 |


Классификация инструментов для обработки отверстий.
|
|
|
|
3.1 Сверла.
Сверла предназначены для образования отверстий в сплошном материале, а также для расширения предварительно изготовленных ковкой, штамповкой, литьем или сверлением отверстий. Сверла по применяемости занимают второе место после резцов. Сверление– один из старейших и весьма распространенных методов получения отверстий. Формы и конструкции современных сверл весьма разнообразны и развиваются в соответствии с многочисленными технологическими задачами различных отраслей машиностроения и приборостроения.
По назначению сверла делятся: для обработки обычных и глубоких отверстий.
По конструкции сверла делятся на:
-спиральные;
-сверла, оснащенные твердосплавными пластинами;
-центровочные;
-перовые;
-пушечные;
-ружейные;
-шнековые;
-сверла для глубокого сверления с внутренним подводом СОЖ;
-сверла с внутренним отводом стружки и СОЖ;
-однокромочные сверла для глубокого сверления;
-кольцевые;
-эжекторные;
-оснащенные сменными многогранными пластинами (СМП).
В качестве инструментального материала используются быстрорежущие стали, твердые сплавы и, в некоторых случаях, сверхтвердые материалы, в том числе алмаз.
Спиральные сверла. Сверление спиральными сверлами – основной технологический способ получения глухих и сквозных отверстий в сплошном материале по 10…14-му квалитету точности и шероховатостью обработанной поверхности Rz = 10…80 мкм.
Инструментальные заводы выпускают, главным образом, стандартные спиральные сверла с цилиндрическим хвостовиком короткой, средней и длинной серий (рис.3.1, а), а также спиральные сверла с коническим нормальным или усиленным хвостовиком (рис. 3.1, б).
|
|
|
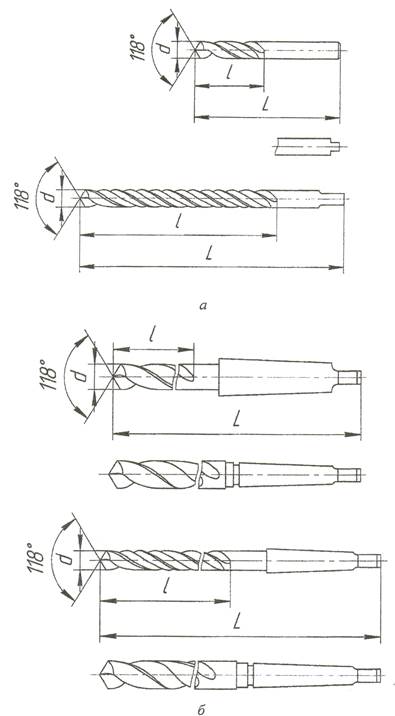
Рис. 3.1. Спиральное сверло
Твердосплавные сверла (рис.3.2)получили широкое распространение при сверлении чугунов, цветных металлов и неметаллических материалов (мрамор, бетон, кирпич, пластмассы и т.п.).
Сверла центровочные в зависимости от формы отверстия подразделяются на цилиндрические (рис.3.1), конические и комбинированные центровочные сверла (рис.3.3.).
Перовые сверла (рис.3.4.) имеют более простую, по сравнении со спиральными, конструкцию и особенно часто используются для сверления отверстий большого диаметра.
Рис. 3.2. твердосплавное сверло.
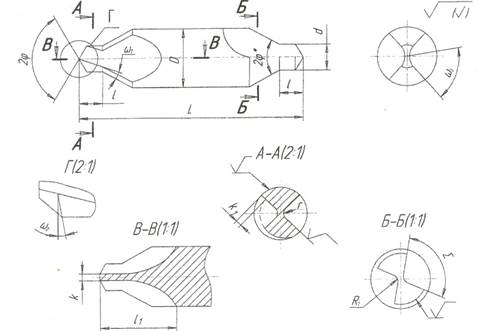
Рис. 3.3. Сверло центровочное.
Оружейные сверла широко используются для сверления глубоких отверстий. Они подразделяются на пушечные (рис.3.5 ), ружейные (рис.3.6), сверла ружейные с внутренним отводом стружки.
Сверление глубоких отверстий характеризуется необходимостью обеспечения стабильной работы инструмента путем надежного удаления стружки из обрабатываемого отверстия и соблюдения требований по уводу, кривизне и другим показателям точности положения глубокого отверстия и его формы. Выполнение этих требований обеспечивается применением инструмента и станков специальных конструкций.
Рис. 3.4. Сверло перовое.
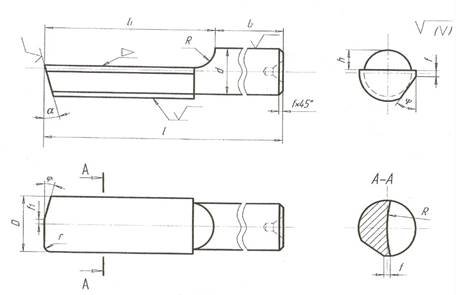
Рис. 3.5. Сверло пушечное.
Для принудительного удаления стружки они имеют гидравлическую систему подачи СОЖ и отвода ее со стружкой. Для обеспечения эффективной работы гидравлической системы у сверл большого диаметра (более 30мм) применяют специальную заточку режущих кромок, обеспечивающую дробление стружки, как по ширине, так и по длине.
Сверла для глубокого сверления подразделяют на сверла с наружным (рис.3.6), (относительно стебля сверла) и внутренним отводом стружки. Последние обеспечивают лучшие условия подачи жидкости и отвода стружки. В этом случае стружка не соприкасается с обработанной поверхностью. Кроме того, появляется возможность увеличить диаметр стебля сверла, т.е. его жесткость.
|
|
|
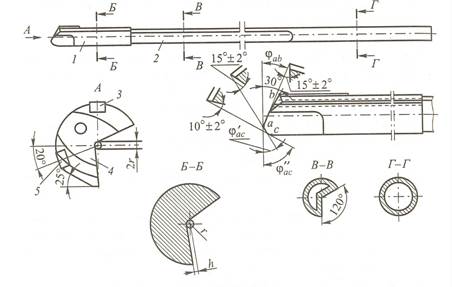
Рис. 3.6. Сверло ружейное.
Шнековые сверла с цилиндрическим хвостовиком диаметром 5…10мм выпускаются по ТУ 2-035-948-84, а с коническим хвостовиком диаметром 10…14мм – по ТУ 2-035-426-75 из быстрорежущих сталей (Р6М5, Р9 и т.д.).
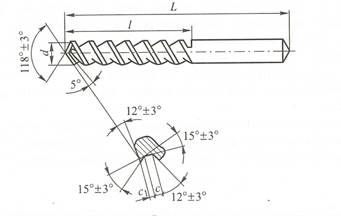
Рис. 3.7. Шнековое сверло
У шнековых сверл (рис.3.7) произведено конструктивное разделение рабочей части на режущие и транспортирующие элементы. Отличительными особенностями их конструкции являются: треугольный профиль и повышенный угол наклона (ω=60º) канавок, плоская заточка передних и задних поверхностей, независимость углов режущей части сверла от угла наклона винтовой канавки, а также спинки пера, переходящая непосредственно в направляющие ленточки. Все это создает лучшие условия по сравнению со спиральными сверлами для управления направлением схода стружки и ее удалением. Шнековые сверла позволяют сверлить отверстия глубиной до 20d.
Эжекторные сверла.
Разработка в 60-х годах XX в. эжекторного инструмента была связана с тем, что сверление спиральными сверлами не обеспечивало требуемую точность и производительность. Использование шнековых сверл хотя и повышало производительность, но также не гарантировало необходимую точность и качество обработанной поверхности. Наконец, сверление сверлами одностороннего резания обеспечивало высокую производительность, точность и качество обработки, но требовало специального оборудования.
Эжекторное сверление, являясь разновидностью глубокого сверления, практически при той же производительности, точности и качестве обработки, что и в случае сверления сверлами одностороннего резания, позволяет получать отверстия на универсальных станках с дополнением их насосной станцией. Кроме того, при эжекторном сверлении не требуется герметизировать зазоры между заготовкой и втулкой, что упрощает наладку и обслуживание станка. Его можно применять для получения отверстий диаметром от 18,4 до 60мм и длиной 1200мм в самых разнообразных деталях, включая сверление прерывистых отверстий, в коленчатых валах, траках и т.п.
Принцип работы эжекторного сверла показан на рис. 3.8. Поток СОЖ в таком сверле распределяется следующим образом: примерно две его части проходят через отверстия в головке сверла, охлаждая режущие кромки и способствуя отводу стружки, и примерно одна часть – через сопла в виде щелей, создавая эффект эжекции. При выходе из сопел струи жидкости образуют зону разрежения. В результате этого поток СОЖ со стружкой засасывается в зону пониженного давления и тем самым улучшаются условия стружкоудаления.
|
|
|
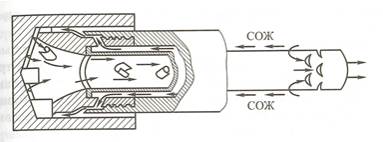
Рис. 3.8. Принцип работы эжекторного сверла.
Кольцевые (трепанирующие) сверла.
Рассмотренные ранее методы характеризовались тем, что весь материал получаемого отверстия переводился в стружку. Это с позиции эффективности не всегда целесообразно, особенно при получении отверстий большого диаметра (d > 40мм). При кольцевом сверлении отверстие получается за счет образования кольцевой канавки и поэтому в качестве отходов остается сравнительно небольшое количество стружки и стержень, который можно в дальнейшем использовать для изготовления деталей меньшего диаметра (рис. 3.9).
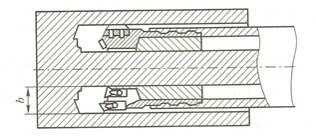
Рис. 3.9 Кольцевое сверло.
Это особенно важно при обработке дорогостоящих материалов, например циркониевых сплавов. Удаление стружки вместе с СОЖ осуществляется либо в зазор между стержнем и стеблем сверла, либо между обработанной поверхностью и стеблем.
3.2 Зенкеры.
Зенкеры используются для обработки предварительно просверленных, литых или штампованных отверстий и обеспечивают точность 8…10 квалитетов и шероховатость Ra =6, 3…3,2мкм. Они применяются также для обработки углублений или плоскостей (под головки и др.) и называются, в этих случаях, зенковками или цековками.
Зенкеры классифицируются по следующим признакам:
По конструкции – цельные, составные (сварные) с напайными пластинами и сборные.
По способу крепления – насадные, хвостовые с цилиндрическим или коническим хвостовиком.
По виду обработки – цилиндрические, зенковки для снятия фасок и обработки конусов, зенковки для обработки цилиндрических или конических углублений под головки болтов, винтов, подрезки торцев, бобышек и приливов корпусных деталей.
|
|
|
По виду инструментального материала – быстрорежущие и твердосплавные.
3.3 Развертки.
Развертки – это осевые многолезвийные инструменты, которые используются для чистовой и получистовой обработки отверстий 6…8 квалитетов точности и шероховатости Ra =1,6…1,25
По конструктивно – целевым признакам развертки делятся на следующие типы: машинные и ручные; цельные и сборные; цилиндрические и конические; стальные и твердосплавные; для обработки конструкционных сталей, легких сплавов, труднообрабатываемых материалов.
3 .4. Расточные инструменты.
Расточные инструменты используются для увеличения диаметра отверстий и обеспечивают точность по 5…6 квалитету и шероховатость Ra =0,8 1,6.
Существуют следующие типы расточных инструментов: стержневые резцы; двухсторонние пластинчатые резцы – блоки; расточные головки для обработки отверстий.
3 .5. Комбинированные инструменты.
Комбинированные инструменты представляют собой стержень, рабочая часть которого включает несколько одно – или разнотипных инструментов. Такая конструкция позволят совмещать несколько операций или переходов в один проход.
Спиральное сверло.
|
|
|
