 |


Измерение отклонения от соосности относительно оси базы.
|
|
|
|
СОДЕРЖАНИЕ
Аннотация
Введение
1. Исходная информация для разработки дипломного проекта
2. Общие правила
2.1 Служебное назначение и техническая характеристика объектов производства
2.2 Производственная программа (номенклатура и годовая программа выпуска объектов производства; тип производства)
2.3 Организационные характеристики производства (производственная структура цеха, профиль специализации, формы организации производства, такт выпуска изделий, режим работы и фонды времени)
3. Технологический процесс сборки изделия
3.1 Служебное назначение узла
3.2 Выявление и анализ технических условий и норм точности
3.3 Выбор методов достижения точности
3.4 Анализ технологичности узла
3.5 Методы и схемы контроля
3.6 Разработка последовательности сборки
3.7 Проектирование технологических операций
3.8 Расчет числа единиц оборудования, рабочих мест и состава работающих
4. Разработка технологического процесса изготовления корпуса конического редуктора
4.1 Анализ служебного назначения и технических условий
4.2 Анализ технологичности
4.3 Методы и схемы контроля
4.4 Выбор экономического варианта получения исходной заготовки
4.5 Обоснование выбора технологических баз и разработка последовательности изготовления
4.6 Определение припусков и межпереходных размеров
4.7. Оформление технологической документации
4.7.1 Структура и содержание операций
4.7.2 Режимы резания
4.7.3 Техническое нормирование
5. Специальные средства технологического оснащения
5.1 Проектирование агрегатного станка сверлильно – расточной группы
5.2 Расчёт и конструирование специального приспособления
5.2.1 Техническое задание
5.2.2 Выбор и обоснование схемы приспособления
|
|
|
5.2.3 Расчёт станочного приспособления на точность
5.3 Расчет и проектирование специального режущего инструмента
5.4 Проектирование специальных средств технического контроля
6. Расчет, компоновка и планировка механического цеха
6.1 Расчет годовой трудоемкости и станкоемкости изготовления деталей
6.2 Определение состава и расчет площадей
6.3 Выбор типа задания и компоновки механического цеха
6.4 Технологическая планировка цеха
7. Безопасность жизнедеятельности
7.1 Общая характеристика проектируемого объекта с точки зрения безопасных и безвредных условий труда
7.2 Объемно – планировочное решение здания проектируемого цеха
7.3 Производственная санитария
7.3.1 Анализ и устранение потенциальных опасностей и вредностей технологического процесса
7.3.2 Микроклимат производственных помещений
7.3.3 Освещение
7.3.4 Опасность поражения электрическим током
7.3.5 Шум
7.3.6 Вибрации
7.3.7 Опасность травмирования движущими частями
7.3.8 Выделение вредных веществ
7.4 Хозяйственно – питьевое водоснабжение
7.5 Предотвращение аварийных ситуаций
7.5.1 Предупреждение аварий и взрывов технологического оборудования
7.5.2 Обеспечение взрывопожарной безопасности производства
7.5.3 Обеспечение устойчивости объекта в чрезвычайных ситуациях
7.6 Экологичность проекта
7.6.1 Источники загрязнения воды и технологические отходы в проектируемой технологии
7.6.2 Инженерные решения по очистке воздуха, очистке и повторному использованию воды, утилизации отходов
8. Экономика производства
8.1 Выбор и сравнение вариантов технологического процесса изготовления деталей
8.2 Анализ сравнительной эффективности технологических процессов
Заключение
Список использованной литературы
Аннотация
В дипломном проекте представлен анализ технических условий и технологический процесс изготовления корпуса конического редуктора для зерноуборочных комбайнов.
|
|
|
Приведен анализ служебного назначения, конструкция корпуса отработана на технологичность, обоснован выбор заготовки, выполнены анализ точности механической обработки, расчеты припусков и режимов резания.
Сконструированы специальные приспособления для сверлильно – расточных операций на агрегатных станках. Разработан в объеме технического проекта агрегатный станок для сверлильно - расточной операции и специальный инструмент для расточной операции с одновременным подрезанием торца отверстия. Сконструировано контрольное приспособление для проверки на перпендикулярность двух отверстий главных корпуса конического редуктора.
Разработан технологический процесс сборки конического редуктора, разработаны схема и циклограмма сборки, и технологическая документация.
Решен комплекс вопросов организации и экономии производства: определены оптимальные для заданных условий формы организации сборки и механической обработки; выполнены соответствующие расчеты и плановая калькуляция себестоимости корпуса конического редуктора.
В соответствии с заданием выполнены разработки по безопасности жизнедеятельности.
Введение
Машиностроение является основой всех отраслей народного хозяйства. В связи с этим оно должно на базе новейших технологий, достижений науки и техники непрерывно разрабатывать новые технологические процессы, для осуществления которых нужно создавать и выпускать в необходимых народному хозяйству количествах орудия производства и машины, отвечающих своему служебному назначению при наименьшей себестоимости.
Одним из важнейших путей совершенствования производственных процессов в современном машиностроении является увеличение степени концентрации, ведущее к росту производительности труда. Наиболее высокую концентрацию операций при обработке отверстий и плоских поверхностей корпусных деталей обеспечивают агрегатные станки. Эти станки компонуются из унифицированных элементов, что обеспечивает сравнительно невысокую стоимость оборудования. На агрегатных станках работают операторы невысокой квалификации, что также входит в одно из достоинств агрегатного оборудования.
|
|
|
В данном проекте разрабатываются задачи, связанные с механической обработкой корпуса редуктора, сборкой, проектированием технологической оснастки.
1. Исходная информация для разработки дипломного проекта
Исходную информацию для разработки дипломного проекта разделим на три вида: базовую, справочную и руководящую.
Базовая информация содержится в задании на проектирование. Она включает в себя: годовую программу выпуска объема производства, рабочие чертежи детали и изделий, технические условия на изготовление.
Руководящую и справочную информацию подбираем и изучаем в период преддипломной практике. Она включает материалы преддипломной практики, стандарты всех уровней на технологические процессы и методы управления ими, оборудование и оснастку; каталоги; номенклатурные справочники по средствам технологического оснащения, технологические нормативы по выбору и расчёту режимов резания, припусков и др.
2. Общие правила:
2.1 Служебное назначение и техническая характеристика объектов производства
Объектом производства данного дипломного проекта является зерноуборочный комбайн, который выпускается на Красноярском Комбайновом заводе. Сборочная единица, конический редуктор, который входит в конструкцию зерноуборочного комбайна, предназначен для редуктирования и передачи крутящего момента с двигателя на сенокосилку зерноуборочного комбайна. Частота вращения ведущего вала 540 мин –1, нагрузка 240Н·М±10Н·М на входном валу. Срок выпуска конического редуктора по неизменным конструкторским чертежам – 5 лет.
2.2 Производственная программа (номенклатура и годовая программа выпуска объектов производства; тип производства)
Производственная программа проектируемого механического цеха для механической обработки корпуса конического редуктора характеризуется годовой программой объектов производства Nт = 90000 шт/год. Месячная программа выпуска изделий
Nм = 90000/12 = 7500 шт
Сменная программа изделий (Nс ) при 8,2 часовом рабочем дне:
|
|
|
Nс= 90000 · 8,2 / 4015 = 183,8 шт/час,
принимаем 184 шт/час.
Тип производства по ГОСТу 3.1108 - 74 характеризуется коэффициентом операций Кз.о, который показывает отношение всех различных технологических, выполняемых подразделением в течение месяца, к числу рабочих мест:
Кз.о. =  По / Ря; (11, стр.19)
По / Ря; (11, стр.19)
где Кз.о – коэффициенты закрепления операций;
По – суммарное число различных операций;
Ря – явочное число рабочих подразделения, выполняющих различные операции.
Согласно ГОСТу 14.004 - 74, принимаются следующие коэффициенты закрепления операций: для массового производства Кз.о. = 1; для крупносерийного производства 10≥ Кз.о ≥1. Практическое значение Кз.о. для массового производства может быть от 0,1… до 1,0.
Так как в задании на дипломное проектирование регламентируется годовая программа изготовления конкретной детали (корпуса конического редуктора), то условие планового периода, равного одному месяцу, здесь неприменимо.
Технологический процесс состоит из 7 операций:
1-я вертикально – фрезерной, Тшт = 2,27 мин;
2-я агрегатной,Тшт = 1,70 мин;
3-я горизонтально – фрезерной, Тшт =1,65 мин;
4-я агрегатной,Тшт = 2,47 мин;
5-я агрегатной,Тшт = 1,80 мин;
6-я агрегатной,Тшт = 1,65 мин;
7-я агрегатной,Тшт = 2,07 мин;
Расчет и нормирование штучного времени смотри ниже.
Расчётное количество станков составит:
Для 1-ой операции mр1 – 0,863;
Для 2-ой операции mр2 – 0,646;
Для 3-ой операции mр3 – 0,627;
Для 4-ой операции mр4 – 0,926;
Для 5-ой операции mр5 – 0,705;
Для 6-ой операции mр6 – 0,630;
Для 7-ой операции mр7 – 0,787;
Принятое количество станков: для первой операции -1, второй – 1, третьей – 1, четвертой – 1, пятой – 1, шестой –1, седьмой –1,
Фактический коэффициент загрузки оборудования для первой – 0,863, второй – 0,646, третьей – 0,627, четвертой – 0,926, пятой – 0,705, шестой – 0,630, седьмой – 0,787.
Коэффициент закрепления операций:
Кз.о.= 1+1+1+1+1+1+1/1+1+1+1+1+1+1=1.
Производство будет массовым.
2.3 Организационные характеристики производства (производственная структура цеха, профиль специализации, формы организации производства, такт выпуска изделий, режим работы и фонды времени)
Расчетный действительный фонд времени работы оборудования на год (в часах) можно определить по следующим данным: календарному числу дней – 365, количеству выходных дней – 104, праздничных – 8, предпраздничных дней, сокращенных на 1 час – 6, рабочих суббот – 1, числу смен работы оборудования – 2, продолжительность рабочего дня – 8,2; потерям времени на проведение ремонтов, обслуживания, настройки и под наладки оборудования (в процентах):
Fд =[(365 – 104 – 8 + 1) · 8,2 – 6 · 1] · 2(1-3 / 100) = 4025 ч.
|
|
|
Формы организации технологических процессов в соответствии с ГОСТ 14.312-74 зависят от установленного порядка выполнения операций технологического процесса, расположения оборудования, количества изделий и направление их движения в процессе изготовления. Решение о целесообразности организации поточного производства принимаем на основании сравнения заданного суточного выпуска изделий и расчетной суточной производительности поточной линии при двухсменном режиме работы и её загрузки не ниже 60%.
Заданный суточный выпуск изделий:
Nс= Nт / 254;
суточная производительность:
Qc = Fc / Тcp ·  3 ;(11, стр.22)
3 ;(11, стр.22)
Nc= 90000 / 254 = 354 шт;
Qс = (952 / 1,76) · 0,6 = 325 шт.
где 254 – количество рабочих дней в году;
Fс – суточный фонд времени работы оборудования (при двухсменном режиме работы равен 952 мин)
Tср – средняя трудоемкость основных операций, мин
 3 – коэффициент загрузки оборудования
3 – коэффициент загрузки оборудования
N т –годовой выпуск деталей, (шт)
Применяем поточную форму организации технологического процесса.
Такт производства (в минутах) определяется по формуле:
t в = 60 · F д / N т (11, стр. 22)
где: F д - фонд времени в планируемый период времени.
t в = 60 · 4025 / 90000 = 2,68 мин.
3. Технологический процесс сборки изделия
3.1 Служебное назначение узла
Корпус редуктора является базовой деталью, он обеспечивает требуемую точность относительного положения валов. На валах установлены конические зубчатые колёса, передающие крутящий момент с одного вала на другой. Базирование валов осуществляется по главным отверстиям, при этом используются опоры с радиально-упорными подшипниками. Поверхности главных отверстий корпуса совместно с поверхностями торцов образуют комплекты вспомогательных баз корпуса. Базирование корпуса осуществляется по поверхности основания, выполняющей функцию основной базы.
После сборки редуктора его необходимо обкатать при частоте вращения ведущего вала 540 мин –1 в течении 10 минут, из них 5 минут под нагрузкой 240  10 Н·м на выходном валу. Резкие металлические стуки, нагрев подшипников свыше
10 Н·м на выходном валу. Резкие металлические стуки, нагрев подшипников свыше  и течь масла не допускается. В собранном редукторе валы должны проворачиваться плавно без заеданий при любых направлениях вращения. Момент сопротивления вращению ведущего вала без нагрузки на ведомый вал не более 3.5 Н·м. Уровень звука при работе редуктора не должен превышать 10 дБа. Замер производить на расстоянии 2 метров от редуктора. Осевое перемещение вала в пределах 0,01…0,30 мм. Пятно контакта на зубьях шестерен должно быть не менее 50 % по длине и 50 % по высоте зуба. Расположение пятна контакта у кромок и в ножке зуба не допускаются. Регулировка осуществляется при помощи прокладок.
и течь масла не допускается. В собранном редукторе валы должны проворачиваться плавно без заеданий при любых направлениях вращения. Момент сопротивления вращению ведущего вала без нагрузки на ведомый вал не более 3.5 Н·м. Уровень звука при работе редуктора не должен превышать 10 дБа. Замер производить на расстоянии 2 метров от редуктора. Осевое перемещение вала в пределах 0,01…0,30 мм. Пятно контакта на зубьях шестерен должно быть не менее 50 % по длине и 50 % по высоте зуба. Расположение пятна контакта у кромок и в ножке зуба не допускаются. Регулировка осуществляется при помощи прокладок.
3.2 Выявление и анализ технических условий и норм точности
С целью перехода от показателей служебного назначения к показателям размерной точности узла выявляем технические условия на изготовление.
Для зубчатой передачи.
Степень точности для шестерни и зубчатого колеса – 8-С (ГОСТ 1758-81).
Основные требования к кинематическим передачам (не зависящим от скорости и силовых данных) можно выбирать по нормам точности ЭНИМСа. Допуски определяются в зависимости от степени точности колёс.
Допуски на накопленную погрешность шага Fp по зубчатому колесу с диаметром делительной окружности 117,69 мм составляет 67 мм (2, стр. 336).
Допуски на радиальное биение зубчатого венца Fr колеса диаметром делительной окружности 117,69 мм составляет 53 мкм (2, стр. 336).
Каждой степени точности зубчатых колёс и передач соответствуют нормы кинематической точности, нормы плавности работ и нормы контакта зубчатых колёс. Норма плавности – 7 степень точности. Вид сопряжения зубчатых колёс в передаче выбираем исходя из зависимости (2, стр. 381), что соответствует С виду сопряжения. Нормы контакта зубьев в передаче, характеризуемые относительными размерами суммарного пятна контакта по длине и высоте зуба в процентном выражении составляет 50% от длины зуба, 55% от средней глубины захода (2, стр. 381, таб. 5.16). Предельные отклонения относительных размеров пятна контакта по длине и высоте зуба в процентном выражении составляет 15 %.
Обозначим зубчатую передачу, имеющую 8-ю степень по кинематической точности, 7-ю по нормам плавности, 6-ю по нормам контактов зубьев и виду сопряжения С: 8-7-6-С (ГОСТ1758-81).
Для подшипниковых узлов определяем наименьшую и наибольшую величину осевого зазора, необходимого для создания благоприятных условий работы опор и компенсации температурного удлинения валов. Назначаем посадки исходя из рекомендаций (4, стр. 365). Для внутреннего кольца подшипника Æ 40 L0 / k6; для наружного кольца подшипника Æ 80 H7/l0.
Для корпусной детали предъявляем следующие технические требования, характеризующие различные параметры их геометрической точности.
- точность геометрической формы плоских базирующих поверхностей. Она регламентируется как прямолинейность поверхности в заданном направлении на определённой длине и как плоскостность поверхности в пределах её габаритов. Она составляет 0,01…0,07 (2,стр. 136);
- точность относительного поворота плоских базирующих поверхностей. Предельные отклонения от параллельности или перпендикулярности одной плоской поверхности относительно другой составляет 0,015 / 200 (2, стр. 136);
- точность расстояния между двумя параллельными поверхностями – 0,02 мм (2, стр. 136);
- точность диаметральных размеров и геометрической формы отверстий. Диаметральные размеры главных отверстий, которые выполняют роль баз под подшипники по 7-му квалитету точности. Отклонения геометрической формы отверстий – некруглость в поперечном сечении и конусообразность или изогнутость в продольном сечении ограничиваем в пределах 1/5…1/2 радиуса на диаметр отверстия (2, стр. 137);
- точность относительного углового положения осей отверстий. Отклонения от параллельности и перпендикулярности осей главных отверстий относительно плоских поверхностей составляет 0,01/200, предельные условия отклонения оси одного отверстия относительно другого – 0,005/200;
- точность расстояния осей главных отверстий до базирующей плоскости – 0,02 мм. Точность расстояний между осями главных отверстий 0,01 мм. Соосность отверстий – 0,002 мм (2, стр.137);
- параметр шероховатости плоских базирующих поверхностей Rа=2,5…0,63 мм, параметр шероховатости поверхностей главных отверстий Rа = 1,25…0,16 мм.
3.3 Выбор методов достижения точности
Обозначим размерные цепи, представленные в приложении, С и j.
Цепь С определяет допустимое смещение вершины делительного конуса шестерни с оси вращения колеса, т.е. осевое смещение зубчатого венца шестерни (fам). Цепь j определяет допускаемое отклонение (ЕS)межосевого угла. На чертеже (см. приложение) изображен конический редуктор, на котором показаны звенья размерных цепей с и j. Все размерные цепи редуктора являются связанными. Замыкающими звеньями этих цепей являются требования к точности конических передач, установленные СТ СЭВ 186-75, т.е. fам, ЕS. Рассматриваемая передача имеет 8-ю степень точности, сопряжение С, длина образующей конуса 144 мм. Для этих условий стандарт устанавливает следующие требования к точности передачи: fам = ± 0,08 мм, ЕS = 0,06 / 100 мм/мм. Для выбора метода достижения точности замыкающего звена и установления очерёдности расчёта размерных цепей составим таблицу 3.1.
Таблица 3.1 Элементы размерной цепи.
| Размерная цепь | Число составляющих звеньев | Размер замыкающего звена | dD | dср= dD/1,2Ön | Метод достижения замыкающего звена | Очерёдность расчёта |
| мм | ||||||
| с | 5 | 0± 0,08 | 0,16 | 0,054 | Регулирование | 2 |
| j | 6 | ± 0,06 | 0,10 | 0,041 | Неполная взаимозамена | 1 |
Из таблицы 3.1. следует, что сначала нужно рассчитать размерную цепь j, т.к. для неё средний допуск меньше. Во - вторую очередь рассчитываем размерную цепь С, т.к. при достижении замыкающего звена методом регулирования допуски на составляющие звенья могут быть назначены достаточно широкими.
Размерная цепь j.
Она определяет точность угла между осями вращения колеса и шестерни. Для нашего примера СТ СЭВ 186-75 замыкающее звено равно jD= ± 0,06/110 мм/мм, следовательно, dD = 0,12/110мм/мм, а D0D = 0.
Составляющими звеньями размерной цепи j являются:
j1 и j2 – смещение и поворот оси шестерни вследствие радиального биения соответственно переднего и заднего подшипников,
j3 – угол между осями отверстий в корпусе;
j4 и j5 – смещение и поворот оси вала колеса вследствие радиального биения правого и левого подшипников.
Схема размерной цепи приведена на рисунке 3.1.

Рисунок 3.1. Схема размерной цепи j.
Для подшипников класса 0 радиальное биение равно 0,035 мм, что с учётом передаточных отношений значительно превышает средний допуск соответствующих звеньев. Поэтому выбираем подшипник класса 6, радиальное биение которых равно 0,017 мм, поэтому угловые размеры звеньев j1,j2,j3,j5 будут равны:
j1 = j2 = 0,0085 / 240 мм/мм;
d1=d2= 0,017 / 240 мм/мм;
D01 = D02 = 0.
где 240 мм – расстояние между подшипниками вала шестерни.
j4=j5 = 0,0085 / 250 мм/мм;
d4=d5= 0,017 / 250 мм/мм;
D04 = D05 = 0.
где 250 мм – расстояние между подшипниками вала колеса.
Допуск на звено j3 определим из уравнения:
d4=1/К3*(Ö dD2 S Кхi2 dxi2x хi2,(5, стр 67).
Для решения этого уравнения приведём предварительно угловые размеры всех составляющих звеньев к одной базовой длине, равной 110 мм и вычислим передаточные отношение.
x х1 = x х2 = 110 / 240 = 0,46;
x х4 = x х5 = 110 / 250 = 0,44;
x х3 = 110 / 110 = 1.
Примем для звеньев с векторными ошибками Кхi2= 0,6 для звена j3
К3 = 1,2. Тогда:
δ 3 = 1 / 1,2 ·  0,122 – 0,6 · 0,0172 · (0,462 · 2 + 0,462 · 2)= 0,10.
0,122 – 0,6 · 0,0172 · (0,462 · 2 + 0,462 · 2)= 0,10.
δ 3=  0,01 / 110 мм/мм.
0,01 / 110 мм/мм.
Размерная цепь С.
Рассматриваемая цепь определяет смещение вершины делительного конуса шестерни к оси вращения вала колеса. Размер замыкающего звена для рассматриваемого примера согласно СТ СЭВ 186-75 равен
С  =0 0,08 мм, δ = 0,16 мм,
=0 0,08 мм, δ = 0,16 мм,  = 0; (6, стр. 382).
= 0; (6, стр. 382).
Составляющими звеньями размерной цепи С являются:
С1- С2 смещение и поворот оси вала колеса вследствие радиального биения заднего и переднего подшипников;
С3 – расстояние от оси отверстия под опоры вала колеса до торца станка;
С4 – толщина набора прокладок;
С5 – длина стакана;
С6 – расстояние от базового торца до вершины делительного конуса шестерни.
Номинальные размеры составляющих звеньев следующие:
С1 = С2 = 0; С3 = 370 ММ; С4 = 0; С5 = 280 мм;
С6 = 90 мм
Схема размерной цепи приведена на рис 3.2.
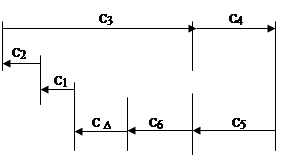
Рисунок 3.2. Схема размерной цепи С.
Из схемы следует, что звенья С3 и С4 являются увеличивающими, а звенья С5 и С6 – уменьшающими.
Для звеньев С1 и С2 с векторными ошибками передаточные отношения
ξ х1 = ξ х2 = 125 / 250= 0,5
Радиальное биение подшипников было определено из размерной цепи φ и равно 0,017 мм. Тогда погрешности звеньев С1 и С2 равны: δ 1 = δ 2 = 0,017 мм; Δ01 = Δ02 = 0. На остальные составляющие звенья назначим допуски и предельные отклонения по Js11 (СТ СЭВ 186-75) (7, стр.52, табл.1.10).
С3 = 370 0,18 мм; δ3 = 0,36 мм; Δ03 = Δ05 = Δ06 = 0;
С5 = 280 0,16 мм; δ5 = 0,32 мм; С6 = 90 0,11 мм; δ6 = 0,22 мм.
По установленным допускам на соответствующие звенья определим по формуле (37) (5) погрешность замыкающего звена δΔ¢ приняв для звеньев с векторными ошибками Кхi2= 0,6, а для звеньев со скалярными ошибками
δΔ¢ = Ö 1,22 · (0,362+0,322+0,222)+0,6 · 0,5 · 0,0172 · 2=0,64 мм.
Примем δмк=δ Δ=0,16 и вычислим по формуле (67) (5) необходимую величину компенсации погрешности замыкающего звена.
δк= 0,64 - 0,16 + 0,16 = 0,64мм.
Вычислим необходимую величину компенсации координаты середины поля рассеивания погрешности замыкающего звена при назначенных предельных отклонениях на составляющие звенья по формуле (68)(5):
ΔОК = +(0,042 - 0) = 0,042 мм.
Предельные, верхнее и нижнее, значения величины необходимой компенсации погрешности замыкающего звена по формуле (69)(5) равны:
ΔВК = 0,042 + 0,32 = 0,0362» 0,36 мм;
ΔНК =0,042 - 0,32 =- 0,278» -0,28 мм.
Так как ΔНК < 0, то изменим предельные отклонения размера звена С3, являющегося увеличивающим звеном на – 0,28 мм.
Для этого вычислим новую координату середины поля допуска звена С3 по формуле (75)(5);
Δ03¢ =0 – (-0,28) = 0,28 мм.
Новые предельные отклонения размера С3:
ΔВК¢ = 0,28+0,18 = 0,46 мм; ΔНК¢ = 0,28-0,18 = 0,10 мм,
Следовательно
С3= 370+0,46+0,10 мм.
Регулирование производится набором прокладок одинаковой толщины. Примем толщину одной прокладки S = δ Δ= 0,075 мм, тогда число прокладок:
Z = 0,64 / 0,075= 9 шт.
3.4 Анализ технологичности узла
Обработка конструкции на технологичность в настоящем дипломном проекте предусматривает сокращения затрат времени и средств на технологическую подготовку производства и процесс его изготовления.
Основными факторами, влияющими на выбор показателей, является: требования к изделию, вид изделия, бьем производства, наличие информации, необходимой для определения показателей, и стадии разработки конструкторской документации.
Основными показателями технологичности являются показатели трудоёмкости и технологической себестоимости изделия.
Конструкция данной сборочной единицы должна содержать минимальное количество деталей. Этого добиваемся правильным конструированием. Избегаем применения соединений, которые трудно выполнить, например закручивание проволокой.
Детали, входящие в сборочную единицу (конический редуктор) имеют простую геометрическую форму. Шероховатость сопрягаемых поверхностей деталей имеет оптимальную шероховатость. Значительная шероховатость поверхности может привести к заклиниванию деталей в процессе сборки. детали, сопрягаемые в осевом направлении по кромкам поверхностей имеют конструктивные элементы (фаски), облегчающие само установку и само центрирование поверхностей. Канавки для посадки подшипников качения выполнены по регламентированным размерам.
3.5 Методы контроля
- проверяется комплектность сборочной единицы. Комплектность проверяется визуально;
- проверяется окунание в герметизатор ЛАП № 321 прокладок;
- проверяется смазка солидолом уплотнительных манжет, роликов и посадочных поверхностей подшипников. Смазка проверяется визуально;
- проверяется величина осевого перемещения вала в сборе 0,01…0,08. Величина осевого перемещения проверяется при помощи мерителя;
- проверяется величина осевого перемещения вала в узле (опора в сборе) 0,01…0,08. Определяется при помощи мирителя;
- проверяется величена бокового зазора 0,15… 0,3 мм в собранном узле. Определяется при помощи мерителя;
- проверяется величина затяжки болтов Мкр =(1,5…2,5) КГСМ; 15…20 Нм (8). Величина затяжки болтов определяется при помощи динамометрического ключа;
- проверяется момент сопротивления вращению ведущего и ведомого валов при совместном вращении (0,25…0,35) КГСМ, (2,5…3,5) Нм. Момент сопротивления вращению определяется при помощи динамометрического ключа РВДФ-6;
- проверяется заполнение редуктора трансмиссионным маслом в объёме 2,25 кг. Определяется визуально, размер технологический;
- проверяется время обкатки редуктора 10 мин. Время обкатки определяется при помощи реле времени. Оборудование: часы цеховые настенные по ГОСТ 3309-84;
- проверяется частота вращения ведущего вала 540 мин-1. Оборудование: тахометр ТУ 25.07.1057-79;
- проверяется накручивание сборочного редуктора ручкой за шкив, при этом не должно быть заеданий и стуков, плавное перемещение;
- проверяется уровень звука при работе редуктора. Уровень звука не более 80 дВа на расстоянии 2-х метров от стенда. Контроль шума осуществляется визуально на слух;
Контрольную проверку редукторов на уровень звука допускается производить 3…4 раза в месяц.
Оборудование: шумомер ВШВ – 003.
3.6 Разработка последовательности сборки
Технологическая схема сборки показывает, в какой последовательности необходимо выполнять соединения и закрепление деталей и узлов, из которых состоит изделие.
Схему общей сборки изделия строим следующим образом. Лист бумаги делим на зоны: деталей, комплектов, подузлов и узлов. Каждый элемент, входящий в изделие, обозначается прямоугольником, разделенным на три части, в которых записывают:
- наименование элемента;
- количество данных элементов;
- индекс элемента.
Технологическая схема сборки в наглядной графической форме выражает маршрут узловой и общей сборки, значительно облегчает последующее проектирование технологического процесса сборки, позволяет оценить технологичность конструкции изделия с точки зрения возможности расчленения сборки на узловую и общую.
Схема сборки приведена в приложении..
3.7 Проектирование технологических операций.
Для подробного проектирования технологического процесса сборки схема сборки и перечень переходов являются исходными. На первом этапе производим нормирование переходов сборки, выбираем оборудование, инструменты, приспособления. На втором этапе компонуем сборочные операции. В дальнейшем уточняем содержание операций, условия выполнения отдельных приемов и переходов. Далее выполняем окончательное нормирование операций по нормативам, приведенных в /9/.
При заполнении технологических карт определяем норму времени на каждый укрупненный переход операции, суммируя соответствующие приемы откорректированного перечня работ. Норму штучного времени на операцию рассчитываем по общей формуле:
Тшт = Топ (1 + (α +β +γ) / 100);(9, стр. 8).
Где Тшт – штучное время;
Топ – оперативное время;
α, β, γ – время технического обслуживания, организационного обслуживания и время перерывов на отдых в процентах от оперативного времени. При нормировании сборочных процессов (работ) время технического обслуживания принимаем равным 0 (α = 0).
3.8 Расчет числа единиц оборудования, рабочих мест и состава работающих
Находим пропускную способность сборочного цеха / 1, стр. 228/.
MСТ = (FСТ · m · kСТ) / TС = (F8СТ · m) / TС;
где FСТ – номинальный годовой фонд времени стенда для одной смены, ч;
kСТ – коэффициент, учитывающий простой стенда из-за ремонта;
m – число рабочих смен в сутки;
TС – нормировочное время на общую сборку машины, ч;
F8СТ – действительный годовой фонд времени стенда для одной смены, ч;
MСТ = 4015· 2 / 0, 28 – 28,679 шт.
Количество стендов, необходимых для стационарной общей сборки годового количества машин индивидуальным и частично дифференцированными методами Cоб. Определяется по формуле /1, стр 228/:
Cсб = Mпр / Mст = (Mпр · Tс) / (Fст · m · kст) = (Mпр · Tс) / (F8ст · m);
где Mпр – количество машин по годовой программе;
Cсб = (15.000 · 0,28) / (4015 · 2) = 0,52.
Принимаем 1.
В сборочных нормативах указывается оперативное время на сборочные переходы по выполнению соединений и слесарных работ без разделения на основные и вспомогательные.
Но работы, не являющиеся сборочными переходами, дается только вспомогательное время.
Топ = Σ Тв + Σ Топ;
Тшт = (Σ Тв + ΣТоп)(1 + (β + γ)/100);
где β – доля времени на обслуживание рабочего места в процентах от Топ.
β = 2…6 %;
γ – доля времени на перерывы для отдыха в % от Т оп.
γ = 6 %
Результаты расчета нормы времени на операцию приводим в технической карте (см. приложение).
По результатам подробного проектирования технологического процесса и его нормирования составляем циклограмму сборки.
Таблица 3.2 Циклограмма сборки.
| № операции | Наименование операции | Т шт | Цикл сборки | |||
| Ту = 78,10 Тт = 16,06 | ||||||
| 5 | комплектовочная | 15,58 |
| |||
| 10 | общая сборка | 16,03 |
| |||
| 15 | сборка | 15,40 |
| |||
| 20 | сборка | 15,50 |
| |||
| 25 | сборка | 15,59 |
| |||
Суммируя трудоемкость отдельных операций, определяем трудоемкость Тсб сборки сборочной единицы.
Тсб = 78,10 мин;
Число основных рабочих определяем по формуле /10, стр. 72/
R сб = Т сб П / 60 F8р Kвн;
R сб = (78,10 · 15 · 10 3) / (60 · 4015 · 0,97) = 5,01;
Принимаем число основных рабочих 5 чел
Число вспомогательных рабочих:
R в.с. = (0,2…0,4); Rсб = 1,003
Принимаем число вспомогательных рабочих 1 чел.
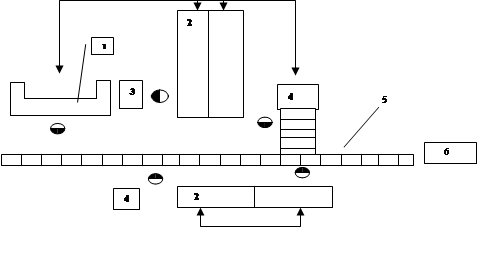
Рисунок 3.4. Планировка участка сборки.
1 – тара и стеллажи для хранения и поступления комплектующих деталей и сборочных единиц, дожидающихся сборки;
2 – верстаки;
4, 6 для узловой сборки; станки для испытания сборочных единиц перед поступлением их на общую сборку.
3 – верстак и оборудование для выполнения подготовительных работ, вынесенных из узловой и общей сборки, а также средства технологического оснащения для выполнения соединений;
5 – местные подъемно – транспортные средства.
4. Разработка технологического процесса изготовления корпуса конического редуктора
4.1 Анализ служебного назначения и технических условий
К данной корпусной детали предъявим комплекс технических требований:
- точность геометрической формы плоских базирующих поверхностей. Для поверхностей размеров до 500 мм отклонения от плоскости и параллельности находится в пределах 0,01…0,07мм;
- точность относительно поворота плоских базирующих поверхностей. Предельные отклонения от параллельности или перпендикулярности одной плоской поверхности относительно другой составляют 0,015/200…0,1/200.
- Точность расстояния от осей главных отверстий до базирующей плоскости – 0,02…0,5 мм.
Данная корпусная деталь может быть отне
|
|
|
