 |


Исполнительные размеры калибров
|
|
|
|
Исполнительными называют предельные размеры калибра, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший предельный размер с положительным отклонением; для пробки и контрольного калибра - их наибольший предельный размер с отрицательным отклонением.
Наибольший размер проходного нового калибра:
пробки
ПР max = D min + Z + H/2 (16)
скобы
ПР max = d max - Z1 + H1/2 (17)
Наименьший размер проходного нового калибра:
пробки
ПР min = D min + Z - H/2 (18)
скобы
ПР min = d max - Z1 - H1/2 (19)
Наименьший размер изношенного проходного калибра-пробки:
ПР изн = D min - Y (20)
Наибольший размер изношенного проходного калибра-скобы:
ПР изн = d max + Y1 (21)
Наибольший размер непроходного нового калибра:
пробки
НЕ max = D max + H/2 (22)
скобы
НЕ max = d min + H1/2 (23)
Наименьший размер непроходного нового калибра:
пробки
НЕ min = D max - H/2 (24)
скобы
НЕ min = d min - H1/2 (25)
Размеры контрольных калибров:
К-ПР max = d max - Z1 + Hp/2 (26)
К-ПР min = d max - Z1 - Hp/2 (27)
К-НЕ max = d min + Hp/2 (28)
К-НЕ min = d min - Hp/2 (29)
К-И max = d max + Y1 + Hp/2 (30)
К-И min = d max + Y1 - Hp/2 (31)
Контрольный калибр К-И проверяет допустимую величину износа рабочей проходной скобы.
Пример выполнения расчетно-практической работы
Для гладкого цилиндрического соединения H6/d6 номинального диаметра D = 140 мм определить:
1. Предельные размеры.
2. Допуски.
3. Наибольший, наименьший и средний зазоры.
4. Допуск посадки.
5. Исполнительные размеры предельных калибров.
Расположение полей допусков изобразить графически.
6.1. Определение предельных размеров.
Посадка 140 H6/d6 является посадкой с зазором в системе отверстия. Поле допуска основного отверстия H6 для диаметра 140 мм определяется по табл.1.27 [ 1 ]:
|
|
|
ES = +0,025 мм;
EI = 0.
Поле допуска вала (6-й квалитет) для диаметра 140 мм определяется по табл.1.28 [ 1 ]:
es = -0,145 мм;
ei = -0,170 мм.
Предельные размеры отверстия определяются по формулам (1,2):
D max = D + ES = 140,000 + 0,025 = 140,025 (мм);
D min = D + EI = 140 + 0 = 140 (мм).
Предельные размеры вала определяются по формулам (3,4):
d max = d + es = 140,000 +(-0,145) = 139,855 (мм);
d min = d + ei = 140,000 +(-0,170) = 139,830 (мм).
6.2. Определение допусков.
Допуск диаметра отверстия определяется по формулам (5,6):
TD = D max - D min = 140,025 - 140,000 = 0,025 (мм);
Td = d max - d min = 139,855 - 139,830 = 0,025 (мм).
6.3. Определение наибольшего, наименьшего и среднего зазоров.
Наибольший зазор (7):
S max = D max - d min = 140,025 - 139,830 = 0,195 (мм).
Наименьший зазор (8):
S min = D min - d max = 140, 000 - 139,855 = 0,145 (мм).
Средний зазор (9):
S m = (S max + S min) / 2 = (0,145 + 0,195) / 2 = 0,170 (мм).
Для посадок с натягом рассчитываются наибольший, наименьший и средний натяги. Для переходных посадок – наибольший зазор и наибольший натяг.
6.4. Определение допуска посадки.
Допуск в посадке с зазором определяется по формуле (13):
TS = S max - S min = 0,195 - 0,145 = 0,050 (мм).
Полученный результат проверить (приложение 3).
Допуск натяга рассчитывается по формуле (14). В переходных посадках допуск посадки - сумма наибольшего натяга и наибольшего зазора, взятых по абсолютному значению.
Полученное значение TS проверить по таблице ответов (Приложение 3).
6.5. Определение исполнительных размеров предельных калибров.
6.5.1. Определение размеров калибров-пробок.
Для отверстия диаметра 140 мм с полем допуска H6 (6-й квалитет) определяем по ГОСТ 24853 -81 (приложение 2):
H = 5 мкм = 0,005 мм;
Z = 4 мкм = 0,004 мм;
Y = 3 мкм = 0,003 мм.
Наибольший размер проходного нового калибра-пробки (16):
ПР max = D min + Z + H/2 =140,000 + 0,004 + 0,005 / 2 = 140,0065 (мм).
Наименьший размер проходного нового калибра-пробки (18):
|
|
|
ПР min = D min + Z - H/2 = 140,000 + 0,004 - 0,005 / 2 = 140, 0015 (мм).
Наименьший размер изношенного проходного калибра-пробки (20):
ПР изн = D min - Y = 140,000 - 0,003 = 139,997 (мм).
Наибольший размер непроходного нового калибра-пробки (22):
НЕ max = D max + H/2 = 140,025 + 0,005 / 2 = 140,0275 (мм).
Наименьший размер непроходного нового калибра-пробки (24):
НЕ min = D max - H/2 = 140,025 - 0,005 / 2 = 140,0225 (мм).
6.5.2. Определение размеров калибров-скоб.
Для вала диаметром d = 140 мм с полем допуска d6 (6-й квалитет) определяем по ГОСТ 24853 -81 (приложение 2):
H1 = 8 мкм = 0,008 мм;
Z1 = 6 мкм = 0,006 мм;
Y1 = 4 мкм = 0,004 мм.
Hp = 3,5 мкм = 0,0035 мм.
Наибольший размер проходного нового калибра- скобы (17):
ПР max = d max - Z1 + H1/2 = 139,855 - 0,006 + 0,008 / 2 = 139,853 (мм).
Наименьший размер проходного нового калибра-скобы (19):
ПР min = d max - Z1 - H1/2 = 139,855 - 0,006 - 0,008 / 2 = 139,845 (мм).
Наибольший размер изношенного проходного калибра-скобы (21):
ПР изн = d max + Y1 = 139,855 + 0,004 = 139,859 (мм).
Наибольший размер непроходного нового калибра-скобы (23):
НЕ max = d min + H1/2 = 139,830 + 0,008 / 2 = 139,834 (мм).
Наименьший размер непроходного нового калибра-скобы (25):
НЕ min = d min - H1/2 = 139,830 - 0,008 / 2 = 139,826 (мм).
Размеры контрольных калибров (26-31):
К-ПР max = d max - Z1 + Hp/2 = 139,855 - 0,006 + 0,0035/2=139,85075(мм).
К-ПР min = d max - Z1 - Hp/2 = 139,855 - 0,006 - 0,0035/2 = 139,84725(мм).
К-НЕ max = d min + Hp/2 = 139,830 + 0,0035/2 = 139,83175(мм).
К-НЕ min = d min - Hp/2 = 139,830 - 0,0035/2 = 139,82825(мм).
К-И max = d max + Y1 + Hp/2 = 139,855 + 0,004 + 0,0035/2 = 139,86075(мм).
К-И min = d max + Y1 - Hp/2 = 139,855 + 0,004 - 0,0035/2 = 139,85725(мм).
6.6. Расположение полей допусков представлено на рис. 9.
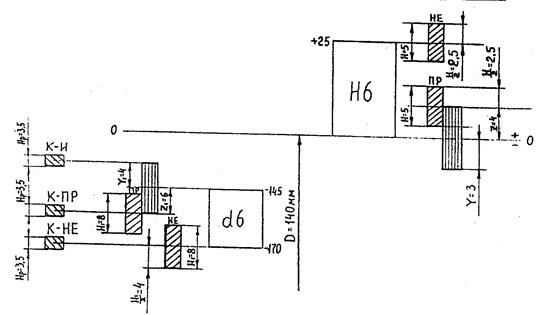
Рис. 9. Расположение полей допусков
ЛИТЕРАТУРА
Основная
1.Бейзельман Р.Д. и др. Подшипники качения. Справочник, изд. 6-е, перераб. И доп. – М.: Машиностроение, 1975. – 572 с.
2.Допуски и посадки. Справочник в 2-х ч. Под редакцией Мягкова В.Д.
5-е изд., перераб. и доп. - Л.: Машиностроение. Ленинград, отделение, 1979. - 1032 с.
3.Зенкин А.С. Петко И.В. Допуски и посадки в машиностроении. Справочник. –К.: Техника, 1990. – 320 с.
4. Крылова Г. Д. Основы стандартизации сертификации метрологии. М., 1998.
5. Лифиц И. М. Основы стандартизации метрологии и управления качеством товаров. М., 1994.
6. Лифиц И. М. Основы стандартизации метрологии и сертификации. М., 1999.
7. Ловчева Р. Н. Стандартизация и контроль качества продукции. М., 1990.
8.Свидерский В.И., Головкин А.В., Е.А. Головкина. Учебное пособие по курсу Метрология, Стандартизация и Сертификация. Тюмень. 2011. -106 с.
|
|
|
9. Сергеев А. Г., Лотышев М. В. Сертификация. М., 1999.
10. Серый И.С. Взаимозаменяемость стандартизация и технические измерения. – М.: Колос, 1981. – 351 с.
11. Справочник контролёра машиностроительного завода. Допуски, посадки, линейные измерения. Под ред. Якушева А. И. - 3-е изд. перераб. и доп. - М.: Машиностроение, 1980. - 527 с.
2. Дополнительная литература
1. Ганаевский Г.М., Гольдин И.И. Допуски, посадки и технические измерения в машиностроении. - М.: ПрофОбрИздат, 2002. - 288 с.
2. Дунаев П.Ф., Леликов О.П., Варламова Л.П. Допуски и посадки. Обоснование выбора. - М.: Высш. шк., 1984. - 118 с.
3. Зайцев С.А. и др. Допуски, посадки и технические измерения в машиностроении. - М.: Академия, 2002. - 240 с.
4. Зябрева Н.Н. Пособие к решению задач по курсу “Взаимозаменяемость, стандартизация и технические измерения”. М.: Высшая школа, 1977 г.
5. Крылова Г. Д. Основы стандартизации, сертификации, метрологии. - М.: ЮНИТИ-ДАНА, 2001. - 711 с.
6. Никифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения. - М.: Высш. шк., 2000. - 510 с.
7. Тартаковский Д.Ф., Ястребов А.С. Метрология, стандартизация и технические средства измерений. - М.: Высш. шк., 2001. - 205 с.
8. Торопов Ю.А. Припуски, допуски и посадки гладких цилиндрических соединений. Припуски и допуски отливок и поковок: Справочник. - СПб.: Профессия, 2004. - 598 с.
9. Чижикова Т.В. Стандартизация, сертификация и метрология. Основы взаимозаменяемости. - М.: Колос, 2002. - 240 с.
10. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. М.: Машиностроение, 1986 г.
11. Круглова В.И. Сертификация сложных технических систем. Учебное пособие. М.: «Логос» 2001. – 312 с.
Нормативные документы
1. Государственная система стандартизации. М.,. 1998.
2. Закон РФ о защите прав потребителей от 9.01.1996 г.
3. Закон РФ о сертификации продукции и услуг № 5151-1 от 10 июня' 1993 г. (в ред. Федеральных законов от 27.12.95 № 211-Ф-З, от 02.03.99 № 30-ФЗ, от 31.07.98 № 154-ФЗ).
4. Информационно-аналитический сборник. Сертификация продукции и услуг. М., 1997.
|
|
|
5. Положение о системе сертификации Гост Р (утв. Постановлением Госстандарта РФ от 17 марта 1998 г. № 11)
6. Постановление Правительства РФ № 1320 от 9.11.1998 г. «Вопросы Государственного комитета Российской Федерации по стандартизации и метрологии» (с изм. и доп. от 7.05.1999 г. и 19.08.2000 г.)
7. Правила сертификации продукции. М., Издательство стандартов. 1996.
ПРИЛОЖЕНИЕ 1
Варианты заданий
на проведение расчетно-практической работы
| Вари- ант | Номинальные размеры, мм | Виды соединений | Вари- ант | Номинальные размеры, мм | Виды соединений |
| H7/k6 | H7/h6 | ||||
| H7/i7 | G6/h7 | ||||
| G6/h6 | H6/h7 | ||||
| H8/h7 | H6/g6 | ||||
| H6/is6 | G6/h7 | ||||
| H7/h8 | H6/f6 | ||||
| H7/k7 | F8/h7 | ||||
| H6/is6 | H7/g6 | ||||
| H7/h7 | H6/h6 | ||||
| H6/h6 | H6/h7 | ||||
| E8/h7 | H6/h7 | ||||
| H6/f6 | H6/k6 | ||||
| G7/h8 | H6/h7 | ||||
| H7/d7 | H6/is6 | ||||
| H6/f6 | H8/h7 |
ПРИЛОЖЕНИЕ 2
Допуски и отклонения калибров
(по ГОСТ 24853-81)
| Ква- | Обозначение | Интервалы размеров, мм | |||||
| ли- | размеров и | Св.18 до 30 | Св.30 до 50 | Св.50 до 80 | Св.80 до 120 | Св.120 до 180 | |
| теты | допусков | размеры и допуски, мкм | |||||
| Z | 2,5 | 2,5 | |||||
| Y | 1,5 | ||||||
| Z1 | 3,5 | ||||||
| Y1 | |||||||
| H, Hs | 2,5 | 2,5 | |||||
| H1 | |||||||
| Hp | 1,5 | 1,5 | 2,5 | 3,5 | |||
| Z, Z1 | 3,5 | ||||||
| Y, Y1 | |||||||
| H, H1 | |||||||
| Hs | 2.5 | 2,5 | |||||
| Hp | 1,5 | 1,5 | 2,5 | 3,5 | |||
| Z, Z1 | |||||||
| Y, Y1 | |||||||
| H | |||||||
| H1 | |||||||
| Hs, Hp | 2,5 | 2,5 | |||||
Приложение 3
ОТВЕТЫ
Расчетно-практической работы № 1
4. Определение допуска посадки (TS)
| № варианта | Ответ (TS) |
| 0,034 | |
| 0,041 | |
| 0,032 | |
| 0,064 | |
| 0,038 | |
| 0,076 | |
| 0,037 | |
| 0,049 | |
| 0,07 | |
| 0,049 | |
| 0,089 | |
| 0,05 | |
| 0,073 | |
| 0,08 | |
| 0,05 | |
| 0,034 | |
| 0,034 | |
| 0,041 | |
| 0,032 | |
| 0,035 | |
| 0,038 | |
| 0,089 | |
| 0,057 | |
| 0,044 | |
| 0,057 | |
| 0,065 | |
| 0,05 | |
| 0,06 | |
| 0,05 | |
| 0,103 |


Содержание
1. Общие положения 3
2. Цель работы 3
3. Содержание работы 3
4. Материальное обеспечение 3
5. Организация работы 3
6. Пример расчета 14
Литература 18
Приложения 20
Подписано к печати Объем 1,25 п. л.
Формат 60 ´ 84 / 16 Заказ
Тираж 100
Печать плоская Бесплатно
Кафедра СХ и ММ, ТГСХА, 625000, Тюмень, Республики 7
|
|
|
