 |


2. Реконструкция фрезерного станка цеха металлоизделий
|
|
|
|
2. РЕКОНСТРУКЦИЯ ФРЕЗЕРНОГО СТАНКА ЦЕХА МЕТАЛЛОИЗДЕЛИЙ
2. 1 Сущность реконструкции и обоснование ее необходимости
В данной дипломной работе проводится реконструкция фрезерного станка, а именно, замена его электрического оборудования.
Осуществляется реконструкция станков с учетом условий эксплуатации и последних достижений науки и техники. Под реконструкцией станков понимают внесение в конструкцию частичных изменений в целях повышения их технического уровня до уровня современных моделей аналогичного назначения (общетехническая модернизация) или для решения конкретных технологических задач производства путём приспособления оборудования к более качественному выполнению определенного вида работ (технологическая реконструкция). В результате реконструкции повышается производительность оборудования, уменьшаются эксплуатационные расходы, снижается брак, а в ряде случаев увеличивается длительность межремонтного периода.
Реконструкция в целях сокращения машинного времени осуществляется путем повышения технических характеристик: увеличения мощности привода, расширения диапазона скоростей резания и подач. Это обычно сопровождается повышением жесткости и виброустойчивости отдельных узлов станка, повышением жесткости крепления инструмента и т. д.
Реконструкция для сокращения вспомогательного времени проводят по пути оснащения различными зажимными, загрузочно-разгрузочными устройствами, устройствами активного контроля размеров, устройствами и механизмами для работы по программе и т. д.
Повышение точности реконструируемых станков получают в результате повышения кинематической точности (усовершенствование отсчетных устройств, корректирующих устройств и т. д. ), геометрической точности (совершенствование конструкций опор шпинделей, установка подшипников более высокой точности, повышение жесткости узлов и т. д. ), уменьшения температурных деформаций (применение циркуляционного смазывания, температурных компенсаторов и т. д. ).
|
|
|
Повышение производительности фрезерных станков достигается увеличением мощности и быстроходности привода главного движения, скоростей быстрых перемещений, расширением диапазона регулирования скоростей и подач, автоматизацией цикла обработки, автоматизацией и механизацией вспомогательных движений в станках, применением приспособлений, расширяющих технологические возможности фрезерных станков.
2. 2 Назначение и общая характеристика электрооборудования фрезерного станка
Фрезерные станки предназначены для обработки плоских и фасонных, в том числе и винтовых поверхностей, с помощью фрез - многолезвийных инструментов с режущими кромками, расположенными на поверхности тела вращения или на его торце.
Фрезы могут быть самых различных конструкций, из которых наиболее распространенными являются цилиндрические, дисковые, концевые, торцовые, фасонные.
Главным движением во фрезерных станках является вращение фрезы, а движением подачи - относительное перемещение фрезы и заготовки.
Согласно классификации фрезерные станки относятся к 6-й группе.
В зависимости от расположения узлов станка (компоновки), различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием консольно-фрезерных станков
является наличие консоли, перемещающейся в вертикальном направлении по направляющим станины.
Классификация:
1. Консольно-фрезерные станки.
На консольно-фрезерных станках обрабатывают детали малых и средних габаритов и веса.
|
|
|
Из-за наличия зазоров между консолью и направляющей станины, станки имеют ограниченную жесткость.
В зависимости от расположения шпинделя фрезерные станки подразделяются:
а) Горизонтальные
б) Вертикальные
в) Универсальные (стол может поворачиваться в горизонтальной плоскости, что необходимо при фрезеровании спирали.
г) Широкоуниверсальные (имеют поворотную шпиндельную головку, которая позволяет поворачивать шпиндель под различными углами к горизонтали).
2. Вертикально-фрезерные бесконсольные станки.
Обладают повышенной жесткостью, служат для обработки крупных и тяжелых деталей.
Заготовка получает два движения подачи – продольное и поперечное.
Настройка по высоте осуществляется с помощью перемещения шпинделя.
3. Продольно-фрезерные станки.
Существуют одно и двух стоечные. Имеют только одну продольную подачу стола.
Обрабатываются корпусные детали. Имеют несколько фрезерных головок.
4. Фрезерные станки непрерывного действия.
Применяют в серийном и массовом производстве.
Бывают:
Карусельного типа - стол вращается вокруг вертикальной оси.
Барабанного типа - стол вращается вокруг горизонтальной оси.
Установка и съем детали совмещаются с процессом резания.
5. Копировально-фрезерные станки.
Служат для фрезерования сложных поверхностей (плоские кулачки, штампы).
6. Специальные фрезерные станки:
а) резьбофрезерные.
б) шлице – фрезерные.
в) зубофрезерные.

Рис. 2 Общий вид консольно-фрезерного горизонтального станка 6Р81Г

Рис. 3 Расположение составных частей горизонтального
консольно-фрезерного станка 6Р81Г
1. Станина - 6Р81Г-11. 001
2. Станина - 6Р11-11. 000
3. Серьга - 6Р81Г-11. 000
4. Ограждение - 6Р11-12. 000
5. Привод шпинделя - 6Р81Г-21. 01
6. Привод шпинделя - 6Р11-21. 01
7. Коробка скоростей - 6Р81Г-31. 02
8. Переключение коробки скоростей - 6Р81Г-33. 01
9. Коробка подач - 6Н81Г-51. 02А
10. Редуктор - 6Н81Г-52. 01
11. Коробка реверса - 6Н81Г-53. 01А
12. Переключение подач - 6Н81Г-55. 02
13. Консоль - 6Н81Г-60. 05
14. Стол - 6Н81Г-70. 01А
15. Стол - 6H81-70. 01
16. Система смазки стола и консоли - 6Н81Г-83. 02
17. Система смазки стола и консоли - 6H81-83. 02
18. Система охлаждения - 6Р81Г-84. 01
19. Электрошкаф - 6Р81Г-95. 02А
20. Электрооборудование - 6Р81Г-99. 05А
21. Электрооборудование - 6Р11-99. 06А
|
|
|
22. Электрооборудование - 6Р81Ш-99. 001А
23. Фрезерная головка - 6Р11-32. 000
24. Поворотная головка - 6Т81Ш-31
25. Ползун - 6Т81Ш-44
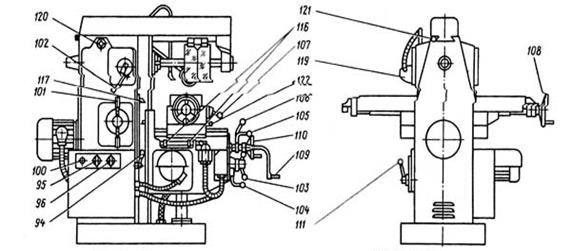
Рис. 4 Расположение органов управления фрезерным станком 6р81г
94. Автоматический выключатель электросети
95. Выключатель электронасоса охлаждения
96. Переключатель направления вращения шпинделя
97. Кнопка " Пуск шпинделя"
98. Кнопка " Пуск подачи"
99. Кнопка " Общий стоп"
100. Кнопка " Толчок шпинделя"
101. Рукоятка переключения скоростей шпинделя
102. Рукоятка переключения перебора шпинделя
103. Рукоятка переключения подач стола
104. Рукоятка переключения перебора коробки подач
105. Рукоятка включения механической вертикальной подачи
106. Рукоятка включения механической поперечной подачи
107. Рукоятка включения механической продольной подачи
108. Маховик ручного продольного перемещения стола
109. Рукоятка ручного вертикального перемещения стола
110. Маховичок ручного поперечного перемещения стола
111. Рукоятка включения ускоренной подачи во всех направлениях
112. Рукоятка закрепления стола от вертикального перемещения
113. Рукоятка закрепления стола от продольного перемещения
114. Рукоятка закрепления стола от поперечного перемещения
115. Упоры выключения продольного механического перемещения стола
116. Упоры выключения поперечного перемещения стола
117. Упоры выключения вертикального перемещения стола
118. Рукоятка привода ручного насоса смазки
119. Выключатель местного освещения
120. Квадрат перемещения хобота
121. Квадрат для закрепления хобота
122. Винты и гайки закрепления верхних салазок от поворота (для станка 6P81)
123. Гайка закрепления серьги
124. Маховичок перемещения пиноли
125. Рукоятка зажима пиноли
126. Квадрат поворота головки
127. Рукоятка переключения скоростей поворотного шпинделя ползуна
128. Переключатель направления вращения поворотного шпинделя
129. Переключатель выбора работы шпинделей (горизонтального, поворотного или обоих вместе)
130. Маховичок включения и регулирования подачи охлаждающей жидкости
|
|
|
