 |


Порядок действий перед и после обработки
|
|
|
|
Тема 4.2.4 Пневматический блок, машинный стол
Цель: Сформировать знания о пневматическом блоке и его устройстве обрабатывающего центра с ЧПУ BIMA 400V. Сформировать знания о машинном столе обрабатывающего центра с ЧПУ BIMA 400V.
План излагаемого материала:
1 Элементы пневматического блока.
2 Машинный стол, его назначение, основные элементы.
3 Элементы управления машинного стола.
Литература:
1 IMA Klessmann GmbH Holzbearbeitungssysteme Industriestrasse 3 D-32312 Lubbecke Deutschland (Германия). Оригинальное руководство по эксплуатации BIMA 400 V Typ 145/510 IMA Klessmann GmbH, 2012г.
Пневматический блок
Пневматический блок включает в себя:
- подключение (A);
- запорный клапан 3/2 (B);
- клапан регулирования давления (С);
- фильтр и спуск конденсата (D);
- распределитель с датчиком давления (E);
- манометр (F).
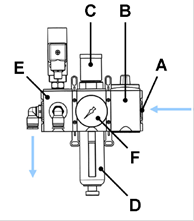
Рисунок 1 – Пневматический блок
Для основной подачи сжатого воздуха необходимо установить давление в 6-7 бар.
Запорный клапан 3/2

Рисунок 2 – Положения запорного клапана
а – открыто, b – закрыто (давление заблокировано)
Регулирующий клапан
Регулировка давления осуществляется следующим образом:
1. Колпачок (a) потянуть вверх.
2. Установить нужное давление, повернув колпачок.
3. Колпачок (a) прижать вниз. Таким образом, регулирующий клапан снова заблокирован.

Рисунок 3 – Схема регулировки давления
Замена фильтрующего элемента.
1 Блокировку (a) потянуть вниз, емкость (b) повернуть влево и снять.
2 Открутить хвостовик фильтра (c).
3 Вынуть фильтр.
4 Установить новый фильтр и накрутить обратно хвостовик (c).
5 Установить емкость (b) под углом 45° и поворачивать по часовой стрелке, пока не будет услышен щелчок фиксатора.
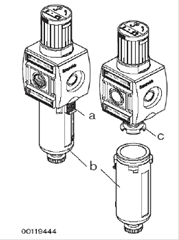
Рисунок 4 – Замена фильтра
Полуавтоматический и полностью автоматический спуск конденсата.
|
|
|
Если конденсат достиг максимального уровня (b), его необходимо спустить вручную.
При полуавтоматическом спуске конденсата (I) спуск конденсата осуществляется в полуавтоматическом режиме при остаточном давлении 0,5 бара.
При полностью автоматическом спуске конденсата (II) клапан открывается автоматически, когда поплавок достигает своего верхнего положения, и снова закрывается по достижении самого низкого положения.
Конденсат можно спустить вручную как при полуавтоматическом, так и при полностью автоматическом режиме.

Рисунок 5 – Схема спуска конденсата
Машинный стол
Основой консольного обрабатывающего центра является машинный стол. Станина машинного стола закреплена в фундаменте. Машинный стол служит для закрепления заготовок для обработки. На обратной стороне машинного стола перемещается портал.

Рисунок 6 – Схема стола обрабатывающего центра
A – станина, B – Упоры заготовок, C – Опорные балки, D – Вакуумный присос, E – Опорные рельсы (опция), F – Вакуумное соединение (для специальных зажимных приспособлений), G – Элементы управления (грибовидная кнопка), H – Элементы управления (пульт управления), I – Транспортировочная лента для стружки (опция), K – Пневматический блок, L – Вакуумные насосы
У стола станка есть правая и левая сторона. У каждой из обеих сторон есть вакуумный контур.

Рисунок 7 – Схема действия вакуума

Рисунок 8 – Схема зажима детали на вакуумных присосах
Опорные балки оснащены двухконтурной системой зажима для раздельного зажима вакуумного присоса и заготовки. Посредством внешних вакуумных каналов (A) вакуумные присосы (C) зажимаются на опорных балках. Посредством средних вакуумных каналов (B) зажимаются заготовки на вакуумных присосах (C).

Рисунок 9 – Схема зажима детали на вакуумных присосах
Каждый вакуумный контур автоматического наладочного стола защищен вакуумным реле. Станок не включается, если не во всех вакуумных контурах создан достаточный вакуум. Подача останавливается, когда сила вакуума недостаточная либо, когда всасывается дополнительный воздух. Кроме того, обработка не начинается, если опорные рельсы направлены вверх.
|
|
|
Упоры заготовок располагаются в направлении X и Y. Упоры перемещаются только в направлении Y. Кроме того, упоры заготовок прикреплены к опорным балкам и перемещаются с опорными балками в направлении X. Количество может варьироваться. Упоры заготовок образуют базовые линии для нулевой точки заготовки. С помощью грибовидной кнопки (с соответствующей стороны стола станка) или кнопки «Упор вверх»  (на пульте управления с каждой стороны стола станка) упоры заготовок направляются вверх или вниз. Если заготовка зафиксирована и запущена программа обработки машины, упоры заготовок автоматически направляются вниз.
(на пульте управления с каждой стороны стола станка) упоры заготовок направляются вверх или вниз. Если заготовка зафиксирована и запущена программа обработки машины, упоры заготовок автоматически направляются вниз.

Рисунок 10 – Расположение упоров
Опорные балки можно передвинуть вручную на направляющих рельсах в направлении X. Они фиксируются с помощью пневматических зажимов. При нажатии кнопки (10.1) на ручке опорной балки зажим разжимается.

Рисунок 11 – Разжим опорных балок
Вакуумные присосы (11.1) устанавливаются вручную на опорных балках. Их количество зависит от использования или предстоящей обработки. В системе управления станком отображается оптимальное количество вакуумных присосов (11.1). Вакуумные присосы (11.1) зажимаются или разжимаются нажатием кнопки «Зажать вакуумный присос»  на пульте управления с соответствующей стороны стола станка.
на пульте управления с соответствующей стороны стола станка.

Рисунок 12 – Вакуумные присосы
Чтобы использовать опорные рельсы (12.1), необходимо выбрать функцию опорных рельсов (12.1) в системе управления станком. Опорные рельсы (12.1) установлены на опорных балках. Они служат для накладывания заготовок. Опорные рельсы (12.1) направляются вверх или вниз при помощи грибовидной кнопки (на соответствующей стороне стола станка)
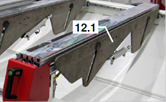
Рисунок 13– Опорные рельсы
Вакуумное соединение с разъёмом (на соответствующей стороне стола станка) включается или выключается с помощью кнопки «Зажать шаблон» (на соответствующем пульте управления стола станка) 
|
|
|

Рисунок 14 – Вакуумные соединения с разъёмами для специальных зажимных приспособлений (например, вакуумных шаблонов)
Элементы управления стола
1. Грибовидная кнопка

Рисунок 15 – Грибовидная кнопка на опорных балках
Каждой стороне стола станка присвоены 1-2 грибовидных кнопки (6.1). С их помощью можно управлять упорами заготовок и опорными рельсами, зафиксировать заготовки и после обработки освободить их.
2. Пульт управления на столе станка слева/справа

Рисунок 15 – Пульт управления
Имеется на каждой стороне стола станка.
3 Ручное отдельное отключение вакуумных контуров
Функция «Ручное отдельное отключение вакуумных контуров» позволяет включать и отключать вакуум для вакуумных присосов (8.4), специальных зажимных приспособлений или заготовок (8.2) на опорной балке. Вакуум для зажима заготовок (8.2) включается и выключается поворотом поворотного переключателя (8.1) на левой стороне опорной балки. Вакуум для зажима вакуумных присосов (8.4) включается и выключается поворотом поворотного переключателя (8.3) на правой стороне опорной балки.

Рисунок 17 – Схема расположения поворотных переключателей
Порядок действий перед и после обработки
Перед обработкой:
1 В системе управления станком выбрать нужную программу обработки. Она должна быть составлена в программе IMAWOP и внесена в рабочий список.
2 Нажать кнопку «Квитировать аварийное выключение».
3 Включить вакуумный насос в системе управления станком.
4 Зайти на коврики предохранительного отключения.
5 Удалить посторонние частицы и пыль с опорных балок и вакуумных присосов.
6 Разместить опорные балки в соответствии с заданными значениями программы обработки или вспомогательными светодиодными индикаторами для наладки.
7 Наложить вакуумные присосы и разместить их в соответствии с заданными значениями программы обработки или вспомогательными светодиодными индикаторами для наладки.
8 Нажать грибовидную кнопку или кнопку «Зажать вакуумный присос» на пульте управления с соответствующей стороны стола станка. Проверить, прочно ли зажаты вакуумные присосы
|
|
|
9 При необходимости нажать кнопку «Упор вверх» на пульте управления с соответствующей стороны стола станка, чтобы направить упоры заготовок вверх. При необходимости активировать в системе управления станком опорные рельсы, которые должны переместиться вверх.
10 Наложить заготовку и выровнять по упорам заготовки.
11 Плотно прижать заготовку к вакуумным присосам.
12 Нажать грибовидную кнопку или кнопку «Зажать заготовку» на пульте управления с соответствующей стороны стола станка. Загорится контрольная лампа на грибовидной кнопке. Если контрольная лампа мигает, продолжать работу нельзя. Опорные рельсы переместятся вниз.
13 Покинуть коврики предохранительного отключения и запустить обработку. Упоры заготовки автоматически переместятся вниз.
После обработки:
1 Зайти на коврики предохранительного отключения.
2 Удалить инородные частицы и пыль с заготовки.
3 Нажать грибовидную кнопку или кнопку «Зажать заготовку» на пульте управления с соответствующей стороны стола станка. Заготовка освобождается. Опорные рельсы переместятся вверх.
Литература: [7].
Контрольные вопросы для самопроверки
1 Укажите основные элементы пневматического блока.
2 Назовите назначение машинного стола.
3 Укажите рабочее давление пневмосистемы.
4 Назовите основные элементы машинного стола.
5 Укажите какие кнопки представлены на пульте управления с каждой стороны стола и за что они отвечают.
6 Укажите в каких случаях применяются опорные рельсы.
|
|
|
