 |


Анализ и выбор схемы базирования
|
|
|
|
Курсовой проект по технологии машиностроения
Проектирование технологической оснастки
Работу выполнил:
студент гр.
Преподаватель:
Техническое задание
Спроектировать специальное приспособление для последовательной обработки трех отверстий Ø100Н7.
Вариант 7.
Ру = 800 Н.
М = 80 Н∙м.
Предварительно обработано отверстие Ø80Н7 и плоскости А и В.
приспособление деталь модель обработка
Введение
Приспособлениями в машиностроении называют вспомогательные устройства, используемые при механической обработке; сборке и контроле изделий. Приспособления, рабочие и контрольные инструменты вместе взятые называют технологической оснасткой, причем приспособления являются наиболее сложной и трудоемкой ее частью. Наиболее значительную их долю (80 – 90%) составляют станочные приспособления, применяемые для установки и закрепления обрабатываемых заготовок.
Данный курсовой проект посвящен проектированию специального приспособления для последовательной обработки трех отверстий Ø100Н7. Он включает в себя пояснительную записку и сборочный чертеж приспособления.
В пояснительной записке приведены необходимые расчеты для проектирования приспособления. В ней рассмотрены следующие вопросы: выбор схемы базирования; разработка установочных элементов; расчет сил, действующих на заготовку; расчет силы закрепления; расчет механизмов закрепления; вопросы точности приспособления; общие принципы конструирования. В качестве приложения в пояснительной записке приведена спецификация к сборочному чертежу.
Графическая часть проекта состоит из сборочного чертежа приспособления, определяющего его конструкцию.
|
|
|
Анализ и выбор схемы базирования
Прежде чем приступить к анализу вариантов схем базирования, выясним на основании эскиза детали размеры, характеризующие обрабатываемые поверхности, а также размеры, связывающие их с другими поверхностями и их точность [1].
В связи с тем, что оси обрабатываемых отверстий горизонтальны выберем в качестве оборудования сверлильный станок с горизонтальной осью вращения (возможно использование фрезерных станков с ЧПУ, обрабатывающих центров, имеющих возможность производить операцию сверления в горизонтальном направлении).
Точность диаметров отверстий (Ø100Н7) обеспечивается инструментом и станком. Точность расположения отверстий относительно боковых и нижней граней детали необходимо обеспечить базированием. Так как на эти размеры допуски не заданы, то берем допуски на них: ±IT14/2. Получаем. Размер от нижней грани: 120±0,435. Размеры от боковых граней: 105±0,435; 170±0,5.
Рассмотрим три возможные схемы базирования. Важнейшими принципами, которые следует соблюдать при выборе схемы базирования, являются принципы постоянства баз на основных операциях и принцип совмещения баз, который позволяет минимизировать погрешности базирования.
Рассмотрим первую схему базирования (рис. 1).
В этой схеме деталь базируется по трем плоскостям. Базирование по нижней грани отнимает три степени свободы (установочная база); базирование по задней стенке отнимает две степени свободы (направляющая база) и базирование по левой грани отнимает одну степень свободы (опорная база), в соответствии с правилом шести точек.
Достоинством этой схемы является то, что здесь совмещены технологическая и измерительная базы. Нижняя грань является технологической и измерительной базой. Задняя грань также является технологической и измерительной базой. Недостатком этой схемы базирования является то, что эти базовые поверхности еще не обработаны, кроме левой боковой поверхности.
|
|
|

Рис. 1
Рассмотрим вторую схему базирования (рис. 2).
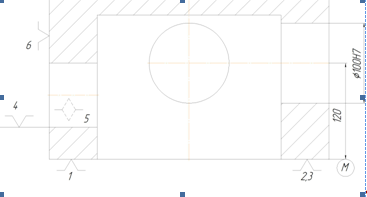
Рис. 2
Отличие второй схемы от первой заключается в том, что вместо необработанной базовой поверхности (задней стенки), мы берем обработанную базовую поверхность отверстия Ø80Н7.
Преимущество этой схемы базирования в замене необработанной базовой поверхности, обработанной базовой поверхностью. Недостаток в том, что отверстие Ø80Н7 никак не связано с отверстиями Ø100Н7, т.е. технологическая и измерительная базы не совпадают.
Рассмотрим третью схему базирования (рис. 3).
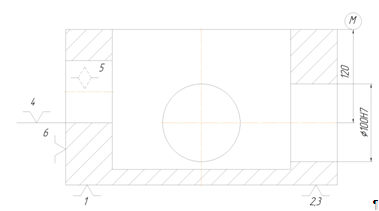
Рис. 3
В качестве установочной базы возьмем обработанную поверхность А, в качестве направляющей базы возьмем отверстие Ø80Н7, а в качестве опорной базы возьмем поверхность Б.
Достоинства этой схемы: в качестве баз используем предварительно обработанные поверхности. Недостаток: несовпадение технологических и измерительных баз. Окончательно выбираем третью схему.
|
|
|
