 |


Показатели качества процесса автоматического регулирования
|
|
|
|
К системам <http://automation-system.ru/> автоматического <http://automation-system.ru/main/item/46-klassifikacziya-sistem-avtomaticheskogo-regulirovaniya.html> регулирования (САР <http://automation-system.ru/main/item/46-klassifikacziya-sistem-avtomaticheskogo-regulirovaniya.html>) предъявляются требования <http://automation-system.ru/spravochnik-inzhenera/item/7-5.html> не только устойчивости процессов <http://automation-system.ru/main/item/40-klassifikacziya-texnologicheskix-proczessov-asu-tp.html> регулирования. Для работоспособности <http://automation-system.ru/spravochnik-inzhenera/item/1-11.html> системы не менее необходимо, чтобы процесс автоматического регулирования осуществлялся при обеспечении <http://automation-system.ru/spravochnik-inzhenera/item/7-7.html> определенных <http://automation-system.ru/main/item/70-opredelenie-parametrov-perexodnyx-xarakteristik.html> показателей качества процесса управления <http://automation-system.ru/main/item/42-sxemy-upravleniya-v-asutp.html>.
Если исследуемая САР является устойчивой, возникает вопрос о том, насколько качественно происходит регулирование в этой системе и удовлетворяет ли оно технологическим <http://automation-system.ru/main/item/40-klassifikacziya-texnologicheskix-proczessov-asu-tp.html> требованиям объекта управления. На практике <http://automation-system.ru/main/item/55-osnovnye-princzipy-postroeniya-asup.html> качество регулирования определяется визуально по графику переходной характеристики <http://automation-system.ru/main/item/70-opredelenie-parametrov-perexodnyx-xarakteristik.html>. Однако, имеются точные, но более сложные математические методы <http://automation-system.ru/main/item/62-metody-resheniya-zadach-kalendarnogo-planirovaniya.html>, дающие конкретные числовые <http://automation-system.ru/plc/item/g2-8-1.html> значения <http://automation-system.ru/main/item/45-osnovnye-terminy-i-opredeleniya-regulirovaniya.html> (которые не рассматриваются в данной методике).
Классификация <http://automation-system.ru/main/item/46-klassifikacziya-sistem-avtomaticheskogo-regulirovaniya.html> показателей качества состоит из нескольких групп <http://automation-system.ru/main/item/32-statisticheskaya-oczenka.html>:
|
|
|
· прямые - определяемые непосредственно по переходной характеристике <http://automation-system.ru/main/item/70-opredelenie-parametrov-perexodnyx-xarakteristik.html> процесса,
· корневые - определяемые по корням характеристического полинома,
· частотные <http://automation-system.ru/main/item/29-dinamicheskie-xarakteristiki.html> - по частотным характеристикам,
· интегральные <http://automation-system.ru/spravochnik-inzhenera/item/2-15.html> - получаемые путем интегрирования функций <http://automation-system.ru/main/item/21-peredatochnaya-funkcziya.html>.
Прямыми показателями качества процесса управления, определяемые непосредственно по переходной характеристике <http://automation-system.ru/main/item/70-opredelenie-parametrov-perexodnyx-xarakteristik.html> являются:
. Установившееся значение выходной <http://automation-system.ru/plc/item/g1-4-2.html> величины <http://automation-system.ru/main/item/405-3-position-regylator.html> Yуст
. Степень затухания
. Время достижения первого максимума tmax
. Время регулирования <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html> tp
. Ошибка <http://automation-system.ru/main/item/24-oshibka-kalibrovki.html> регулирования Ест (статистическая или среднеквадратическая составляющие <http://automation-system.ru/main/item/54-sostav-asup.html>)
. Перерегулирование <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html> у
. Динамический <http://automation-system.ru/main/item/29-dinamicheskie-xarakteristiki.html> коэффициент регулирования Rd
. Показатель колебательности <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html> М.
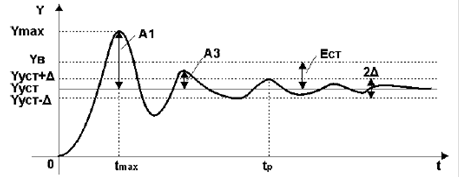
Например, переходная характеристика <http://automation-system.ru/main/item/70-opredelenie-parametrov-perexodnyx-xarakteristik.html>, снятая на объекте <http://automation-system.ru/spravochnik-inzhenera/item/8-2.html> управления при отработке ступенчатого воздействия <http://automation-system.ru/main/item/408-p-pi-pid.html>, имеет колебательный <http://automation-system.ru/main/item/67-tipovye-zvenya-sistem-regulirovaniya.html> вид и представлена <http://automation-system.ru/plc/item/g2-8-1.html> на рис.1.
Установившееся значение выходной величины Yуст
Установившееся значение выходной <http://automation-system.ru/main/item/408-p-pi-pid.html> величины Yуст определяется по переходной характеристике, представленной на рис.1.
|
|
|
 <http://automation-system.ru/regulyator.html>
<http://automation-system.ru/regulyator.html>
Рисунок 1 - Определение показателей качества по переходной характеристике
Степень затухания
Степень затухания определяется по формуле:

где А1 и А3 - соответственно <http://automation-system.ru/spravochnik-inzhenera/item/4-16.html> 1-я и 3-я амплитуды переходной характеристики рис.1.
Время достижения первого максимума tmax
Время достижения первого максимума tmax определяется по переходной характеристике, представленной на рис. 1.
Время регулирования tp
Время регулирования <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html> tp определяется согласно рис.1 следующим образом: Находится допустимое отклонение <http://automation-system.ru/spravochnik-inzhenera/item/4-1.html> Д, например, задано <http://automation-system.ru/spravochnik-inzhenera/item/5-6.html> Д = 5%Yуст и строится «зона» толщиной 2 Д (см. рис. 1). Время tp соответствует последней точке пересечения Y(t) с данной границей. То есть время, когда колебания регулируемой величины перестают превышать 5% от установившегося значения.
Настройки регулятора <http://automation-system.ru/main/item/415-opredelenie-optimalnyx-nastroek-regulyatorov.html> необходимо выбирать так, чтобы обеспечить минимально возможное значение общего времени регулирования <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html>, либо минимальное значение первой полуволны переходного процесса.
В непрерывных системах с типовыми регуляторами <http://automation-system.ru/main/category/type-of-control.html> это время бывает минимальным при так называемых оптимальных апериодических <http://automation-system.ru/main/item/67-tipovye-zvenya-sistem-regulirovaniya.html> переходных процессах. Дальнейшего уменьшения времени регулирования до абсолютного минимума можно достичь при использовании <http://automation-system.ru/plc/category/glava-1-3.html> специальных оптимальных по быстродействию систем регулирования.
Ошибка регулирования Ест
Статическая ошибка <http://automation-system.ru/main/item/414-zakony-regulirovaniya-p-pi-pid.html> регулирования
Ест = Ув - Ууст,
где Ув - входная <http://automation-system.ru/plc/item/g1-4-1.html> величина (см. рис. 1).
В некоторых САР наблюдается ошибка, которая не исчезает даже по истечении длительного интервала <http://automation-system.ru/spravochnik-inzhenera/item/2-4.html> времени - это статическая ошибка <http://automation-system.ru/main/item/414-zakony-regulirovaniya-p-pi-pid.html> регулирования Ест. Данная ошибка не должна превышать некоторой наперед заданной величины. У регуляторов <http://automation-system.ru/main/category/regulyator.html> с интегральной составляющей ошибки в установившемся состоянии <http://automation-system.ru/plc/item/g2-9-2.html> теоретически равны нулю, но практически незначительные ошибки могут существовать из-за наличия <http://automation-system.ru/main/item/64-zadacha-operativnogo-regulirovaniya.html> зон нечувствительности в элементах <http://automation-system.ru/main/item/65-staticheskie-xarakteristiki.html> системы.
|
|
|
Перерегулирование у
Величина перерегулирования <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html> у зависит от вида отрабатываемого сигнала <http://automation-system.ru/plc/item/g4-3.html>. При отработке ступенчатого воздействия (по сигналу задания) - см. рис.1 величина перерегулирования <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html> у определяется по формуле:

где значения величин Ymax и Yуст определяются согласно рис.1.
При отработке возмущающего воздействия, величина перерегулирования у определяется из соотношения:
 <http://automation-system.ru/regulyator.html>
<http://automation-system.ru/regulyator.html>
где значения величин Xm и X1 определяются согласно рис. 2.
Рисунок 2 - График переходного процесса при отработке возмущения

Динамический коэффициент регулирования Rd
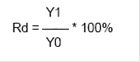
Динамический коэффициент регулирования Rd определяется из формулы:

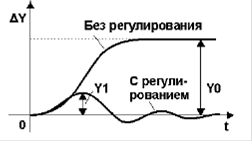
где значения величин Y1 и Y0 определяются согласно рис. 3.
 <http://automation-system.ru/regulyator.html>
<http://automation-system.ru/regulyator.html>
Рисунок 3 - К понятию <http://automation-system.ru/spravochnik-inzhenera/item/2-4.html> динамического коэффициента регулирования
Величина динамического коэффициента Rd характеризует степень воздействия регулятора на процесс, т.е. степень понижения динамического отклонения в системе с регулятором и без него.
Показатель колебательности М
Показатель колебательности <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html> M характеризует величину максимума модуля <http://automation-system.ru/plc/item/g4-11.html> частотной передаточной <http://automation-system.ru/main/item/21-peredatochnaya-funkcziya.html> функции замкнутой системы (на частоте резонанса) и, тем самым, характеризует колебательные свойства <http://automation-system.ru/main/item/70-opredelenie-parametrov-perexodnyx-xarakteristik.html> системы. Показатель колебательности <http://automation-system.ru/main/item/74-pokazateli-kachestva-proczessa-upravleniya.html> наглядно иллюстрируется на рисунке 4.
|
|
|
 <http://automation-system.ru/regulyator.html>
<http://automation-system.ru/regulyator.html>
Рисунок 4 - График модуля частотной передаточной функции <http://automation-system.ru/main/item/21-peredatochnaya-funkcziya.html> замкнутой системы
измерение контроль автоматический технологический добыча
Условно считается, что значение М = 1,5-1,6 является оптимальным для промышленных <http://automation-system.ru/plc/item/g1-3-5.html> САР, т.к. в этом случае у обеспечивается в районе от 20% до 40%. При увеличении значения M колебательность в системе возрастает.
В некоторых случаях нормируется полоса пропускания системы щп, которая соответствует уровню усиления в замкнутой системе 0,05. Чем больше полоса пропускания, тем больше быстродействие замкнутой системы. Однако при этом повышается чувствительность системы к шумам в канале <http://automation-system.ru/main/item/426-nadezhnosti-sistem-scada.html> измерения и возрастает дисперсия ошибки регулирования.
|
|
|
