 |


2.6 Проточка и шлифование. 2.7 Установка коленчатого вала для обработки мотылёвых шеек. 2.8 Проточка и шлифовка мотылёвых шеек
|
|
|
|
2. 6 Проточка и шлифование
Посадочных поясков
После выполнения центровки коленчатого вала для спремления оси необходима установка нескольких люнетов, однако шейки вала после эксплуатации имеют овальность и необходимо шлифование на них посадочных поясков под люнеты для устранения овальности. В противном случае вал будет[7] бить, и при обработке свободных шеек будет получаться копия шейки зажатой в люнете. Шлифование производится шлифовальными приспособлениями, установленными на суппорте. Используются мелкозернистые абразивные круги класса СМ и М, так как поверхность шеек подвергалась закалке ТВЧ. Обработка ведётся до устранения овальности. Выдерживать при этом какой-то размер не обязательно. Обработка поясков на шейках ведётся при малой частоте вращения коленчатого вала, чтобы деформации от центробежных сил не влияли на точность. После постановки люнетов производится спрямление оси по раскепам.
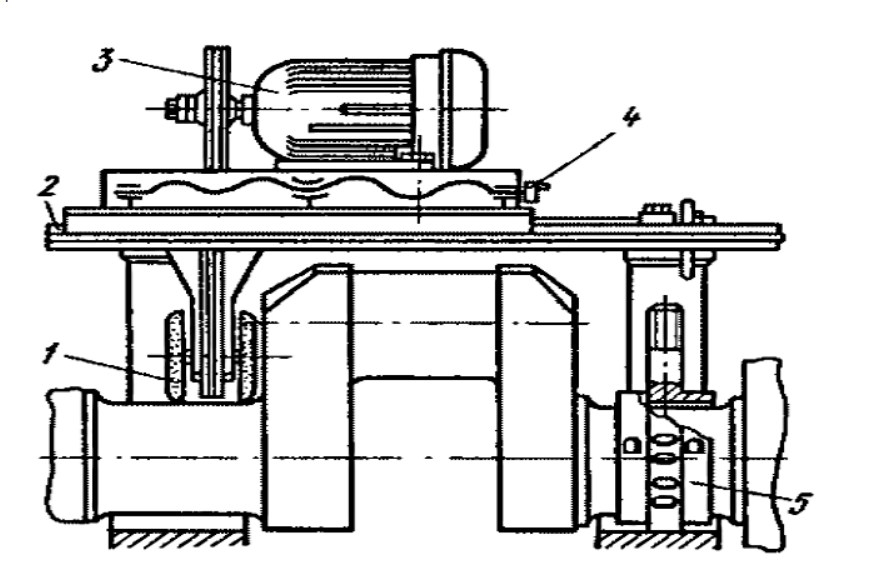
Рисунок 4. Приспособление для шлифовки коренных шеек коленчатого вала в подшипниках фундаментной рамы
Обработка свободных шеек
Шейки протачивают и шлифуют с последующей полировкой.
После проточки диаметры всех шеек должны быть одинаковыми.
Завершающая операция при ремонте рамовых шеек- полирование, которую осуществляют пастой ГОИ с помощью войлочных или феторовых кругов. Шейки вала полируют до шероховатости  =0, 16-0, 32 мкм.
=0, 16-0, 32 мкм.
Шлифовка остальных шеек
После обработки свободных шеек по одному переставляют люнеты и обрабатываются остальные шейки. При каждой перестановке люнетов проверяется прямолинейность оси вала путём замера раскепов.
2. 7 Установка коленчатого вала для обработки мотылёвых шеек
|
|
|
Проточка и шлифовка мотылёвых шеек с помощью центросместителей. К передней и задней бабкам станка крепят центросместители, в которые закрепляют вал, и установочными винтами перемещают до совпадения оси обрабатываемой мотылёвой шейки с осью вращения шпинделя станка. Чтобы исключить большой маховый момент, который может возникнуть при вращении из-за смещения центра тяжести вала от оси вращения, на планшайбе станка или на центросместителях укрепляют противовесы. Для устранения изгиба вала при обработке шеек устанавливают люнеты. После обработки мотылёвых шеек, расположенных на одной оси, выставляют и обрабатывают следующие мотылёвые шейки. [8]
2. 8 Проточка и шлифовка мотылёвых шеек
Наиболее эффективным методом ремонта мотылёвых шеек является их шлифование на специальных шлифовальных станках.
Типовая технология шлифования мотылёвых шеек состоит из следующих операций: Измерение диаметра шеек и определение их износа, назначение ремонтного размера, на которой должны обрабатываться все шейки; наладка станка на обработку данного данного вала; установка вала на станок и предварительное закрепление на центросместители; балансировка системы коленчатого вала; шлифование мотылёвой шейки на заданный диаметр; шлифование второй мотылёвой шейки на заданный ремонтный диаметр; снятие обработанного вала со станка. При шлифовании всех мотылёвых шеек на единый ремонтный диаметр обработку целесообразно начинать с наиболее изношенной шейки, так как припуск ее может оказаться недостаточным, чтобы уложиться в заданный ремонтный диаметр ближайшей градации.
2. 9 Заключительный контроль
После ремонта коленчатого вала, его устанавливают на проверочную плиту и производят следующие замеры: с начало производят внешний осмотр детали, затем производят ультразвуковую дефектоскопию для выявления наружных и внутренних дефектов, затем производят измерение раскепов и замер мотылёвых и рамовых шеек с помощью микрометрической скобы. Если все измерения не превышают допустимые значения, то ремонт проведён правильно. [9]
|
|
|
