 |


Функциональные области логистики на промышленном предприятии
|
|
|
|
Объектом логистики, как известно, является сквозной материальный поток, тем не менее, на отдельных участках управление им имеет известную специфику. В соответствии с этой спецификой выделяют пять функциональных областей логистики: закупочную, производственную, распределительную, транспортную и информационную. Укажем специфику каждой функциональной области и ее место в общей системе логистики [10].
1. В процессе обеспечения предприятия сырьем и материалами решаются задачи заготовительной логистики. На этом этапе изучаются и выбираются поставщики, заключаются договоры и контролируется их исполнение, принимаются меры в случае нарушения условий поставки. Любое производственное предприятие имеет службу, которая осуществляет перечисленные функции. Логистический подход к управлению материальными потоками требует, чтобы деятельность этой службы, связанная с формированием параметров сквозного материального потока, не была обособленной, а подчинялась стратегии управления сквозным материальным потоком. В то же время задачи, решаемые в процессе доведения материального потока от складов готовой продукции поставщика до цехов предприятия - потребителя, имеют известную специфику, что явилось причиной выделения обособленного раздела логистики - заготовительной логистики.
На практике границы деятельности, составляющей основное содержание заготовительной логистики, определяются условиями договора с поставщиками и составом функций службы снабжения внутри предприятия.
2. В процессе управления материальным потоком внутри предприятия, создающего материальные блага или оказывающего материальные услуги, в основном решаются задачи производственной логистики. Специфика этого этапа заключается в том, что основной объем работ по проведению потока выполняется в пределах территории одного предприятия. Участники логистического процесса при этом, как правило, не вступают в товароденежные отношения. Поток идет не в результате заключенных договоров, а в результате решений, принимаемых системой управления предприятием.
|
|
|
Сфера производственной логистики тесно соприкасается со сферами закупок материалов и распределения готовой продукции. Однако основной круг задач в этой области - управление материальными потоками в процессе осуществления именно производства.
3. При управлении материальными потоками в процессе реализации готовой продукции решаются задачи распределительной логистики. Это обширный круг задач, решением которых занимаются как производственные предприятия, так и предприятия, осуществляющие торгово-посредническую деятельность.
Реализация функции распределения на производственном предприятии иначе называется сбытом продукции. В сферу внимания распределительной логистики материальный поток попадает, еще находясь в, производственных цехах. Это означает, что вопросы тары и упаковки, размера изготавливаемой партии и времени, к которому эта партия должна быть изготовлена, а также много других вопросов, существенных для процесса реализации, начинают решаться на более ранних стадиях управления материальным потоком.
4. При управлении материальными потоками на транспортных участках решаются специфические задачи транспортной логистики. Совокупный объем транспортной работы, выполняемой в процессе доведения материального потока от первичного источника сырья до конечного потребителя, можно разделить на две большие группы (примерно равные): работа, выполняемая транспортом, принадлежащим специальным транспортным организациям (транспорт общего пользования);
работа, выполняемая собственным транспортом всех остальных (нетранспортных) предприятий.
|
|
|
Также как и другие функциональные области логистики, транспортная логистика четко очерченных границ не имеет. Методы транспортной логистики применяются при организации любых перевозок. Однако приоритетным объектом изучения и управления в этом разделе является материальный поток, имеющий место в процессе перевозок транспортом общего пользования.
5. Информационная логистика. Результаты движения материальных потоков находятся в прямой связи с рациональностью организации движения информационных потоков. В последние десятилетия именно возможность эффективного управления мощными информационными потоками позволила ставить и решать задачу сквозного управления потоками материальными. Высокая значимость информационной составляющей в логистических процессах стала причиной выделения специального раздела логистики - информационной логистики. Объект исследования здесь - информационные системы, обеспечивающие управление материальными потоками, используемая микропроцессорная техника, информационные технологии и другие вопросы, связанные с организацией информационных потоков (сопряженных с материальными).
1.5 Промышленная логистика как система управления производством Для построения интегрированной информационно-управляющей логистической системы необходимо охватывать весь процесс движения материальных потоков от прибытия на завод сырья и других материалов и до отправления готовой продукции, анализировать всю технологическую цепь предприятия. При построении технической системы каждому агрегату соответствует определенный тип или модель технических средств и элемент системы управления этим агрегатом. На современном предприятии задержка в получении информации о состоянии производства в течение 1-2 часов может привести к его остановке. Поэтому требуется непрерывное информационное слежение за ходом производственного процесса и материальных потоков для принятия эффективных управленческих решений. В рамках логистической системы реализуется пять уровней управления: административный (вышестоящий); уровень управления положением (распределение заказов по средствам погрузки и транспортировки, контроль выполнения заказов по отдельным параметрам, воздействие по упразднению помех и конфликтных ситуаций); уровень выполнения отдельных заказов согласно плану - графику; оперативный режим управления информационными материальными потоками; управление в режиме реального времени "on line" -реализация выполнения плана по отдельным технологическим агрегатам [6]. Одним из существенных качественных показателей эффективности производства является продолжительность цикла. Среднюю продолжительность производственного цикла можно выразить через отношение средней величины запасов к средней мощности предприятия, цеха, участка. Для обеспечения максимального уменьшения продолжительности производственного цикла необходимо обеспечить синхронизацию ритмов (параллельность), например, поступление заготовок и выпуск готовой продукции. Поставка заготовок к рабочим местам организуется по четкому графику. Для достижения высокой производительности, ритмичности и снижения уровня запасов нежелательно на одном производственном участке планировать заказы с большим различием продолжительности цикла. Для гармонизации производства, сокращения времени производственного цикла и снижения запасов крупные заказы рекомендуют делить на части. Для уменьшения средней продолжительности производственного цикла должна быть реализована дисциплина обслуживания в порядке поступления заявок. Существует два варианта управления материальными потоками в рамках внутрипроизводственной системы, между которыми имеется принципиальное различие. Один из вариантов основан на так называемой толкающей логистике, второй - на логистике цели. Толкающая логистика реализуется системой МРП, а логистика цели - системой "Канбан" [3]. 1.6. "Тянущие" системы Особое внимание на Западе уделяется сокращению времени и издержек обращения, связанных с характером производственных процессов. Фирмы стремятся к минимизации материальных запасов. Благодаря широкому внедрению гибких производственных систем в наиболее развитых странах появилось больше возможностей оптимизировать товаропотоки и создать гибкие цехи производства, где подача необходимых комплектующих изделий и полуфабрикатов осуществляется роботами и передвижными устройствами, управляемыми дистанционно. Они также направлены на минимизацию материальных запасов. Новая концепция оценки производственных фондов зародилась в конце 70-х годов в Японии. Основные ее черты можно сформулировать следующим образом:1) любое предприятие должно иметь производственные основные и оборотные фонды, но роль каждой из названных частей неодинакова;2) каждое предприятие должно иметь запасы, главной частью этих запасов являются резервы производственных мощностей, которые могут быть реализованы сразу же, по мере возникновения надобности в них;3) запасы сырья и материалов иметь сверх минимума нерационально; 4) центральное место на пути совершенствования производства должна занимать работа по сокращению запасов. Японскую систему управления запасами, функционирующую на описанной основе, часто называют системой "Ноль запасов". Эта система предполагает наличие минимального запаса материальных ресурсов у фирмы-потребителя и содержание максимального запаса у фирмы-производителя. На автомобильной фирме "Тоста" считается нормальным уровень запасов, если он обеспечивает работу фирмы в течении трех дней. Поставщики в Японии хранят остальную часть запасов, размер которой определяют из расчета, чтобы гарантировать своевременно отгрузку продукции потребителя. Такой подход в настоящее время называют новой философией материальных запасов. Целевая логистика, в рамках которой непосредственно реализуется принцип системы "Канбан" - "точно в срок" (ТВС), основывается на управлении материальными потоками в зависимости от фактической загрузки производственных ячеек. Она носит название "тянущей" [2].Итак, Канбан - метод (информационная система), разработанный в Японии (в рамках подхода “Just in Time”), обеспечивающий оперативное регулирование количества произведенной продукции на каждой стадии поточного производства.Сущность системы Канбан заключается в том, что на все производственные участки завода, включая линии конечной сборки, строго по графику поставляется именно то количество сырья, материалов, комплектующих деталей и узлов, которое действительно необходимо для ритмичного выпуска, точно определенного объема продукции. Средством для передачи приказа о поставке определенного количества конкретных изделий служит сигналом – ярлык в виде специальной карточки в пластиковом конверте. При этом используется карточка отбора и карточка производственного заказа. В карточке отбора указывается количество деталей которое должно быть взято на предшествующем участке обработки, в то время как в карточке производственного заказа указано количество деталей, которое должно быть изготовлено на предшествующем участке. Эти карточки циркулируют как внутри завода, так и между многочисленными фирмами поставщиками. Они содержат информацию о количестве необходимых деталей, обеспечивая тем самым функционирование производства по системе точно во время.КАНБАН является информационной системой, обеспечивающей оперативное регулирование количества произведенной продукции на каждой стадии производства.

Рис. 2.1. Суть метода системы КанбанНеобходимые детали (а) и (в) изготовлены на предшествующем участке и складированы рядом с конвейером вместе с сопровождающими их карточками заказа Канбан, на основании которых они были изготовлены для сборки А, В и С. Автопогрузчик подается к станочной линии, чтобы взять изготовленные детали (а) и (в) с приклеенными к ним карточками отбора Канбан. На месте складирования рабочий загружает деталей столько, сколько указано в карточке отбора, снимая при этом карточки производственного заказа, которые остаются в месте складирования деталей у поточной линии, показывая количество взятых деталей. Они информируют о заказе на изготовление новых деталей.Реализация системы Канбан предполагает, чтобы до фактического начала производственного процесса до всех участков был доведен общий производственный план. Корректировка сводного плана производится еженедельно.Система Канбан позволяет выпускать продукцию высокого качества с минимальными затратами. Это существенно повышает ее конкурентоспособность, особенно на внешних рынках. Рост производительности труда на предприятиях японской промышленности во многом обязан не столько внедрению новых технологий и использованию большого числа роботов, сколько хорошо продуманным методам управления производством и снабжением. 1.7. Толкающие системы МРП (МРП -2)
В толкающей системе МРП планы производства продукции формируются в соответствии с прогнозами рыночной конъюнктуры. Наиболее важной функцией системы МРП является планирование потребности материалов. При этом производится прогнозирование уровня потребности, управление запасами, управление закупками и т.п. Используется разнообразный математический аппарат теории исследования операций. Разрабатывается индивидуальная стратегия пополнения и контроля запасов по позициям номенклатуры, контроль скорости оборачиваемости материалов и т.п. В корпорациях, использующих систему МРП, на печать или дисплей выдается до тридцати исходных форм, в том числе:
|
|
|
|
|
|
|
|
|
- стоимость реализованной продукции;
- прогноз сбыта продукции;
- анализ процесса отгрузки готовой продукции;
- учет выданных поставщиком заказов на материалы и комплектующие;
- анализ процесса выполнения заказов.
Функциональная схема системы МРП приведена на рис.2.2.[15]
Принцип функционирования «толкающей» системы упрощенно можно представить так: переполненный предыдущий участок «проталкивает» часть продукции на последующий участок как бы под напором, независимо от того, есть ли на последующем участке в этом потребность.
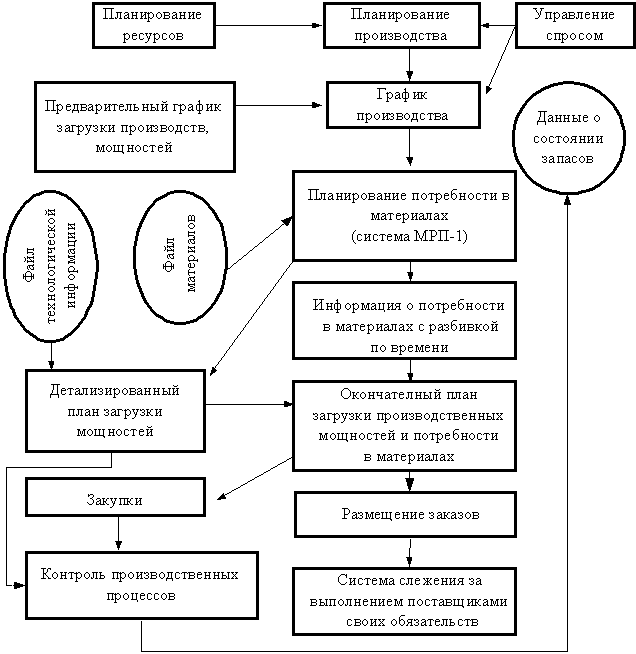
Рис. 2.2. Функциональная схема логистической модели МРП-2
|
|
|
