 |


3.1.5 Браширование. 3.1.5.1 Методика исследования
|
|
|
|
3. 1. 5 Браширование
При обработке вращающимися щетками, как и при воздушно-абразивной обработке, в большей мере разрушается ранняя древесина годичного слоя, в результате на поверхности заготовки создается фактура, рисунок которой соответствует естественному строению древесины.
Браширование выполняют с использование ручного электроинструмента (электродрелей, шлифовальных машинок) и на станках. Преимущество обработки ручным электроинструментом состоит в возможности оформления фактуры на сложных поверхностях и отдельных участках изделия, станочной – в высокой производительности, большей однородности рельефа, лучших условиях труда – меньшей запыленности рабочего места. Станки для браширования позволяют обрабатывать заготовки как по пласти, так и по кромке.
Для достижения высоких эстетических свойств, в частности глянцевого блеска окрашиваемых после браширования изделий, обработку щетками выполняют в две стадии, устанавливая на оборудовании два вида щеток для последовательного выполнения черновой и чистовой обработки (рисунок 75).

Рисунок 75 – Черновая и чистовая обработка пласти древесины на станке R 300-2 (Италия)
Материалом ворса щеток для черновой обработки служит гофрированная проволока, для чистовой – полимер-абразив, растительный ворс (рисунок 76).
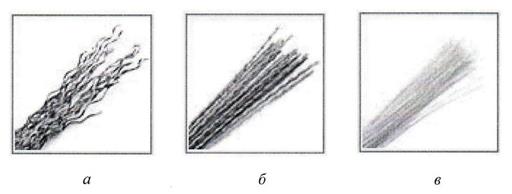
Рисунок 76 – Материал ворса: гофрированная стальная проволока для черновой обработки (а); полимер-абразивная (карбид кремния) (б) и фибра (чистый растительный ворс) (в) – для чистовой обработки
Состаренная и имитирующая состаренную древесины имеют как макронеровности поверхности, придающие фактуре рельефность, так и микронеровности (шероховатость) на рельефе (рисунок 77), последние влияют на степень блеска.
|
|
|
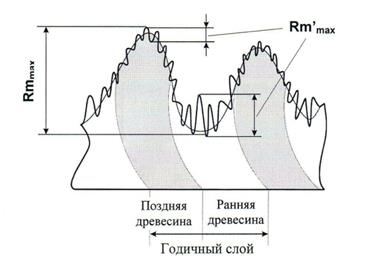
Рисунок 77 – Неровности поверхности древесины
3. 1. 5. 1 Методика исследования
Факторами, от которых зависят эстетические свойства фактуры при брашировании, являются порода древесины – ее макроструктура и прочность -, влажность и шероховатость поверхности заготовки, элементы режима резания – скорость, глубина и ширина резания, подача -, материал, диаметр, длина и плотность набивки ворса щеток.
Влияние факторов исследовали на экспериментальной установке, созданной на основе деревообрабатывающего станка КСМ (рисунок 78).
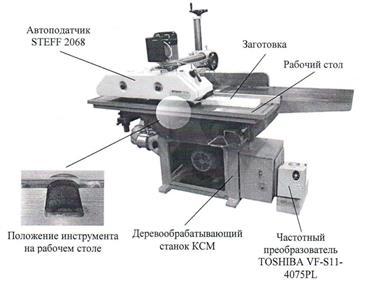
Рисунок 78 – Установка для исследования
Установка снабжена автоподатчиком STEFF 2068, осуществляющем подачу и прижим заготовки, и частотным преобразователем, позволяющем изменять число оборотов щетки, расширили рабочий стол станка. Схема браширования приведена на рисунке 79.

Рисунок 79 – Схема обработки заготовки
Применяли щетки фирмы OSBORN с металлическим ворсом для черновой обработки и полимер-абразивным и нейлоновым – для чистовой (таблица 7).
Таблица 7. Характеристика щеток
| Материал | Диаметр ворса d, мм | Плотность набивки P, ворс/см2 | Длина ворса, мм | Диаметр щетки D, мм | Диаметр отверстия вала dотв, мм | Длина щетки S, мм |
| Металл | 0., 35 | 156* | ||||
| 57** | ||||||
| 0, 2 | 107, 5** | |||||
| 0, 5 | 56, 8* | |||||
| Полимер-абразив | ||||||
| Нейлон | 0, 6 | 61, 2 | ||||
| * - далее по тексту – жесткая щетка **- далее по тексту – мягкая щетка | ||||||
Высоту рельефа Rmmax измеряли индикаторным глубиномером ГИ-100, параметр шероховатости Rm’max –двойным микроскокпом Линника МИС-11 по стандартным методикам.
|
|
|
