рабочий проект сопровождается спецификацией, определяющей состав сборочной единицы, узла или комплекта и необходимой для комплектования конструкторских документов и планирования запуска в производство указанных изделий.
Проектирование новой продукции в массовом и серийном производстве заканчивается изготовлением опытных образцов и сдачей технической документации заказчику. В настоящее время все перечисленные стадии конструкторской подготовки используются при создании лишь принципиально новых либо особо ответственных видов продукции. В остальных случаях, как правило, применяется двухстадийное проектирование, при котором совмещаются разработка технического и рабочего проектов, а в ряде случаев опускается также стадия эскизного проектирования.
Обязательным условием конструкторской подготовки является соблюдение требований стандартизации и унификации. Стандарты устанавливают и регламентируют на определенный период прогрессивные требования, нормы, методы, правила, распространяемые на сами изделия, на факторы и условия, влияющие на их качество.
Конструктивная унификация представляет собой ограничение разнообразия изготовляемых типоразмеров деталей и узлов конструкций путем заимствования из ранее выпущенных конструкций. Унификация может проводится как в пределах одного завода, специализированного на выпуске определенной продукции, так и в масштабе всей отрасли в целом. [5]
При внутризаводской унификации одна из конструкций выбирается в качестве “базовой” модели, а затем путем присоединения к ней недостающих или, наоборот, изъятия из нее ненужных частей, узлов, деталей создается ряд производных моделей. В этом случае резко сокращается число оригинальных деталей за счет увеличения унифицированных и ранее освоенных производством. Таким путем осуществляется конструктивная преемственность изделий, формируются их конструктивные ряды. Уровень стандартизации и унификации определяется системой коэффициентов: унификации (Ку), повторяемости (Кповт), конструктивной преемственности (Кпр), стандартизации (Кст). Так, для изделия, имеющего следующее распределение деталей (таблица 1.1), коэффициенты будут равны:
|
|
|
Ку=(730+492):1239=0.98; Кповт=2075:1239=1.68 (2)
Кпр=1239:2075=0.59; Кст=823:2075=0.4 (3)
Таблица 1.1 – Распределение деталей
| Распределение деталей по группам | Количество | Наименований деталей |
| Стандартизированные | 823 | 492 |
| Заимствованные | 1232 | 730 |
| Оригинальные | 20 | 17 |
| Итого | 2075 | 1239 |
Необходимым условием начала производства проектируемой продукции является определение ее экономической эффективности путем сопоставления эффекта и затрат ранее производимого продукта с новым.
Технологическая подготовка производства
Следующей стадией технической подготовки является технологическая подготовка производства. Именно она обеспечивает полную готовность предприятия к выпуску новой продукции с заданным качеством, что, как правило, может быть реализовано на технологическом оборудовании, имеющем высокий технический уровень, обеспечивающий минимальные трудовые и материальные затраты. Технологическая подготовка производства осуществляется в соответствии с требованиями стандартов Единой системы технологической подготовки производства (ЕСТПП, ГОСТ 14.001-73) и предусматривает решение следующих задач:
- обеспечение высокой технологичности конструкций, что достигается тщательным анализом технологии изготовления каждой детали и технико-экономической оценкой возможных вариантов изготовления;
- проектирование технологических процессов, включающее разработку процессов традиционной (основной для данного типа производства) обработки, а также программ для станков с числовым программным управлением, индивидуальных технологических процессов, разработку технических заданий на спецостнастку и специальное технологическое оборудование (проектирование средств технологического оснащения проводится в порядке, принятой для конструкторской подготовки производства);
|
|
|
- структурный анализ изделия и на его основе составление межцеховых технологических маршрутов обработки деталей и сборки изделий;
- технологическую оценку возможностей цехов, основанную на расчете производственных мощностей, пропускной способности и т.д.
- разработку технологических нормативов трудоемкости, норм расхода материалов, режимов работы оборудования;
- изготовление средств технологического оснащения;
-отладку технологического комплекса (производится на установочной серии изделий) - технологического процесса, оснастки и оборудования;
-разработку форм и методов организации производственного процесса;
-разработку методов технического контроля.
Технологичность конструкции оценивается количественно посредством системы характеристик, включающей показатели трудоемкости изготовления, удельной материалоемкости, технологической себестоимости, коэффициентов использования материалов, применения типовых технологических процессов, стандартизации, унификации.
Высокая технологичность способствует снижению производственных затрат и по этому служит критерием экономически более выгодного технологического варианта. Такой выбор производится при совместном решении двух уравнений:
Cт1=с1N+V1; (4)
Cт2=c2N+V2, (5)
Они отражают, соответственно, технологические себестоимости Cт1 и Ст2 двух вариантов изготовления. В результате определяется критический объем производства:
Nкр=(с2-с1)/V1-V2, (6)
служащий границей экономической целесообразности их применения. При этом с1,с2,V1,V2 соответственно условно-постоянные и переменные расходы в структуре себестоимости вариантов, N - объем выпуска. При объеме производства меньшем чем Nкр, будет выгоден вариант 1, при выпуске, большем Nкр - вариант 2. Например, при возможности изготовления деталей на токарном станке или автомате сравнивают соответствующие затраты (таблица 1.2)
Таблица 1.2 - Показатели производительности оборудования
| Затраты | Размерность | Станок | Автомат |
| Заработная плата станочника | коп/шт | 10 | 2 |
| Стоимость эксплуатации ст. | коп/шт | 1 | 3 |
| Стоимость эксплуатации инструмента | коп/шт | 1 | 1 |
| Амортизация станка | руб./год | 2 | - |
| Средняя стоимость наладки | руб./год | 5 | - |
| Стоимость эксплуатации спецостнастки | руб./год | 6 | - |
|
|
|
Подставляя данные таблицы в формулу, получим, что:
Nкр=((3+10+6)-(2+5)/(10+1+1)-(2+3+1))*100=200 дет.
Следовательно, при этом или большем значении Nкр целесообразно применять токарный автомат. Указанный метод расчета пригоден, когда оцениваются технологические процессы (на уровне участка, цеха), не требующие сколько-нибудь значительных капитальных затрат. В случаях, связанных с внедрением технологических процессов, требующих существенных капиталовложений, выбор экономически наиболее выгодного варианта производится по методу приведенных затрат.
Для повышения эффективности технологической подготовки производства большое значение имеют типизация и нормализация элементов технологии. Типизация технологических процессов строится на основе технологических рядов. В такой ряд включаются детали, конфигурация и основные параметры которых позволяют вести их изготовление или обработку по одному общему технологическому маршруту. Типизации предшествует разработка конструктивно-технологической классификации, при которой детали предварительно группируются в классы по признаку служебного назначения. Дальнейшее разделение на группы (например, по признаку общности материала и способа его обработки) и подгруппы (например, по размерам деталей) приводит к максимальной унификации, позволяющей осуществить принцип групповой обработки, который основывается на конструктивно-технологическом сходстве деталей с последующим выбором из них комплексной детали, имеющей все поверхности обработки, встречающиеся в деталях данной группы. Это позволяет создать для такой детали специальное приспособление со сменными наладками и с его помощью обработать на одной настройке станка все детали данной группы. Технологические нормали разрабатываются применительно к типовым геометрическим элементам конструкций, например, на радиусы закруглений, припуски, допуски, конусность, на состав шихты, на режимы обработки и пр.
Типизация, нормализация, технологическая унификация дают особенно большой эффект, если проводятся на уровне стандартов предприятий, отраслей производства. Для обеспечения высокого организационно-технического уровня производства и качества выпускаемой продукции большую роль играет строгое соблюдение технологической дисциплины, т.е. точного выполнения разработанного и внедренного на всех операциях, участках и стадиях производства продукции технологического процесса. [6]
Организационно-экономическая подготовка производства к выпуску новой продукции
Проектно-конструкторская и технологическая подготовка производства реализуется на стадии организационно-экономической.
Организационно-экономическая подготовка(ОЭПП) производства представляет собой комплекс мероприятий по обеспечению процесса производства новых изделий всем необходимым, а также по организации и планированию технической подготовки производства.
Первое направление предусматривает в соответствий с технологическим процессом определение потребности предприятия в дополнительном оборудовании, рабочих кадрах, материальных и топливно-энергических ресурсах; непосредственное обеспечение производства новой продукции нужным оборудованием, инструментами, приспособлениями; перестройку производственной, а при необходимости и организационной структуры, информационной системы; осуществление подготовки, переподготовки и повышения квалификации кадров, оформление договорных отношений с поставщиками и потребителями. [9]
На этой стадии решаются вопросы специализации и кооперирования цехов, проектируется организация обслуживания рабочих мест, организация ремонтного, инструментального, энергетического, транспортного и складского хозяйств, рассчитываются необходимые материальные, трудовые, финансовые, календарно-плановые нормативы, разрабатывается соответствующая технологическому процессу и типу производства система оперативно-производственного планирования и управления производством, а также система оплаты труда работников предприятия.
На этой стадии разрабатываются плановые калькуляции и цены на новую продукцию, определяется ее экономическая эффективность.
Второе направление ОЭПП осуществляется на основе перспективного и годового планов научно-исследовательских и опытно-конструкторских работ (НИОКР) и внедрения достижений науки и техники в производство. В этих планах предусмотрены:
- задания по важнейшим научно-исследовательским и опытным работам;
- задания по разработке и изготовлению образцов новых изделий;
- задания по механизации и автоматизации производственных процессов и внедрению передовой технологии;
- производство новых видов продукции (первые промышленные серии);
- перечень продукции, снимаемой с производства;
- расчет потребности в материалах, оборудовании, аппаратуре и приборах для проведения данных работ;
- задания по разработке и внедрению изобретений, рационализаторских предложений и т. п.
По этим разделам плана приводятся перечень мероприятий, исполнители, источники и размеры финансирования, сроки выполнения с разбивкой по этапам, расчет экономической эффективности.
Формирование проекта этого плана осуществляют отделы главного конструктора, технолога и металлурга. Цехи и отделы предприятия подают заявки на разработку тем в центральные заводские лаборатории. Собранные заявки обсуждаются, и для включения в план отбираются темы, которые связываются со стратегическими задачами технического развития предприятия и соответствуют выполнению плана внедрения и освоения новой продукции. Одновременно рассматриваются предложения о научном содружестве с другими научными и проектными организациями. [7]
Отдел (бюро) планирования технической подготовки производства планирует работы как основных служб технической подготовки (ОГК, ОГТ), так и служб предприятия, участвующих в подготовке производства (главного механика, главного энергетика, службы материально-технического снабжения и др.).
В функции отдела (бюро) планирования ТПП входят:
- составление перспективных планов подготовки производства новых изделий;
- разработка генеральных планов-графиков подготовки производства по каждому объекту;
- обобщение мероприятий по предприятию, необходимых для выполнения в срок графиков подготовки производства;
- проверка планов и графиков, составляемых техническими службами предприятия;
- планирование работ по подготовке текущего производства, связанных с внесением изменений в конструкцию и технологию действующего производства;
- учет выполнения подготовки производства по отделам и службам;
- контроль и оперативное регулирование работ, производимых в отделах и службах предприятия;
- систематизация учетных и опытных данных и разработка нормативов по подготовке производства;
- составление отчетных материалов о состоянии и ходе работ по подготовке производства новых изделий.
Отдел (бюро) планирования ТПП находится в непосредственном подчинении главному инженеру предприятия или его заместителю.
В перспективном плане указываются этапы выполнения конструкторских, технологических и других работ, связанных с организацией серийного производства новых изделий, продолжительность работ и сроки их окончания исходя из стратегических целей предприятия. На основе перспективного плана составляются генеральные (сводные) планы-графики подготовки производства на каждое новое изделие. Генеральный план-график составляется после окончания технического проекта, начиная со стадии разработки рабочих чертежей изделия, что обеспечивает большую степень точности всех расчетов и определения сроков. [6]
Планирование процесса технической подготовки производства
Планирование технической подготовки производства состоит в распределении, координации и контроле работ: во времени - по стадиям и этапам, по содержанию и объемам - между органами технической подготовки. Планирование производится в соответствии с заданиями годового и перспективного планов развития предприятия. Важнейшей задачей планирования является ускорение технической подготовки и обеспечение производства технической документацией и технологическим оснащением к началу запуска изделия. Основой для расчета плана подготовки как во времени, так и по объему являются заводские и отраслевые нормативы трудоемкости, позволяющие делать укрупненные расчеты при конструировании изделий или разработке новой продукции. [7]
Трудоемкость, длительность и стоимость технической подготовки производства могут быть определены на основе установленных корреляционных зависимостей по таким факторам, как количество деталей и узлов в конструкции, категория сложности изделия, новизна конструкции, степень унификации, среднее количество операций на одну деталь, коэффициент оснащенности, степень механизации и автоматизации. После определения длительности всех этапов технической подготовки составляется календарный план ее осуществления - в форме ленточного, линейного или сетевого графика. В целях ускорения подготовки она должна планироваться с возможно высокой степенью параллельности. Наибольшее распространение на практике получили графики линейного типа, в особенности при небольшом объеме проектируемых работ и краткосрочности этапов их осуществления. Связано это с простотой и удобством их графического построения, наглядностью изображаемых процессов. При освоении сложных объектов современной техники планирование и управление разработками выполняется при помощи методов сетевого планирования и управления (СПУ). Эти методы позволяют оптимизировать процесс создания новой продукции как по времени, так и по стоимости. СПУ основано на графическом изображении определенного комплекса работ, отражающем их логическую последовательность, взаимосвязь и длительность, с оптимизацией разработанного графика при помощи методов прикладной математики и вычислительной техники и его использования для текущего руководства этими работами.
Модель планируемого процесса изображается в виде ориентированного графа, называемого сетевым или просто сетью. Граф состоит из работ и событий. Работой называется тот или иной процесс (например, изготовление опытного образца продукции), а событием - момент завершения работы, в данном случае момент готовности образца, после которого должна начаться следующая работа (например, его испытание и доводка). На рисунке 1.2 изображен пример сетевого графика. События обозначены кружками, работы - стрелками. Длина стрелки графически не выражает продолжительности выполнения работы, она обозначается числом дней или недель и наносится над стрелкой. Полный путь в сетевом графике - это любая непрерывная последовательность взаимозаменяемых событий и работ, ведущая от события (0), исходного для всего графика, к завершающему, последнему событию сетевого графика(17). Кроме полных путей (а их несколько), следует различать: путь от исходного события до какого-либо промежуточного события, например (5); путь, соединяющий данное промежуточное событие (5) с завершающим (17); путь между двумя событиями, из которых ни одно не является исходным или завершающим.
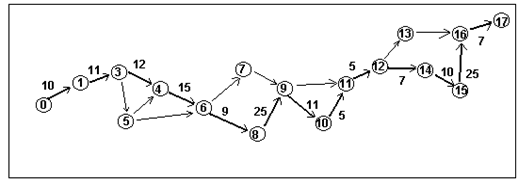
Рисунок 1.2 - Сетевой график
Среди этих путей особое значение имеет критический путь - последовательность работ от исходного до завершающего события, требующая наибольшего времени для их выполнения. Критический путь обозначен жирными стрелками. Продолжительность работ, лежащих на критическом пути, определяет общий цикл завершения всего комплекса работ, планируемых при помощи сетевого графика. Уменьшение длительности критического пути является основной задачей оптимизации планирования. Термин “событие” применяется в СПУ в смысле вероятного и зависимого события, наступление которого может меняться от 1 до 0. Термин “работа” и его графическое изображение в виде линии употребляются в более широком понимании: как действие, требующее затрат времени, время ожидания (например, при испытаниях опытного образца) и, наконец, как логическая связь между событиями (фиктивная работа). Ожидаемое время выполнения работы tож выводится из сравнения трех оценок: оптимистической tmin, пессимистической tmax, вероятной tв. Оно определяется либо экспертным путем, либо берется из статистических данных по аналоговым проектам. Оптимистическая оценка предполагает наличие самых благоприятных условий для ее выполнения, а пессимистическая - самых неблагоприятных. Наиболее вероятное время берется как наиболее часто встречающееся в данной статистической совокупности:
tож = (tmin + 4tв + tmax)/6. (8)
Возможность выяснить разницу между продолжительностью критического пути и продолжительностью любого другого пути позволяет вскрывать резервы времени технической подготовки, что является огромным преимуществом СПУ по сравнению с линейным графиком. Кроме того, СПУ позволяет соотносить любые промежуточные работы и события, указанные во времени с основными этапами. Так, из сетевого графика видно, что помимо работ 3-4 и 4-6 к моменту завершения события 6 требуется определить работы 3-5 (размножение и выпуск рабочих чертежей и технической документации), 5-4 (составление технического задания на проектирование технологической оснастки), 5-6 (технологический контроль чертежей). Расчеты в СПУ значительно увеличиваются в связи с необходимостью обычных частых пересоставлений графиков, так как некоторые работы выполняются досрочно, а часть работ запаздывает. Поэтому для успешного применения СПУ необходимо расчеты производить на ЭВМ с графопостроителем. Это обеспечивает быстрое производство расчетов не только по временным параметрам, но и в денежном выражении по затратам. Для СПУ необходимо накопление большого статистического материала, требуется труд высококвалифицированных специалистов. Несмотря на это, эффективность СПУ велика, особенно для таких работ, как проектирование новых видов техники, основанных на новых научных принципах, изготовление и монтаж наиболее сложных видов технологического оборудования, капитальное строительство сложных объектов, комплексные работы, выполняемые многими предприятиями различных отраслей.
Сроки технической подготовки производства могут быть значительно сокращены, если механизировать и автоматизировать трудоемкие вычислительные, графические, поисковые, документационно-множительные и другие работы, характерные для большинства этапов конструкторской и технологической подготовке производства.
Эффективность и степень автоматизации и механизации работ определяются их характером и содержанием. Так, процесс непосредственного изготовления проектно-конструкторских и технологических документов занимает до половины рабочего времени специалистов. Поэтому широкое использование относительно простых средств и методов, таких, как черчение на масштабно-координатной бумаге с прозрачной основой, использование прозрачных темплетов, аппликаций для формирования чертежа, модельно-макетного проектирования, фотомонтажа документов, чертежей-заготовок типового представителя способствует последовательному сокращению трудоемкости этих работ. Но главным направлением здесь является автоматизация. В настоящее время широко используются компьютерные системы автоматизированного проектирования. Другим существенным направлением механизации и автоматизации технической подготовки является использование автоматизированных информационно-поисковых систем (ИПС). Конструктор, приступая к новой разработке, изучает, пользуясь фондом, накопленным в ИПС, наиболее современные элементы конструкций, принципы действия, патенты, стандарты, тем самым значительно сокращая длительность этапов проектирования и обеспечивая современные и перспективные требования к конструкции. При технологическом проектировании ИПС представляет материалы для решения задач: классификации деталей, технологических процессов, группировки деталей применительно к действующим унифицированным технологическим процессам. На основе информации производятся расчеты размеров поверхности обработки, расхода материалов, составляется их спецификация, определяется последовательность технологических маршрутов, перечень технологического оборудования.
Наибольший эффект от механизации и автоматизации технической подготовки производства достигается объединением САПР, автоматизированной системы технологической подготовки производства (АСТПП), автоматизированной системы управления технологическими процессами (АСУТП) в рамках автоматизированной системы управления производством (АСУП). В этом случае обеспечивается ускорение и повышение технического уровня конструкторских и технологических разработок, выбираются оптимальный технологический процесс, рациональное использование производственных мощностей, материальных и трудовых ресурсов, повышения качества продукции и всей хозяйственно-экономической работы. [19]
Но разработать процесс производства и технологию - это еще не все. Для нормального функционирования линии нам необходимо обеспечить нормальное техническое обслуживание и снабжение всеми необходимыми комплектующими.
1.3 Методика выбора рационального варианта технологического процесса
При проектировании технологического процесса могут разрабатываться несколько вариантов изготовления продукции. Наиболее эффективным является тот, при котором обеспечивается минимальные затраты на производство продукции. Это можно выразить следующей формулой:
 , (9)
, (9)
где Sij – себестоимость i-го вида продукции по j-му варианту;
xij – искомая величина, т.е. кол-во i-го вида изделий, которое нужно изготовить по j-му варианту.
На практике внедрение данного метода затруднено по причине большой трудоемкости разработки нескольких вариантов технологического процесса, установления норм времени и расчета затрат на обработку каждой детали операции.
Наиболее рациональный вариант на практике определяется двумя способами:
- на основе определения критического объема производства, служащего границей экономической целесообразности сравниваемых вариантов;
- по минимуму затрат, приходящихся на один машино-час работы оборудования. [7]
Рассмотрим первый способ.
При первом способе определяется технологическая себестоимость по сравниваемым вариантам, на основании которых и определяется тот годовой объем производства, который определяет границы экономически целесообразного варианта.
Под технологическойсебестоимостью понимается сумма издержек производства по тем статьям, по которым они различны для сопоставляемых вариантов. В этом случае все затраты, которые учитываются в технологической себестоимости, можно представить как сумму условно-постоянных и условно-переменных затрат:
Sm= Sv × N + Sc, ( 10 )
где Sv – затраты условно-переменные, зависящие от объема производства;
N – объем производимой продукции;
Sc – условно-постоянные затраты, независящие от объема производства.
Разделим каждую составляющую на N (объем производимой продукции). Так мы найдем связь между условно-переменными затратами и затратами на единицу продукции:
 , (11)
, (11)
 , (12)
, (12)
Таким образом, если N→∞, то Sед→ Sv.
Возьмем два условных варианта производства. Пусть по первому варианту затраты равны:
S1= Sv1 × N + Sc1. (13)
По второму варианту:
S2= Sv2 × N + Sc2. (14)
Определим, при каком объеме производства данные затраты будут равновеликими (S1= S2):
Sv1×N + Sc1= Sv2×N + Sc2; (15)
 . (16)
. (16)
Объем производства, при котором затраты равновелики называют критическим. Это можно отобразить в графическом виде:
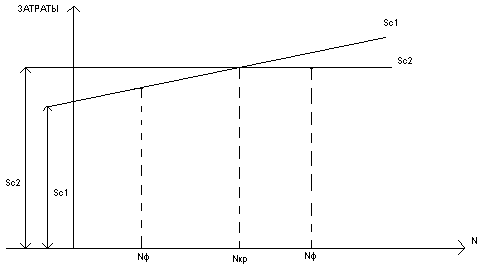
Рисунок 1.3 – Определение критического объема производства
С помощью графика можно сделать следующие выводы:
- если Nф > Nкр, то эффективным будет второй вариант;
- если Nф < Nкр, то эффективным будет первый вариант
Таким образом, определение критической точки устанавливает область наиболее целесообразного применения каждого из сопоставляемых вариантов, ограничиваемую определенными размерами пр-ва. [7]
Рассмотрим второй способ.
При данном способе рациональный вариант технологической подготовки определяется на основе сравнения себестоимости одного машино-часа работы, включающей все расчеты, связанные с эксплуатацией данного оборудования в течение одного часа работы.
При этом себестоимость одного Машино-часа работы рассчитывается следующим образом:
Sм-ч= За.об. + Зрем + Зэ + Зв.м. + За.зд(1+Кз), (17)
где За.об. – сумма расходов по амортизации оборудования, приходящегося на один час работы. Амортизационные отчисления, в свою очередь, рассчитываются:
 ; (18)
; (18)
где Зрем – затраты на проведение ремонтных работ и межремонтного обслуживания, приходящиеся на 1 машино-час работы;
Зэ – стоимость расходуемой силовой энергии;
Зв.м. – расходы на вспомогательные материалы;
За.зд(1+Кз) – расходы по амортизации здания, отнесенные к занимаемой машиной площади.
Кз – коэффициент, учитывающий расходы по содержанию, ремонту, отоплению и освещению здания по отношению к его амортизации.
Более рациональным считается тот вариант, где себестоимость машино-часа стремится к минимуму. [8]
Если при проектировании технологического процесса нужны инвестиции, то оптимальным будет вариант, который обеспечивает минимальные приведенные затраты:
(Ci + Eн Кi → min). (19)
Таким образом, мы видим, какой из предложенных вариантов будет рациональным. В данном случае при расчетах основным является принцип минимизации затрат, т.е. таким способом можно выяснить, при каком объеме производства продукции можно полностью окупить затраты, но не получить прибыль (критический объем), также можно рассчитать оптимальный объем производства, при котором можно получить определенную величину прибыли.
2. Обоснование выбора рационального варианта технологического процесса на производстве
|
|
|
