 |


29. Установка непрерывной разливки стали вертикального типа, характеристика.
|
|
|
|
29. Установка непрерывной разливки стали вертикального типа, характеристика.
См. Блок 2/ 28
30. Установка непрерывной разливки стали радиального типа, характеристика.
См. Блок 2/ 28
БЛОК №3
1. Установка непрерывной разливки стали горизонтального типа, характеристика.
Технологическая ось машин этого типа расположена горизонтально или наклонена на угол до 15-20° к горизонтали. Схема горизонтальной МНЛЗ приведена на рисунке 28.
Машина имеет следующие основные технологические узлы: металлоприемник 1 — емкость, футерованную огнеупорным кирпичом; металлопровод 2 — узел, подающий металл в кристаллизатор, состоящий из металлического корпуса и огнеупорного стакана из нитрида бора, карбида кремния и т. п.; кристаллизатор 3 — медный или комбинированный (медь—графит) холодильник, охлаждаемый водой; зону вторичного охлаждения 4 в виде рольгангов; тянущее устройство 5, обеспечивающее периодическое вытягивание слитка; устройство для резки слитка 6.

Рисунок 28 – Схема горизонтальной МНЛЗ (обозначении в тексте)
Сталь из разливочного ковша поступает (см. рисунок 28) в футерованный металлоприемник, жестко соединенный с кристаллизатором посредством огнеупорного стакана.
Зона вторичного охлаждения представляет собой рольганг с системой водяных форсунок. Далее расположен механизм периодического вытягивания слитка. Механизм перемещает слиток вперед на 20—50 мм, затем возвращается назад, после чего цикл повторяется; во время обратного движения механизма слиток остается неподвижным, либо несколько осаживается назад. Число циклов изменяется от 20 до 100 в минуту.
Периодическое вытягивание слитка заменяет качание кристаллизатора, используемое на вертикальных и криволинейных машинах для предотвращения зависания и разрывов корки слитка в кристаллизаторе. За механизмом вытягивания расположена газорезка и рольганг с приводными роликами. Горизонтальные МНЛЗ применяют для отливки сортовых слитков небольшого сечения толщиной менее 150—200 мм; скорость разливки достигает 4 м/мин. Основные преимущества горизонтальных машин — малая высота, меньшее количество и масса оборудования и, следовательно, меньшая стоимость их строительства.
|
|
|
2. Печь-ковш, назначение, характеристика.
Так отвечу
3. Вакууматоры, назначение, характеристика.



4. Классификация вакууматоров, принципы их работы.
См. Блок 3/ 3
5. Промежуточный ковш, назначение и конструкция.
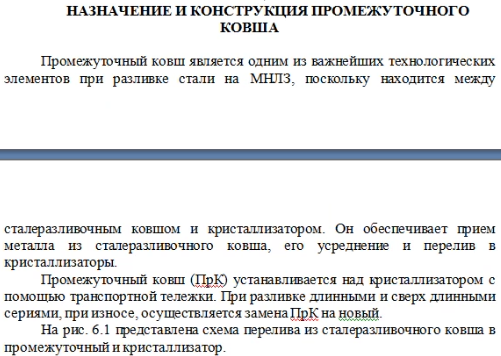
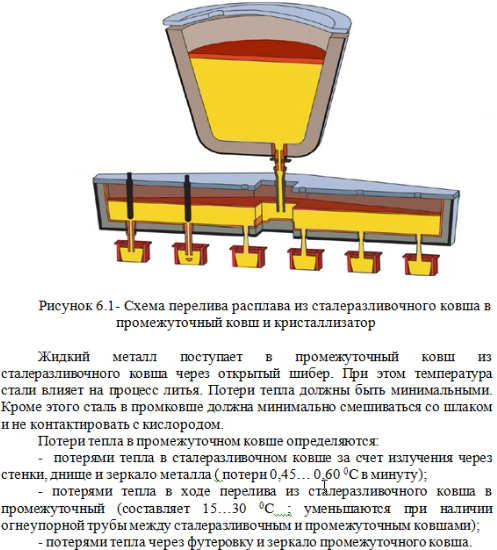



6. Схема соединения разливочного ковша, промежуточного и кристаллизатора, анализ.
См. Блок 3/ 5
7. Конструкция промежуточного ковша, Характеристика отдельных его элементов.
См. Блок 3/ 5
8. Устройство регулятора истечению металла промежуточного ковша.
См. Блок 3/ 5
9. Устройство для быстрой смены сталеразливочного ковша, характеристика.
Так отвечу
10. Устройство для быстрой смены стакана-дозатора промежуточного ковша в ходе разливки.
Поставленная задача решается тем, что в устройстве автоматической смены погружных стаканов и стаканов-дозаторов промежуточного ковша машины непрерывного литья заготовок упругие элементы установлены на оправках, которые взаимодействуют одним своим концом с плечом рычага, при этом упругие элементы вторым своим концом взаимодействуют с двумя шарнирно закрепленными балансирами, расположенными с двух противоположных сторон перемещаемого погружного стакана или стакана-дозатора вдоль линии его перемещения и выполненными с возможностью поворота в вертикальной плоскости.
|
|
|
Кроме этого:
- рычаг образует с вертикальной цапфой вращательную кинематическую пару, при этом, по крайней мере, одна из контактирующих поверхностей рычага или цапфы выполнена сферической.
- одно плечо рычага содержит рабочую поверхность сферической формы с заходными фасками для взаимодействия с фланцем погружного стакана или стакана-дозатора, а второе плечо содержит площадку для взаимодействия с упорной частью оправки.
- рычаг имеет Z-образную форму, симметричную относительно горизонтальной и вертикальной плоскостей.
- устройство автоматической смены погружных стаканов и стаканов-дозаторов содержит четное количество упругих элементов с каждой стороны стакана вдоль линии его перемещения, при этом упругие элементы располагаются на одинаковом расстоянии друг от друга и симметрично относительно центра вращения балансиров.
Устройство автоматической смены погружных стаканов и стаканов-дозаторов промежуточного ковша машины непрерывного литья заготовок содержит погружной стакан или стакан-дозатор 1, двуплечие рычаги первого рода 2, расположенные с двух противоположных сторон перемещаемого погружного стакана или стакана-дозатора 1 вдоль линии его перемещения, вертикальные цапфы 3, корпус 4, монтажную раму 5, ковшевой стакан 6 и упругие элементы 7, установленные одним своим концом на оправках 8, которые взаимодействуют с плечом рычага 2, при этом упругие элементы 7 вторым своим концом взаимодействуют с двумя шарнирно закрепленным балансирами 9, расположенными с двух противоположных сторон перемещаемого погружного стакана или стакана-дозатора 1 вдоль линии его перемещения и выполненными с возможностью поворота в вертикальной плоскости.
|
|
|
