 |


Зачистка и выбивка отливок
|
|
|
|
Им. А.Д. Швецова»
Отчёт по производственной практике
ПМ.01. Подготовка и ведение технологических процессов плавки, литья
и производства отливок из чёрных и цветных металлов
Специальность 22.02.03.
« Литейное производство цветных и чёрных металлов»
Студента______________________________________________
Группа________________________________________________
Руководитель практики__________________________________
 Содержание
Содержание
1. График прохождения практики …............................................................3
2. Характеристика места работы ….............................................................4
3. Перечень выполняемых работ …............................................................ 5
4. Сущность метода литья данной отливки, особенности сплава и технологический процесс получения отливки …................................. 6
5. Схема расположения производственных участков ….......................... 13
6. Инструкция по технике безопасности на рабочем месте …............... 14
7. Индивидуальное задание........................................................................
8. Оценочный лист ….................................................................................
График прохождения практики
 |
 2. Характеристика места работы
2. Характеристика места работы
Предприятие - ОАО «СТАР»
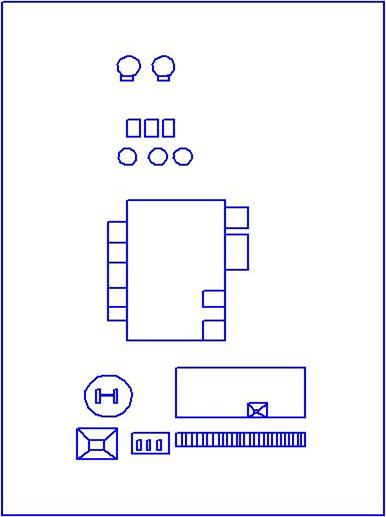
Рисунок 1 — Схема рабочего места
 |
- мое рабочее место
Перечень выполняемых работ
Таблица 1 — Перечень выполняемых работ
| Дата | Вид выполняемой работы (ежедневно) |
| 01.09.15-04.09.15 | Хамуты |
| 07.09.15 | Хамуты, Тигель |
| 08.09.15 | Сопла |
| 09.09.15 | Разгрузка песка |
| 09.10.15 | Притиры 60 |
| 12.10.15 | Притиры 50 |
| 13.10.15-16.10.15 | Хамуты |
| 19.10.15-23.10.15 | Напольная плита |
| 26.10.15-29.10.15 | Крышка на раздатку |
| 30.10.15 | ХНВ |
| 02.11.15-06.11.15 | Хамуты, Тигель |
| 09.11.15-11.11.15 | Тигель,Сопла |
| 12.11.15-13.11.15 | Напольная плита |
| 16.11.15 | «Восьмёрка» |
| 17.11.15-20.11.15 | Притиры 10 |
| 23.11.15 | Балванки 50 |
| 24.11.15 | Изложница |
| 25.11.15 | Плита для пресса |
| 26.11.15 | Железная дорога |
| 27.11.15 | Стержень на корпус |
| 28.11.15 | Корпус |
|
|
|
 Сущность метода литья отливки «Притиры». Особенности сплава и технологический процесс получения отливки
Сущность метода литья отливки «Притиры». Особенности сплава и технологический процесс получения отливки
«Притиры»
Сплав СЧ 15
Черновая масса 7-8кг
Чистовая масса 3-4 кг
Метод получения отливки — Разовая песчаная форма (РПФ)
Разовая песчаная форма заполняется расплавом под
действием гравитационных сил.
Сущность способа заключается в изготовлении отливок заливкой расплавленного металла в одноразовую песчаную форму, с последующим затвердеванием расплава, охлаждением отливки и извлечением её из полости.
Таблица 2 — Химический состав сплава СЧ 15, %
| Обозначение элемента | С | Si | Mn | S | P | Fe |
| Содержание в % | 3,5 — 3,7 | 2 - 2,4 | 0,5 — 0,8 | До 0,15 | До 0,2 | ~93 |
 |

Рисунок 2 – Литниковая чаша на 22 отверстия.
Технологический процесс
«Притиры», сплав СЧ 15
005 — приготовление формовочной смеси
010 — приготовление стержневой смеси
015 — формовка стержня
020 — сушка стержня
025 — отделка стержня
030 — контроль стержня
035 — изготовление форм
040 — сборка формы
045 — приготовление сплава
050 — заливка формы
055 — выбивка отливок
060 — удаление литниковой системы
065 — отчистка отливок от пригара
070 — визуальный контроль
075 — окончательный контроль
 |

Рисунок 3 – Расположение отливок в форме
Приготовление формовочной смеси
Сначала подготавливают песок, глину и другие исходные материалы. Песок сушат и просеивают. Глину сушат, размельчают, размалывают в шаровых мельницах или бегунах и просеивают.
Приготовление формовочной смеси включает несколько операций: перемешивание компонентов смеси, увлажнение и разрыхление.
Перемешивание осуществляется в смесителях — бегунах с вертикальными ли горизонтальными катками.
|
|
|
Готовую смесь разрыхляют в специальных устройствах и подают на формовку.
Приготовление стержневой смеси
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5 — 12 минут с последующим выстаиванием в бункерах.
015 Формовка стержня
Формовка стержня производится системой, состоящей из шарнирно состоящих рычагов, управляемых пневматическими цилиндрами.
Изготовление стержней обычно складывается из трех последовательно выполняемых операций: формовки сырого стержня, сушки, отделки и окраски сухого стержня. Если стержни изготовляют из нескольких отдельных частей, то их после сушки склеивают или скрепляют проволокой.
Сушка стержня
Процессы, происходящие при сушке, а также температура сушки зависят от типа связующих. Сушка мелких форм и стержней, в которых связующим служит глина, цемент, сопровождается удалением влаги из связующего. Для связующих глины, цемента температура сушки 300 — 400ºС.
Отделка стержня
Отделку стержня выполняют после извлечения его из стержневого ящика. Тщательно заделывают выявленные неплотности, подрывы, поврежденные при извлечении части, сквозные наколы. При необходимости отделываемые места слегка увлажняют. Стенки стержня должны быть прямыми. Стержень окрашивают и сушат.
Контроль стержня
Контролируют внешний вид и состояние поверхности стержневого ящика, крепление отъемных частей, наличие на его поверхности трещин, коробления.
|
Изготовление форм
Форма представляет собой точный рельеф с определенной модели, с помощью которого изготавливается требуемое число копий. Формы различаются в зависимости от материала, из которого изготовлена модель, и количества требуемых копий. Виды форм: гипсовые черновые (одноразовые), комбинированные, деревянные и металлические.
Сборка формы
Осуществляется наложением литьниковой чаши в спецальное углубление под него.
Приготовление сплава
Шихтой называется смесь основных и вспомогательных материалов, загружаемых в плавильную печь для получения сплава определенного химического состава. Для составления шихты необходимо знать химический состав сплава, который надо получить в отливке, состав исходных материалов, из которых будет составляться шихта, угар отдельных элементов и тип плавильной печи.(ИЧТ)
|
|
|
Заливка формы
Производится обычными средствами, принятыми для земляных форм в литейных цехах. В случае мелкого развеса чугунных отливок форм удобно производить из небольшого чайникового ковша. Заливка форм — равномерное заполнение литейной формы расплавленным металлом с определенной температурой и определенной скоростью.
Зачистка и выбивка отливок
Выбивка опок производится в ручную.
Отливки с литниковой системой направляют в обрубное отделение, где их обрубают. Зачистку отливок производят наждачными кругами. Для очистки мелких деталей широко применяют галтовочные барабаны.
|
|
|
