 |


Влияние вида резания. Силы резания поперек волокон, вдоль волокон и в торец относятся приблизительно как 1:2:6. От силы резания зависит и качество обработки.
|
|
|
|
Влияние угла резания. Угол резания d практически не влияет на силы по задней грани Рз и на лезвии Рл. Сила по передней грани Рп растет с увеличением d. Общая сила резания Р=Рл+Рз+Рп также растет с увеличением d.
 | |||
 | |||
Влияние заднего угла. Силы Рп и Рл не зависят от a. Анализ формулы С.А.Воскресенского
Показывает, что сила по задней грани Рз и сила резания Р в целом уменьшаются при увеличении a, причем наиболее интенсивно – в диапазоне от 0о до 10…15о, что связано с уменьшением длины на площади контакта задней грани с поверхностью резания.
Влияние ширины резца. Сила резания Р увеличивается по мере его затупления, т.к. Рп не зависит от q, Пл»Аq и Рз (см. выше) пропорциональна q2.
Классификация процессов сложного резания. Пиление.
 Процессы сложного резания на станках Процессы сложного резания на станках
|
|
|
| ||||||
               |




В соответствии с технологическими целями резания все процессы сложного резания делят на три группы: деление древесины и древесных материалов; глубинная обработка – превращение чистовых заготовок в готовые детали изделий.
 Пиление – процесс деления древесины тонким инструментом с расположенными по периферии резцами, с превращением в стружку объема древесины между образующимися частями. При срезании и удалении узких стружек (опилок) образуется пропил.
Пиление – процесс деления древесины тонким инструментом с расположенными по периферии резцами, с превращением в стружку объема древесины между образующимися частями. При срезании и удалении узких стружек (опилок) образуется пропил.
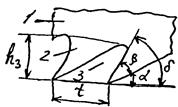
Пиление осуществляется многорезцовыми зубчатыми пилами. Элементы пилы – тело 1, зубья 2, впадины 3. Элементарное резание – однолезвийное, открытое; пиление – трехлезвийное закрытое резание. Пиление классифицируют по таким признакам:
|
|
|
1. По виду инструмента: пиление рамными пилами; ленточными пилами; круглыми пилами; специальными (цилиндрическими; сегментными и др.) пилами; пиление ручными пилами. Две последние разновидности имеют ограниченное применение.
2. По ориентации поверхностей пропила относительно волокон древесины: продольное; поперечное; смешанное; криволинейное. О виде резания можно говорить только для каждого отдельного луба пилы.
Для закрытого резания нужно, чтобы емкость впадины была достаточной для размещения стружки, а профиль способствовал максимальному уплотнению стружки и заполнению впадин. Конструкцию и работоспособность впадин оценивают коэффициентом напряженности работы впадины d=аупл/азап (1), где аупл – коэффициент уплотнения опилок во впадине; азап – коэффициент заполнения впадины аупл=Vс(упл)/Vс (2), азап=Vс(упл)/Vв (3), где Vс(упл) – объем уплотненной во впадине стружки; Vс – номинальный объем срезанной стружки; Vв - объем впадины.
 |
Подставим (2) и (3) в (1):
 При одинаковых размерах стружки и впадины по толщине пилы Vв/Vс=Fв/Fс (5), где Fв – площадь впадины; Fс – площадь стружки, следовательно d=Fв/Fс (6). Опытами установлено, что аупл=0,45…0,5 для хвойных и» 0,8 для лиственных пород; азап = 0,5…0,6. Устойчивая работа пилы в пропиле требует устранения трения боковых поверхностей ее зубьев и тела (полотна, ленты, диска).
При одинаковых размерах стружки и впадины по толщине пилы Vв/Vс=Fв/Fс (5), где Fв – площадь впадины; Fс – площадь стружки, следовательно d=Fв/Fс (6). Опытами установлено, что аупл=0,45…0,5 для хвойных и» 0,8 для лиственных пород; азап = 0,5…0,6. Устойчивая работа пилы в пропиле требует устранения трения боковых поверхностей ее зубьев и тела (полотна, ленты, диска).
При разводе зубья поочередно отгибаются (не более ½ hз) в разные стороны. Плющение имеет преимущества – пила более устойчива в поперечном направлении, возможно меньшее уширение пропила, дубья меньше изнашиваются.
При разводе на каждый зуб приходится удвоенные подача и толщина стружки. На остальной части ширины толщина стружки равна h. Среднее значение толщины hl стружки вычисляется делением площади заштрихованного поперечного сечения стружки на ее ширину В=в: hl=Впрh/в (7), где Впр – ширина пропила (мм) в – ширина стружки (толщина зуба), мм; h – кинетическая толщина стружки в продольном сечении (мм).
|
|
|
При плющении толщина стружки совпадает с кинетической толщиной h: hl=h.
При напайке пластинок твердого сплава, как показано на рис., средняя толщина на стружки по сечению hсеч»2h при ширине стружки В»0,5 Впр.
Ширина пропила во всех случаях Впр=в+2в1 (8), где в1 – уширение (развод, плющение, свес зуба) на сторону (мм).
Пиление рамными пилами
 При пилении рамными пилами древесина делится полосовым многорезцовым инструментом при его возвратно – поступательном движении. Пильная рамка 1 с комплектом пил (поставом)2 движется только в вертикальной плоскости перпендикулярно направлению передачи U. Движение рамки осуществляется посредством кривошипно – шатунного механизма, состоящего из кривошипного (коленчатого) вала 6 с маховиками 7 и шатуна 5. Траектория резания – прямая, скорость резания переменная V»Vmax*SINa, где Vmax-окружная скорость кривошипа; a - угол поворота кривошипа. Расстояние между крайними положениями называется ходом пильной рамки S=2R. Зубья режут только при рабочем ходе (вниз). Холостой ход – вверх. Vmax=2pRn/60000=pSn/60000, где R-радиус кривошипа(мм); n-частота вращения коленчатого вала (мин-1). Средняя скорость резания Vср определяется отношением пути пильной рамки за один оборот вала 2S ко времени одного оборота 60/n. Vср=2Sn/60. Для современных рам Vср=7,2...7,4(м/с),S=0,6...0,7(м),n=320...360(мин-1). Вальцевые механизмы подачи 3 периодического и непрерывного действия. Возможны следующие виды подачи:
При пилении рамными пилами древесина делится полосовым многорезцовым инструментом при его возвратно – поступательном движении. Пильная рамка 1 с комплектом пил (поставом)2 движется только в вертикальной плоскости перпендикулярно направлению передачи U. Движение рамки осуществляется посредством кривошипно – шатунного механизма, состоящего из кривошипного (коленчатого) вала 6 с маховиками 7 и шатуна 5. Траектория резания – прямая, скорость резания переменная V»Vmax*SINa, где Vmax-окружная скорость кривошипа; a - угол поворота кривошипа. Расстояние между крайними положениями называется ходом пильной рамки S=2R. Зубья режут только при рабочем ходе (вниз). Холостой ход – вверх. Vmax=2pRn/60000=pSn/60000, где R-радиус кривошипа(мм); n-частота вращения коленчатого вала (мин-1). Средняя скорость резания Vср определяется отношением пути пильной рамки за один оборот вала 2S ко времени одного оборота 60/n. Vср=2Sn/60. Для современных рам Vср=7,2...7,4(м/с),S=0,6...0,7(м),n=320...360(мин-1). Вальцевые механизмы подачи 3 периодического и непрерывного действия. Возможны следующие виды подачи:
1. Периодическая (толчковая) А) за рабочий ход – упрощает конструкцию механизма резания, не требует механизма уклона рамки.
Б) за холостой ход;
В) двухтолчковая
2. Непрерывная А) с постоянной скоростью
Б) с переменной скоростью
Толчковая подача за холостой ход и периодическая двухтолчковая применяются редко. Широкое распространение получила непрерывная подача, лишенная недостатков толчковой подачи: относительно малого быстродействия и больших динамических нагрузок из-за перемещения толчком большой массы бревна. Однако, при этом законы движения пильной рамки и бревна не соответствуют друг другу.
Движение подачи характеризуют U- скорость подачи (м/мин); ^-посылка, подача бревна за один оборот коленчатого вала или за двойной ход пильной рамки ^=1000U/n. Вершины зубьев рамной пилы лежат на одной прямой – вертикальной или наклонной под углом y к вертикали. При холостом ходе пилы, установленной с уклоном, линия вершин зубьев отходит от дна пропила.
|
|
|
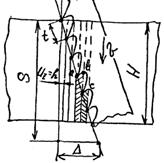 Горизонтальное смещение L линии вершин зубьев на длинне хода рамки S является линейной мерой уклона: L=S*tgy. Установка пил с уклоном позволяет подавать бревно в период холостого хода рамки при непрерывной, толчковой за холостой ход и двухтолчковой подачах. Минимальный уклон Lmin=^x (посылка за холостой ход). ^=^p.x.+^x.x. (^p.x.-посылка за рабочий ход). При непрерывной подаче с постоянной скоростью Lminнепр=^x.x.=^/2; при толчковой подаче за холостой ход Lmin x.x.=^x.x.=^; при толчковой подаче за рабочий ход Lmin p.xp= ^x.x.=0
Горизонтальное смещение L линии вершин зубьев на длинне хода рамки S является линейной мерой уклона: L=S*tgy. Установка пил с уклоном позволяет подавать бревно в период холостого хода рамки при непрерывной, толчковой за холостой ход и двухтолчковой подачах. Минимальный уклон Lmin=^x (посылка за холостой ход). ^=^p.x.+^x.x. (^p.x.-посылка за рабочий ход). При непрерывной подаче с постоянной скоростью Lminнепр=^x.x.=^/2; при толчковой подаче за холостой ход Lmin x.x.=^x.x.=^; при толчковой подаче за рабочий ход Lmin p.xp= ^x.x.=0
Толчковая подача за холостой ход: Lmin x.x.=W; Va=V, Uz=W/Zp, где Zp-число зубьев пилы, участвующих в резании Zp=S/(t*cosy)»S/t. Толщина стружки h по высоте пропила h=Uz=const.
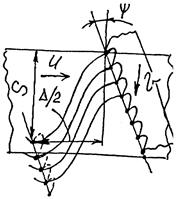 Толчковая подача за рабочий ход: Lmin=0, V=const, истинная U¹const. U и V изменяются по одному закону (механизмы резания и подачи имеют общий привод от кривошипного вала), во время рабочего хода U/V=const. tgjg=U/(60V). Кинематическая толщина стружки h=Uz*cosjg. Непрерывная подача с постоянной скоростью: emin=D/2 Va=V+U ¹const, (U=const), траектории зубьев кривые (косинусоиды). Толщина стружки h¹const. Наименьшая в середине хода (рабочего): hmin=Uz*cosjg, где jg=arctg[U/(60Vmax)]. cosjg»1Þ hmin»Uz.
Толчковая подача за рабочий ход: Lmin=0, V=const, истинная U¹const. U и V изменяются по одному закону (механизмы резания и подачи имеют общий привод от кривошипного вала), во время рабочего хода U/V=const. tgjg=U/(60V). Кинематическая толщина стружки h=Uz*cosjg. Непрерывная подача с постоянной скоростью: emin=D/2 Va=V+U ¹const, (U=const), траектории зубьев кривые (косинусоиды). Толщина стружки h¹const. Наименьшая в середине хода (рабочего): hmin=Uz*cosjg, где jg=arctg[U/(60Vmax)]. cosjg»1Þ hmin»Uz.
 Пила формирует по дну пропила ступеньки a,b,c. В начале холостого хода зубья пилы взаимодействуют с ними задними гранями. Возникают большие силы, снижающие производительность, качество, повышающее расход энергии на резание, ускоряющее износ. При периодической подаче скобление устраняют с помощью кинематических приёмов запаздывания (при подаче за холостой ход) или опережения (при подаче за рабочий ход).
Пила формирует по дну пропила ступеньки a,b,c. В начале холостого хода зубья пилы взаимодействуют с ними задними гранями. Возникают большие силы, снижающие производительность, качество, повышающее расход энергии на резание, ускоряющее износ. При периодической подаче скобление устраняют с помощью кинематических приёмов запаздывания (при подаче за холостой ход) или опережения (при подаче за рабочий ход).
Кроме того, учитывая остановки пилы в верхней и нижней мёртвых точках фактическую величину уклона L принимают L=Lmin+(1…3) (mm).
Высота неровностей пропила Rzmax связана с подачей на зуб Uz, со способом уширения их венца. Мощность резания (Вт) Nрез = Кт апопр (Впр*U* SH)/60, где Кт-табличное значение удельной работы резания (Дж/см3); aпопр-общий поправочный множитель;Впр-ширина пропила (мм); SН-сумма высот всех пропилов (мм); U-скорость подачи (м/мин). Формула дает среднюю мощность, относящуюся в равной степени к рабочему и холостому ходам. Отсюда условная средняя сила резания Рср, постоянная, по величине Рср=Nрез/Vср. Если фактическая сила резания Рво время холостого хода»(справедливо для периодической подачи), то во время р.х. Р»2Рср. Сила резания одной пилой постава Pi=P/i, где i-число пил в поставе. Сила резания одним зубом Pz=Pi/Zn, Zпр=Hcp/(t*cosy), где Zпр – среднее число зубьев в пропиле; Hср – средняя высота пропила; t-шаг зубьев. Нормальные силы резания определяются через касательные: Q=mP; Qi=mPi; Qz=m где m-переходный множитель. Максимальная величина Uzmax по условию работоспособности зубьев (d=dmin=0,5) Uz=2qt2/Нmax, где Q=0,35…0,5 коэффициент формы зуба, Нmax – максимальная высота пропила (мм). Рамные пилы – двух типов А и В с планками и без по ГОСТ 5524-75 (на профиль зубьев). L=1100…1950 мм, L=300+Hmax+S/ B=160,180 и 220, b=1,6…2,5 мм, b=(0,1…0,12)ÖHmax (эмпирическая). b< для хвойных пород и плющеных зубьев и > для лиственных d=75°, боковая заточка не делается, g=15°, b=47°, a=28°. Широховатость боковых поверхностей Ra=1,25мкм, передней и задней граней Rz=20. Материал пил сталь 9ХФ.
|
|
|
Пиление ленточными пилами
 При пилении ленточной пилой, древесина делится многорезцовым инструментом в виде бесконечной тонкой ленты с зубьями по рабочей кромке при его прямолинейном непрерывном поступательном движении. V=const=pDшп/(60*1000) (м/с), где Dш – диаметр пильного шкива (мм), n – частота его вращения (мин-1). Движение подачи в большинстве случаев прямолинейное, равномерное. Va=const: траектории зубьев в пропиле – паралельные прямые линии. Кинематическая толщина стружки h=Uzcosjg, где jg=arctg[U/(60V)]. Учитывая малость jg толшину стружки вычисляют по формулам: для плющеных зубьев h¦=h=Uz cosjg»Uz; для разведенных зубьев hl=(Bпр/b)h»(Bпр/b)Uz
При пилении ленточной пилой, древесина делится многорезцовым инструментом в виде бесконечной тонкой ленты с зубьями по рабочей кромке при его прямолинейном непрерывном поступательном движении. V=const=pDшп/(60*1000) (м/с), где Dш – диаметр пильного шкива (мм), n – частота его вращения (мин-1). Движение подачи в большинстве случаев прямолинейное, равномерное. Va=const: траектории зубьев в пропиле – паралельные прямые линии. Кинематическая толщина стружки h=Uzcosjg, где jg=arctg[U/(60V)]. Учитывая малость jg толшину стружки вычисляют по формулам: для плющеных зубьев h¦=h=Uz cosjg»Uz; для разведенных зубьев hl=(Bпр/b)h»(Bпр/b)Uz
tgjg=Uz/t=U/(60V) – основное кинематическое соотношение для ленточного пиления.
Шероховатость поверхности пропила зависит в основном от Uz. Выбрав из таблицы Uz, проверяют не превышает ли она Uzmax, допускаемую по условию нормального заполнения впадин зубьев: Uzmax=qt2/(sminH), гдеsmin=0,9…1,2 минимально допустимое значение коэффециента напряженности работы впадины, H – высота пропила (мм), q-коэффециент формы зуба.
Мощность резания Nрез(Вт) Nрез=Kт апопрBHU/60
Касательная сила P= Nрез/V
Нормальная сила на пиле Q=mP, где m-переходный множитель.
 Ленточные пилы изготавливают в соответствии с ГОСТ 6532-77 “пилы ленточные, для распиловки древесины” и ГОСТ 10670-77 “пилы ленточные для распиловки бревен и брусьев” из инструментальной легированной стали 9ХФ.
Ленточные пилы изготавливают в соответствии с ГОСТ 6532-77 “пилы ленточные, для распиловки древесины” и ГОСТ 10670-77 “пилы ленточные для распиловки бревен и брусьев” из инструментальной легированной стали 9ХФ.
|
|
|
Обычно столярные пилы разводят, а делительные и бревнопильные – плющат. Толщина ленточных пил b=0,6…2,2 (мм), поэтому они дают более узкий пропил по сравнению с рамными. Поскольку, возможен любой вид резания d=60…85°. Выбор толщины пилы обусловлен её напряженным состоянием при работе. Пилу, надетую на шкивы, предварительно натягивают для необходимой жесткости и способности передавать усилия. Напряжения от предварительного натяжения составляют s50…60 Мпа. Центробежные силы, возникающие при движении ленты по дуге шкива, создают напряжения растяжения s»20Мпа. Из-за сопротивления резанию часть ленты под столом растягивается, а над столом сжимается (s-несколько Мпа). Наибольшие напряжения лента испытывает при огибании шкива.
Предел прочности ленты на разрыв (700…800 Мпа) при минимальном коэффециенте запаса прочности 2 и суммарных напряжениях в пиле от предварительного натяжения, центробежных сил и сил резания (150…200 Мпа) определяет максимально допустимую величину напряжений от изгиба ленты – 200 Мпа. Отсюда, пользуясь методами теории сопротивления материалов, получают значение предельной толщины ленты b=0,001 Dш. Обычно b назначают в пределах b=(0?0007…0,001) Dш. Твердость пил для распиловки бревен и брусьев HRC=42…46, делительных и столярных HRC=40…44. Для узких ленточных пил для распиловки древесины (делительных и столярных) допускается применением инструментальной углеродистой стали У10А.
Пиление круглыми пилами
 Резание осуществляется многорезцовым вращающимся инструментом в форме диска. Круглая пила может находиться в верхнем или нижнем положении относительно заготовки. Диаметр резания D=2R(мм) или диаметр пилы принимается одинаковым для всех зубьев. Частота вращения n(мин-1) считается постоянной.
Резание осуществляется многорезцовым вращающимся инструментом в форме диска. Круглая пила может находиться в верхнем или нижнем положении относительно заготовки. Диаметр резания D=2R(мм) или диаметр пилы принимается одинаковым для всех зубьев. Частота вращения n(мин-1) считается постоянной.
 СКОРОСТЬ РЕЗАНИЯ V=(p*D*n)/(60*1000) (м/с) составляет 40…80 (максимум 100…120) м/с и более. Подача на один оборот пилы Un=(1000U)/n (мм), подача на один зуб пилы Uz=Un/z=(1000U)/(n*Z) (мм); Z=(p*D)/t, где Z – число зубьев пилы, t – шаг зубьев (мм).
СКОРОСТЬ РЕЗАНИЯ V=(p*D*n)/(60*1000) (м/с) составляет 40…80 (максимум 100…120) м/с и более. Подача на один оборот пилы Un=(1000U)/n (мм), подача на один зуб пилы Uz=Un/z=(1000U)/(n*Z) (мм); Z=(p*D)/t, где Z – число зубьев пилы, t – шаг зубьев (мм).
Различают пиление со встречной подачей, когда проекция V на направление U и вектор U противонаправлены друг другу и пиление с попутной подачей, когда они сонаправлены. При продольном пилении попутную подачу почти не используют, т.к. возможно затягивание древесины пилой, откуда скорость подачи становится неравномерной, двигатели механизмов резания и подачи перегружаются, создается аварийное положение. Попутную подачу используют при поперечном пилении с неподвижной заготовкой. Сложение V и U приводит к циклоидальной абсолютной траектории резания. В силу малости U/V её принимают за окружность (погрешность мала). Угол, соответствующий дуге резания или длине стружки L, называют углом контакта, jк=jвых-jвх. Режим пиления характеризует также средний угол jср=(jвх+jвых)/2. jср соответствует при продольном пилении среднему углу встречи главной режущей кромки зуба с волокнами древесины: jср=jв.ср. номинальная длинна стружки L=(pRjk)/180, если jк – в градусах. Два соседних зуба формируют разные поверхности дна пропила: со следом 1-1¢ и со следом 2-2¢. Расстояние между ними по направлению подачи равно Uz. Расстояние по нормали – толщина стружки h – различно. Текущая толщина стружки h=Uz*sinj. Толщина стружки в точке входа hвх=Uz*sinjвх, в точке выхода hвых=Uz*sinjвых=hmax, в середине дуги резания hсеред=Uz* sinjср. средняя толщина стружки hср определяется делением площади боковой поверхности стружки на ее длину hср=Uz*H/L. На практике считают, что hср»hсеред. Шероховатость стенок пропила зависит от Uz, jвых и др. Обычно для размещения стружки во впадинах зубьев не требуется ограничения скорости подачи, вычисленной из условия допустимой шероховатости.
Nрез=Kт*aпопр Bпр HU/60 (Вт). Касательная сила на пиле Рокр=Nрез/V; нормальная сила на пиле Qокр=m*Pокр. Касательная средняя сила на зубе Pz=Pокр/Zпр, средняя нормальная сила на зубе Qz=mPz (H), где Zпр=L/t – число зубьев в пропиле. Максимальная касательная сила на зубе Pmax=Pz*(hmax/hср). Максимальная нормальная сила на зубе Qmax=m*Pmax.
По виду боковых поверхностей пильного диска различают, конические и строгальные пилы. Плоские пилы используются для распиловки древесины (ГОСТ 980-80) и, оснащенные пластинками из твердого сплава, - для распиловки древесины материалов и древесины (ГОСТ 9769-79). Пилы для распиловки древесины изготавливают из стали 9ХФ двух типов:
· А - для продольной распиловки;
· Б – для поперечной распиловки.
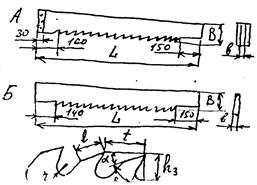
Диаметр плоских пил D=125…1600 мм, b=1,0…5,5 (мм), Z=24…72 – тип А и Z=60…120 – тип Б. Наименьший диаметр пильного диска вычисляют по формулам: Dmin=2(H+dш/2+h3) – с верхним расположением шпинделя, где dш – диаметр шайбы крепления пилы на шпинделе; Dmin=2(a+H+h3) - с нижним расположением шпинделя. Толщина пильного диска b=(0,08…0,15)ÖD. Пилы с пластинками из твердого сплава
| 1.дляраспиловки листовых древесных материалов и клееной древесины | 2. для продольной распиловки цельной и клееной древесины | 3. для распиловки облицованных щитов поперек волокон |
Для всех типов пил с пластинками твердого сплава делают боковые поднутрения зубьев: материал пластинок – твердые сплавы ВК6, ВК15. Материал дисков инстументальная легированная сталь 9ХФ или 50ХФА, HRC диска 40…45.
Пилы круглые конические применяют для ребровой распиловки пиломатериалов на тонкие дощечки с целью уменьшения отходов древесины в опилки (ширина пропила в 2 раза меньше по сравнению с плоскими пропилами). Толщина отпиливаемых дощечек не должна превышать 12…18 мм, чтобы пила не заклинивала в пропиле, а отгибала дощечку. Для несимметричной распиловки используют односторонние конические пилы (лево- и правоконические), для симметричной распиловки двусторонние. D=500…800 мм, В0=3,4…4,4 мм, В=1,0…1,4 мм, Z=100, d=50 мм. g=25°, b=40°. Материал – сталь инструментальная легированная 9ХФ. HRC=41,46.
 Пилы круглые строгальные имеют поднутрение боковых поверхностей от периферии к центру 15¢…45¢, поэтому не нужны развод плющение. Боковые режущие кромки зубьев расположены в одной плоскости. Пильный диск с поднутрением очень устойчив. Поверхности пропила по шероховатости близки к строганым. Используются для чистовой распиловки древесины влажностью до 20% в любом направлении. Стандартизованы ГОСТ 18479-73. Различают одноконусные и двухконусные пилы. Они предусмотрены для продольной и поперечной распиловок. Материал пил инструментальная легированная сталь 9ХФ или 9Х5ВФ. Твердость HRC=51…55. Для продольной распиловки g=20°, b=40°, для поперечной g= -15°, b=45°.
Пилы круглые строгальные имеют поднутрение боковых поверхностей от периферии к центру 15¢…45¢, поэтому не нужны развод плющение. Боковые режущие кромки зубьев расположены в одной плоскости. Пильный диск с поднутрением очень устойчив. Поверхности пропила по шероховатости близки к строганым. Используются для чистовой распиловки древесины влажностью до 20% в любом направлении. Стандартизованы ГОСТ 18479-73. Различают одноконусные и двухконусные пилы. Они предусмотрены для продольной и поперечной распиловок. Материал пил инструментальная легированная сталь 9ХФ или 9Х5ВФ. Твердость HRC=51…55. Для продольной распиловки g=20°, b=40°, для поперечной g= -15°, b=45°.
|
|
|
