 |


Пайка паяльником. Описание источника нагрева
|
|
|
|
Паяльник — инструмент для пайки металлов легкоплавкими припоями. Основное назначение паяльника — нагрев припоя до полного расплавления и нанесение его на паяемую деталь при одновременном подогреве основного металла по месту пайки. С помощью паяльника в процессе пайки паяемую поверхность очищают от оксидов и подают флюс.
Паяльник представляет собой стержень, выполненный, как правило, из красной меди, имеющей высокую теплопроводность. Один конец стержня имеет форму, удобную для нанесения припоя в зазор и нагрева основного металла при пайке, а другой укреплен в корпусе, содержащем нагревательный электрический элемент с ручкой из теплоизолирующего материала. Нагрев наконечника/ жала паяльника в этом случае является непрерывным.
Последовательность подготовки и пайки образцов
5.1.Включить электрический паяльник.
5.2.Зачистить наждачной бумагой и обезжирить паяемые поверхности.
5.3.Провести лужение паяемых поверхностей.
5.4.Закрепить в приспособлении паяемые образцы, обеспечив контакт ранее пролуженных поверхностей (рис.2).
5.5.Прогреть жалом паяльника участок контакта паяемых образцов до полного расплавления припоя и частичного вытекания его из зазора.
5.6.Обеспечить механический контакт паяемых образцов с помощью стального стержня до кристаллизации припоя (1-3 мин).
5.7.Удалить паяный образец из приспособления, дать ему полностью остыть и передать на испытания для определения прочности паяного шва.

Рис.2.Схема размещения паяемых образцов в приспособлении
Определение прочности паяного соединения
Прочность паяного шва зависит от механических свойств припоя и материалов соединяемых деталей. Конструкция соединения и направление приложенных сил определяют деформацию паяного шва. При действии нагрузки паяный шов может испытывать деформацию отрыва или среза.
|
|
|
Наиболее распространенным соединением пайкой является соединение внахлестку, когда шов испытывает срез. Сопротивление срезу зависит от толщины припоя, заполняющего зазоры между деталями. Известно, что максимальная прочность шва достигается в том случае, когда его толщина находится в пределах от 0,075 до 0,125 мм. Поэтому при разработке конструкции соединений пайкой необходимо предусматривать зазор между соединяемыми деталями не более 0,125 мм.
Плоские образцы, спаянные «внахлестку», подвергают испытанию на срез. Перед испытаниями измеряют длину паяного шва и ширину нахлестки (перекрытия), определяют площадь (Fп.ш.) паяного шва.
С целью выявления влияния толщины паяного шва на прочность соединения необходимо также измерить общую толщину (высоту) паяного соединения и толщину (высоту) паяемых деталей.
Испытания паяных соединений на срез при растяжении проводят на стенде, схема которого приведена на рис.3.
Образцы 1 с помощью переходных элементов 2 и штырей 3 устанавливают в захватах 4 стенда. При растяжении определяют с помощью динамометра максимальную величину нагрузки (Рmax), соответствующей моменту разрушения соединения. Величину прочности паяного соединения на срез (τср.) определяют по формуле:
τср.= Рmax/Fп.ш.
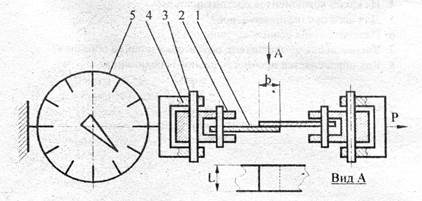
Рис.3.Схема стенда для испытания паяных соединений на срез
По результатам испытаний трех паяных соединений определяется среднее значение (τср.).
Результаты замеров, испытаний и расчетов необходимо свести в таблицу, после чего кратко сформулировать выводы по работе.
Литература.
1.Получение паяных соединений металлов и определение их прочности: Методические указания по выполнению лабораторной работы/ Ю.М.Ворожеин, Ю.Н.Пономарев. - Ростов-на-Дону, Изд. центр ДГТУ, 2001, 11 c.
|
|
|
2.Лашко С.В., Лашко Н.Ф. Пайка металлов.- 4-е изд., пераб. и доп. - М.: Машиностроение, 2006. - 376 c.
3.Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов/ Под общей ред. A.M.Дальского. - М.: Машиностроение, 2004. 448 с.
Контрольные вопросы.
1.В чем состоит сущность процесса пайки?
2.Почему паяные соединения деталей являются неразъемными?
3.Какие технологические и вспомогательные материалы используются при пайке?
4.Каково назначение припоев и флюсов?
5.Назовите классификационные признаки готовых припоев.
6.В чем состоит технологический процесс пайки?
7.Назовите основные группы технологической классификации способов пайки.
8.Что такое лужение?
9.Каков механизм действия флюса при пайке?
10.Охарактеризуйте нахлесточное паяное соединение.
11.Какова последовательность подготовки и пайки образцов паяльником?
12.Как определяется прочность паяного соединения?
13.Влияет ли на прочность полученных при выполнении работы паяных соединений толщина паяного шва?
Таблица результатов
| № образ-ца | Параметры паяного соединения | Разру-шающая нагруз-ка, Рmax, кгс (Н) | Величина прочнос-ти на срез, τср., кгс/мм2 (МПа) | Среднее значение τср., кгс/мм2 (МПа) | |||||
| Толщина пластин-ки, δ1, мм | Толщина пластин-ки, δ2, мм | Толщина паяного образца, δоб., мм | Ширина нахлест-ки, b, мм | Длина нахлест-ки, L, мм | Площадь паяного шва, Fп.ш. | ||||
Примечание. 1Н/м2 = 1Па
|
|
|
