 |


Горизонтальные конверторы с верхним отводом газов
|
|
|
|
Содержание
Задание. 2
Содержание. 3
Введение. 4
1 Конструкция конвертеров цветной металлургии. 5
1.1 Конструкция горизонтального конвертера. 5
1.2 Горизонтальные конверторы с верхним отводом газов. 5
1.3 Конвертор с боковым отводом газов. 10
2 Вертикальные конверторы.. 14
3 Расчет основных параметров и теплового баланса конверторов цветной металлургии. 22
3.1 Тепловой баланс конвертора. 27
Заключение. 33
Список использованных источников. 34
Введение
Производство стали революционизировалось в результате разработки кислородно-конвертерного процесса (известного также под названием процесса Линца-Донавица). Этот процесс начал применяться в 1953 г. на сталеплавильных заводах в двух австрийских металлургических центрах-Линце и Донавице.
В кислородно-конвертерном процессе используется кислородный конвертер с основной футеровкой (кладкой). Конвертер загружают в наклонном положении расплавленным чугуном из плавильной печи и металлоломом, затем возвращают в вертикальное положение.
Конверторы, применяемые для переработки медных, полиметаллических, никелевых и медно-никелевых штейнов, по конструкции практически не отличаются друг от друга. Их емкость обычно оценивается количеством металла, содержащегося в рабочем пространстве агрегата и колеблется в пределах от 20 до 100т.
В цветной металлургии конверторы служат для конвертирования жидких медных, медно – никелевых и полиметаллических штейнов вдуванием в расплав сжатого воздуха давлением 0,8 – 1,2 кгс/м2. в результате реакций окисления (при 1200-13000С) кислородом вдуваемого воздуха компонентов штейна (железо, сера и др.) получают черновую металлическую медь, свинец, никель. Образующиеся оксиды выводят из конвертора плезо, сера и др.мого воздуха компонентов штейна()того воздуха давлением 0,8 - 1,1 (при помощи флюсующих материалов) в виде шлака, пылей и возгонов.
|
|
|
Конверторы разделяются на горизонтальные и вертикальные в зависимости от расположения рабочего пространства. Вертикальные конверторы установлены на Побужском никелевом заводе. Конверторные переделы остальных заводов цветной металлургии основаны горизонтальными конверторами.
Конструкция конвертеров цветной металлургии
Конструкция горизонтального конвертера
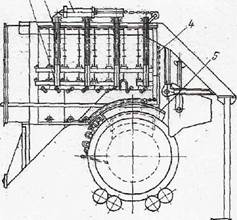
Горизонтальные конверторы характеризуются диаметром и длиной корпуса (бочки) и разделяются на конструкции с верхнем отводом (отсосом) газов (рис.1) и боковым или осевым отводом. Последние как новые прогрессивные конструкции находятся в стадии производственных испытаний и внедрения в производство, медного штейна.
Горизонтальные конверторы с верхним отводом газов
Горизонтальные конверторы с верхним отводом газов (через горловину) типизированы - выпускаются двух типоразмеров по ёмкости 80 и 40 т. Наиболее распространены 80т конверторы. Эксплуатируются конверторы нетипизированных емкостей, установленные в прежние годы.
Для предотвращения деформации: корпуса усилены накладками проем под горловину, фурменная зона и концевые участки в месте установки бандажей (опорных колец). Бандажи отлиты, составными из стали 35Л111, закреплены на бочке шпонками и приваренными клиньями. Бандаж со стороны привода отлит заодно с зубчатым венцом. Крышки, усилены кольцевыми и поперечными, балками жесткости. Стяжными шпильками, крышки соединены между собой и прикреплены к бандажам. Пружины - шпилек воспринимают усилие от температурного расширения футеровки при разогреве конвертора. В каждой крышке предусмотрено по два люка для установки горелок и ремонтных работ.
|
|
|
Опорные ролики попарно закреплены на стальных сварнолитых балансирах (траверсах), установленных, на чугунных подушках. Разъемная конструкция балансиров позволяет снимать для ремонта ролики с вмонтированными роликоподшипниками. Опорные ролики одновременно служат элементом регулирования при монтаже конвертора: подтягивает или ослабляя гайки стяжных шпилек; (диаметр 76 мм), сближают или раздвигают, подушки с балансирами, что позволяет точно установить корпус, выверить горизонтальность продольной оси и отрегулировать зазор в зубчатом зацеплении. Геометрические оси опор расположены под углом 300 к вертикали. Опора на балансирах обеспечивает рассредоточение и более равномерное распределение нагрузки между роликами; создает большую устойчивость при, повороте бочки с расплавом.
Привод поворота бочки осуществляется от электродвигателя мощностью 50 кВт через редуктор и открытую зубчатую пару (с фрезерованными зубьями). На случай выхода из строя рабочего двигателя или прекращения подачи тока, а также при падении, давления сжатого воздуха в приводе установлен аварийный двигатель, питающийся от аккумуляторной батареи.
Для остановки бочки и удержания ее при любом угле поворота имеются два тормоза TKП 400; каждый тормоз обеспечивает необходимый тормозной момент. К выходному валу редуктора подсоединен командоаппарат КА4168-4 через понижающую ступень специального кинематического редуктора. Вторая повышающая ступень подсоединена к механическому реле оборотов, контролирующему скорость поворота бочки. Воздух из цехового воздухопровода подводится через воздушную сальниковую головку 12. Сферическая поверхность головки позволяет без нарушения герметичности поворачивать конвертор при несовпадении, его оси вращения с осью стационарной части системы подачи воздуха (цеховой), а также компенсировать температурное удлинение бочки. Переходное соединительное колено закреплено на крышке бочки при помощи телескопической опоры.
Дроссельная заслонка предназначена для подачи в разные периоды конвертирования различного количества воздуха и быстрого (в течение 5 с) полного перекрытия подачи. Поворот заслонки осуществляется электродвигателем мощностью 1,1 кВт через планетарный самотормозящий редуктор. Установка заслонки в крайние положения обеспечивается двумя конечными выключателями.
|
|
|
Конвертор КГ-7-80Ц и модернизированные действующие конверторы оснащены фурмоколлекторами, предназначенными для равномерного распределения воздуха по длине бочки, уменьшения потерь сжатого воздуха и снижения трудозатрат на обслуживание воздухоподводящего устройства.
Фурмоколлектор (рис.2) представляет собой сварную овальную трубу 2 со сквозными поперечными расточками для установки с одной стороны фурм 1 (клапанного устройства), с другой фурменных трубок 3. Конструкция фурмоколлектора допускает возможность его поворота для изменения угла наклона фурменных трубок в пределах 2-8°.
В немодернизированных конверторах каждая фурма закреплена на бочке (рис.3). Сжатый воздух подводится через гибкий стальной рукав 8 и в корпус фурмы 2, плотно закрываемый шариком 3. При прочистке трубки (фурмовке) ломиком шарик отбрасывается в верхнюю полость, и уплотнение создается клапаном 5, состоящим из четырех сегментообразных частей, стянутых спиральной пружиной. Детали клапана термически обработанные. Шарики - стальные стандартные диаметром 50-80 мм, применяемые в подшипниках качения; фурменные трубки диаметром 36-51 мм со стенкой толщиной 3-5 мм. Применение трубок из жаростойкой стали позволяет повысить срок их службы в нет сколько раз.
Напыльник - массивная стальная коробка прямоугольного, круглого или полукруглого поперечного сечения закрепляется над горловиной конвертора и соединяется с газоотводящей системой. Назначение напыльника - обеспечить высокую степень сбора отходящих газов при минимальных подсосе воздуха и выбросе газа в атмосферу цеха. В эксплуатации находятся напыльники неводоохлаждаемые (сухие) и водоохлаждаемые. Первые не обеспечивают должной герметичности соединений, имеют малый срок службы; для увеличения срока службы их футеруют чугунными плитами или изготовляют из листовой жаростойкой стали. Наибольшее распространение получили водоохлаждаемые конструкции.
|
|
|
Водоохлаждаемый напыльник более сложен в изготовлении и обслуживании: требует внимательного надзора за водоохлаждаемыми. элементами, но вместе с тем более долговечен и менее подвержен настылеобразованию от выбросов расплавленной массы.
На рис.4 показана конструкция одного из действующих напыльников. Стенки напыльника собраны из отдельных кессонов коробчатого сечения. Правые и левые кессоны соединены между собой в вертикальной плоскости встык, образуя полукруглую форму сечения напыльника. По сравнению с прямоугольной эта форма обладает большей жесткостью и прочностью, обеспечивает более равномерное движение газов и меньшее оседание грязи и ила.
Материал кессонов - малоуглеродистая листовая сталь марок ВСтЗ, 15, 20 и СтЗ (как заменитель). Толщина стенок в зависимости от размера кессонов: внутренней стороны 8-16, наружной 6-10 мм. К конструкции и изготовлению кессонов, их обслуживанию и охлаждаемой воде предъявляют требования, аналогичные требованиям к кессонам шахтных печей. Нижние концы боковых кессонов соединены с кессонами-коллекторами. Передняя стенка также водоохлаждаемая; нижняя кромка ее не достигает горловины; зазор между ними перекрывается жаростойкой заслонкой.
1 – кессон – коллектор; 2 – кессон боковой; 3 – пневмоцилиндр; 4 – передняя стенка; 5 – заслонка передвижная.
Рисунок 4 - Напыльник водоохлаждаемый
Горловина может иметь круглую, прямоугольную и овальную форму; высота горловины 550-900 мм, устанавливается под углом 12-30° к вертикали в сторону фурм. Горловина конвертора КТ-7-80Ц прямоугольная составная: основание цельнолитое из стали 35Л111, крепится к бочке болтами, служит жесткой опорой для трех бронеплит из жаропрочного тугуна марки ЖЧХ-1,5 и одной из жаростойкой стали марки 12Х18Н9ТЛ. Одна бронеплита имеет носок, футерованный кирпичом (для слива продуктов плавки).
Фартук предохраняет корпус и фурмоколлектор от воздействия выбросов штейна во время продувки и слива штейна и шлака; прикрепляется к горловине.
Футеровка корпуса - хромомагнезитовый и магнезитовый кирпич. Толщина футеровки 230-380 мм, а в области фурменного пояса 450-800 мм. Температурные швы составляют около 1 % длины футеровки. Между стенкой корпуса и футеровкой предусматривают засыпку из магнезитового порошка толщиной около 100 мм. Кладка кирпичей ведётся насухо; зазоры между кирпичами заполняют мелким магнезитовым порошком.
Эксплуатация и ремонт конверторов. Конверторы - крупные потребители сжатого воздуха: затраты на дутьё являются одной из основных статей расхода при конвертировании. За состоянием герметичности воздухоподводящей системы, сальниковой головки, фурмоколлектора должен быть установлен повседневный надзор. Воздухоподводящую систему необходимо два-три раза в год очищать от накопившейся пыли и грязи. Загружаемые в конвертор флюсы должны быть воздушно - сухими во избежание взрыва штейна и выброса расплава. Периодически (по местным условиям) необходимо продувать, промывать и очищать кессоны водоохлаждаемых напылышков. Охлаждающая вода должна быть чистой, не содержать механических примесей (ила, песка и. пр.), подводиться к нижним углам кессонов- иметь возможно меньшую жесткость.
|
|
|
Корпус конвертора должен, периодически осматриваться для выявления разрушенной сварки, выпучивания стенок. Во избежание прогорания не допускаются проливы расплава при заливке конвертора.
После очередной; смены футеровки, необходимо контролировать длину пружин шпилек, стягивающих крышки бочки. Нормальная высота сжатых пружин конвертора емкостью 80т равна 280 мм. Во время остановки конвертора на ремонт зубчатый венец и шестерня должны очищаться, от накопившейся грязи; необходимо проверять качество зацепления. Рекомендуемый контакт рабочих поверхностей зубчатой пары: по длине зуба не меньше 40%, по ширине - не меньше 30%, боковой зазор 0,7-2,5 мм. При износе, превышающем 30% первоначальной толщины зуба по начальной окружности, шестерня или венец подлежат замене.
Запрещается регулировать поджатие опорных роликов нагруженного конвертора во избежание перегрузки стяжных шпилек.
Тормозы имеют весьма важное значение для безаварийной работы конвертора - их состояние и работа должны находиться под постоянным, надзором. Тормозы должны эксплуатироваться в строгом соответствии с требованиями инструкций завода-изготовителя. Необходимо своевременно регулировать поджатие главной пружины, заменять тормозную ленту и ремонтировать тормоз. Не реже двух раз в месяц нужно контролировать и регулировать тормозной момент -предельное снижение его составставляет 10% от номинального. Работа конвертора с неисправным тормозом не допускается.
В редукторах и зубчатых муфтах необходимо периодически проверять уровень масла; масло должно заменяться свежим не реже одного раза в 4-6 месяцев, а после пуска - по истечении 2-3 недель. При каждой замене масла необходимо промывать картеры и маслопроводы смесью масла низкой вязкости с дизельным топливом
в соотношении 1:1. Густую смазку от централизованной системы (ручного насоса НРГ, устанавливаемого рядом с конвертором) следует подавать не реже одного раза в смену (марка УС-3). Подшипники зубчатого редуктора ЦТ2-100 смазывают мазью ЦИА'ГИМ-203; в картер заливают масло АКп-10. Этим же маслом смазывают планетарный и кинематический редукторы.
|
|
|
