 |


Метод ковки и его роль в промышленном дизайне
|
|
|
|
Суть метода ковки и ее виды.
Ковка — это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры. Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств. Для железа температурный интервал 1250–800 °С, для меди 1000–650 °С, для титана 1600—900 °С, для алюминиевых сплавов 480–400 °С.
Различают:
· Свободная ковка(на молотах)
· художественная ковка
· штамповка
Изделия и полуфабрикаты, получаемые ковкой, называют «поковка».
При ковке в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости
При свободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной ковке непосредственно на металл или на инструмент воздействуют кувалдой или молотом.
Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение.
Машинную ковку выполняют на специальном оборудовании — молотах с массой падающих частей от 40 до 5000 кг или гидравлических прессах, развивающих усилия 2–200 МН (200–20000 тс), а также на ковочных машинах. Изготовляют поковки массой 100 т и более. Для манипулирования тяжёлыми заготовками при ковке используют подъёмные краны грузоподъёмностью до 350 т, кантователи и специальные манипуляторы.
Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка.
|
|
|
Свободная ковка
Свободную ковку производят или ударом на молотах, или давлением на прессах.
При свободной ковке ударом заготовку, которую нужно отковать, кладут, не закрепляя, на неподвижную подставку - наковальню, над которой вниз и вверх ходит молот - боек. Быстро опуская и поднимая молот, по предварительно нагретому металлу наносят удары. При этом металл расплющивается (кузнецы говорят - течет). Ширина и длина заготовки увеличивается, а толщина уменьшается. После того как заготовку обожмут с одной стороны, ее поворачивают на 90° и вновь куют. Такие операции совершаются до тех пор, пока металл не примет нужной формы,- поковка готова.
Приблизительно так же протекает процесс свободной ковки на прессах, только на них заготовку обрабатывают не ударом, а прессованием.
Свободной ковкой на молотах и прессах можно обрабатывать заготовки любой массы - и самые маленькие, и очень крупные, до 200 т, например поковки для турбин наших гигантских электростанций. Однако таким способом невозможно изготовить детали точных размеров и форм. Поковки приходится потом обрабатывать на станках, превращая много металла в стружку. Часто бывает даже так: поковку ставят на станок при помощи крана, а деталь уже без труда снимают вручную. Для превращения поковок в детали нужных размеров и форм требуется большой парк металлорежущих станков, огромное количество инструментов.
Художественная ковка
Художественная ковка — изготовление изящных предметов быта из металлов методами ковки. Художественная ковка отличается от просто ковки тем, что кованые изделия приобретают художественную ценность, становятся произведением искусства.
Художественная ковка используется в архитектуре для создания грандиозности зданий.
|
|
|
Изделиями художественной ковки могут быть: кованые ворота, калитки, заборы, вывески, козырьки, садовые качели, беседки, флюгеры, решетки, кованые лестницы и перила, люстры, подсвечники и даже кованые кровати и столики.
Художественная ковка производится по следующим технологиям: горячая ковка и холодная ковка, имеющим принципиальные отличия.
Основа технологии горячей ковки заключается в предварительном нагреве металла в специализированных печах до достижения им ковочной температуры. Затем, подготовленный металл проходит обработку при помощи инструментов.
Основу технологии процесса холодной ковки составляет механическая обработка металла без предварительного нагрева. Из-за этого данный процесс считается менее трудоемким и более экономичным. Изделия и детали получают из сортового и листового металла, возможно использование трафаретов, а значит, этот метод позволяет изготавливать большие партии изделий за короткий срок. Применение нагрева металла в процессе холодной ковки необходимо для сглаживания шероховатостей на швах и стыках.
Технологический процесс ковки заключается в последовательном выполнении определенных операций и переходов:
• Технологические. Это подготовка слитка или заготовки для ковки, нагрев (для горячей ковки), сам процесс ковки, охлаждение (для горячей ковки).
• Контрольные. Осуществления контроля качества готовой поковки.
• Транспортные. Перемещение заготовки во время процесса обработки.
Требуемая форма заготовки достигается путем выполнения таких основных ковочных операций, как осадка, протяжка, пробивка, прошивка, раскатка, разгонка, гибка и передача.
Технология холодной ковки увеличивает прочность обрабатываемого металла и уменьшает его пластичность. Чтобы избежать возникновения сложностей при его дальнейшей обработке, применяют операцию рекристаллизационного отжига. Холодная ковка оптимальна для автоматизации техпроцесса и использования специального оборудования. Машинная ковка предусматривает использование ковочных гидравлических прессов и молотов для деформации заготовок.
Штамповка
Штамповка по сути дела та же ковка, но здесь "течение" металла ограничено формой – штампом Штамповка - процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки - листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист до 6 мм). Примером листовой штамповки является процесс пробивания листового металла в результате которого получают перфорированный металл (перфолист). В противном случае штамповка называется объёмной. Для процесса штамповки используются прессы - устройства, позволяющие деформировать материалы с помощью механического воздействия.
|
|
|
По типу применяемой оснастки штамповку листовых материалов можно разделить на виды:
-штамповка в инструментальных штампах,
-штамповка эластичными средами,
-импульсная штамповка:
-магнитно-импульсная,
-гидро-импульсная,
-штамповка взрывом,
-валковая штамповка
Различают штамповку в открытых и закрытых штампах. В открытом штампе избыток металла выдавливается наружу (в облой), поэтому заготовки можно нарезать с малой точностью на пресс-ножницах. При безоблойной штамповке весь металл расходуется на изделие, но появляется необходимость в точной дозировке металла, что возможно при резке заготовок на пилах.Фасонные штампованные детали получают окончательную форму вчистовом штампе, а предварительную - либо в черновом (заготовительном)штампе, либо на специализированном оборудовании (ковочных вальцах), либо свободной ковкой.
Горячая объёмная штамповка
Горячая объёмная штамповка - это вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента - штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
|
|
|
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Штамповка в открытых штампах
Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла - облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в открытых штампах сопровождается образованием заусенца (облоя), который выполняет специальные технологические функции.
Открытая штамповка характеризуется следующими факторами.
Объем металла при ней - непостоянен. Следовательно, имеется часть металла, которая удаляется в отход.
Направление вытеснения металла перпендикулярно направлению движения штампа.
Заусенец (облой) создает противодавление, которое, увеличивая гидростатическое давление в штампе, обеспечивает заполнение угловых элементов ручья, при этом реализуется возможность регулирования заполнения штампа.
При открытой штамповке выделяют три основные стадии течения металла: свободную осадку; заполнение штампа и выдавливание заусенца. На практике существует и четвертая (нежелательная) стадия, когда ручьи штампа заполнены, но поковка не выполнена по высоте (ее часто называют доштамповкой).
Основной недостаток штамповки в открытых штампах - это большие потери металла на заусенец, которые зависят от массы и формы поковок и могут достигать 30 % и более. Кроме того, волокна металла при удалении облоя оказываются перерезанными, что существенно снижает качество поковок.
Стадии процесса штамповки в открытых штампах.
На первой стадии происходит свободная осадка заготовки на величину DH1.В более сложных случаях свободная осадка сопровождается частичным выдавливанием в дополнительные углубления полости или прошивкой металла с образованием выемок в поковке.
|
|
|
С момента соприкосновения заготовки с боковыми стенками штампа начинается вторая стадия штамповки. Эта стадия штамповки завершается при обжатии на DH2.
На третьей стадии штамповки при обжатии на DH3 избыточный металл заготовки вытекает в канавку. Третья стадия штамповки характерна тем, что в это время заусенец выполняет свою основную технологическую функцию - закрывает полость штампа. При дальнейшей деформации сопротивление выходу металла в канавку возрастает вследствие уменьшения заусеничной щели. Так как сопротивление течению металла в незаполненные углы полости теперь меньше, чем в канавку, то к концу этой стадии ручей штампа оказывается заполненным.
На четвертой стадии происходит вытеснение избыточного металла из полости штампа. Обжатие совершается на величину DH4 (величину недоштамповки до размеров по чертежу поковки). Наибольшее сопротивление деформации достигается именно на этой стадии.
Для правильного представления о механизме заполнения полости штампа следует иметь в виду, что стадии штамповки следуют друг за другом не одновременно по всему периметру поковки. Углы штампа заполняются вначале только отдельных местах полости.
Оборудование
Ковочные машины
Свободную ковку производят паровоздушными, пневматическими молотами.
Простейший паровой молот состоит из массивной станины, в верхней части которой находится рабочий цилиндр, а в нем' поршень,, передвигающийся вверх и вниз (как в велосипедном насосе). На конце поршня - шток, к которому прикреплена тяжелая стальная баба - молот. В цилиндр, в пространство под поршнем, под высоким давлением подают пар -поршень вместе со штоком и бабой поднимается, Сильно сжатый под поршнем пар удерживает тяжелый молот в верхнем положении.
Нагретую заготовку кладут на наковальню, укрепленную на чугунном или стальном основании.
Все готово. Можно начать ковку. Пар из-под поршня выпускают и нагнетают его в пространство над поршнем: баба падает и наносит удар по заготовке. Так, попеременно впуская и выпуская пар, поднимают и опускают бабу. Она ударяет по заготовке, обжимает ее. Заготовка постепенно меняет форму, металл "растекается".
Но вот ковка закончена. Деталь обхватывают цепями, кран поднимает и уносит ее. Тотчас подвозят следующую заготовку.
Схема работы пневматического молота для ковки металла.

Тяжелые паровые молоты постепенно вытесняются гидравлическими прессами. Мощности их непрерывно растут. Еще недавно максимальное усилие прессов не превышало 100 МН. А сейчас на советских заводах действуют ковочные прессы с усилием в 300-400 МН и более. Фундаменты, на которые они опираются, уходят глубоко в землю -на десятки метров. Чтобы привести такие прессы в действие, требуются электродвигатели огромной мощности.
Штамповочные молоты мало чем отличаются от молотов для свободной ковки. Когда штамповщик нажимает педаль, баба автоматически поднимается. Часть металла при штамповке вытекает в промежуток между двумя половинками штампа, и образуется заусенец, который затем удаляют на обрезном штампе.
Штампы бывают одноручъевые и многоручьевые (ручьи - это углубления в нижней, неподвижной части штампа, от формы которых зависит конфигурация детали).
При работе на одноручьевом штампе заготовку, предварительно подготовленную свободной ковкой, приходится перекладывать с пресса на пресс, со штампа на штамп, пока она не примет нужной формы.
А на многоручьевом штампе всего за несколько ударов молота, перебрасывая заготовку из ручья в ручей, можно изготовить сложную деталь.
Схема процесса формовки металла взрывом: над формой укрепляется лист металла, яа точно рассчитанном расстоянии над заготовкой подвешивается взрывчатое вещество. Взрыв происходит в воде: она равномернее распределяет взрывную волну.
взрывная волна вдавливает металл в форму.

Разновидность штамповочных молотов - горизонтально-ковочные машины. Их применяют для горячей штамповки деталей из прутков: колец, втулок и т. д.
У этих машин штампы обычно многоручьевые. Они состоят из матрицы и пуансона. Матрицы здесь - 2 металлических полукруга, а пуансон -крепкий стальной стержень. Смыкаясь, матрицы (двигаются они по горизонтали, отсюда и название машины) зажимают пруток и таким образом придают металлу нужную форму. В то же время укрепленный на специальном ползуне пуансон (тоже двигающийся по горизонтали) заходит в эту образованную матрицей полость, пробивает заготовку (пруток) и отрезает ее.
Этим методом изготовляют, например, кольца для подшипников.
Автоматический "кузнец"
Современная кузница мало похожа на кузницы старых заводов. Пар, вода, сжатый воздух и электричество освободили человека от тяжелой работы. Человек непосредственно больше не участвует в формировании поковки или штамповки. Современный кузнец - механик при кузнечной машине или даже при автоматической линии из кузнечных машин. Такие линии, например, успешно действуют на автомобильных заводах. На них делают коленчатые валы двигателей и другие сложные детали.
Заглянем в кузнечный цех одного из наших промышленных гигантов - Уральского завода тяжелого машиностроения имени С. Орджоникидзе. На этом заводе делают прокатные станы, оборудование для доменных и мартеновских печей, буровые установки для нефтяных промыслов и для проходки стволов шахт...
Чтобы изготовить такие машины, нужны огромные поковки. Их приходится делать на мощных молотах свободной ковкой. Вот подъемный кран с помощью гигантской "вилки" вытаскивает из печи слиток и переносит его на наковальню молота.
Нигде не видно кузнецов. Вдруг раздается звук сирены. По широкой рельсовой колее, проложенной поперек пролета, к молоту подъезжает металлическая будка на четырех катках. Это так называемый манипулятор - механический "кузнец". Из передней стенки у него выдается массивный стальной хобот. Он захватывает край слитка, зажимает его, кладет на наковальню - молот начинает свою работу. Вот поковка готова, хобот опять захватывает ее и аккуратно снимает с молота. Кто же руководит этой работой стального "кузнеца"? Машинист из кабины манипулятора. Перед ним табло с кнопками, рычаги, с их помощью он приводит в действие механизмы молота, перемещает слиток. Манипулятор освободил от тяжелой работы 7 человек.
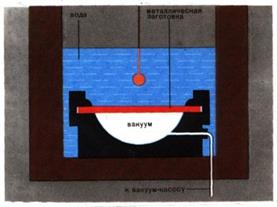
Штамповка взрывом
Поиски новых, более совершенных способов придания металлу требуемой формы привели к мысли использовать для этой цели энергию направленного взрыва, производимого в воде. Штамповка взрывом имеет большое будущее, так как ей поддаются даже
самые твердые металлы. На рисунке видно, как происходит этот прогрессивный технологический процесс. Над формой укрепляется лист металла. Между ним и формой создают вакуум. На точно рассчитанном расстоянии над листом металла подвешивается взрывчатое вещество. Затем все погружается в воду (вода равномернее распределяет взрывную волну, чем воздух). Происходит взрыв, и взрывная волна с удивительной точностью вдавливает металл в форму.
|
|
|
