 |


Получение заготовок деталей из неметаллических материалов
|
|
|
|

Алмазное выглаживание и калибровка деталей
Алмазное выглаживание
Сущность процесса и схемы обработки. При выглаживании поверхностей инструмент (алмаз, смонтированный в державке) прижимается с определенной силой к обрабатываемой поверхности.
В процессе выглаживания поверхностей в месте контакта деформирующего элемента и обрабатываемой детали возникают значительные контактные напряжения. При определенном усилии выглаживания происходит пластическая деформация поверхностного слоя, в результате чего сминаются микронеровности и изменяются физико-механические свойства поверхностного слоя. Выглаживанием могут обрабатываться наружные и внутренние поверхности вращения (цилиндрической, сферической и другой формы), торцовые поверхности на токарных, карусельных, сверлильных, расточных и других станках.
Инструмент для выглаживания состоит из наконечника с алмазом (табл. 16) и державки. Державка при работе крепится на суппорте станка или в пиноли задней бабки. Нагружающие механизмы державок имеют упругие элементы (пружины), обеспечивающие непрерывный контакт алмаза с обрабатываемой поверхностью и примерно одинаковое усилие выглаживания (рис. 30).
Алмаз обладает анизотропными свойствами, т. е. свойства его неодинаковы по различным кристаллографическим осям; это оказывает влияние, в частности, на износостойкость алмаза при выглаживании. Поэтому при креплении алмаза его ориентируют по риске, которую наносят на корпусе наконечника в направлении скорости. Риска определяет положение, при котором износ будет происходить в направлении наибольшей твердости алмаза.
Режимы обработка. Алмазным выглаживанием обрабатывают стали, цветные металлы и другие сплавы. Учитывая повышенную хрупкость алмаза, не следует обрабатывать выглаживанием прерывистые поверхности. Из-за нестабильности качества выглаживанием не обрабатывают детали со значительными отклонениями формы в поперечном сечении или неравномерной твердостью поверхности (разброс значений твердости не более 4—5 единиц по Роквеллу). Предварительная обработка поверхности может выполняться шлифованием, тонким точением или растачиванием. Рекомендуемые режимы выглаживания приведены в табл. 17. При внедрении процесса необходимо уточнить режимы экспериментально,
|
|
|
Точность обработки. Алмазное выглаживание проводится копирующим инструментом. Поэтому отклонения формы в продольном и поперечном сечениях изменяются незначительно, а размер детали (за счет смятия исходных микронеровностей) — на 1 — 15 мкм. Точность обработки при этом может несколько снизиться. В связи с этим целесообразно на предшествующем переходе обеспечивать точность размеров на 20—30% выше заданной для окончательно обработанной детали.
Качество обработанной поверхности существенно зависит от режимов выглаживания — усилия выглаживания и подачи. Число проходов и скорость выглаживания влияют на шероховатость и микротвердость обработанной поверхности в меньшей степени.
При правильно подобранных режимах выглаживания микронеровности на поверхности могут быть уменьшены в несколько раз (Ra = 0,1 ÷ 0,05 мкм), микротвердость увеличивается на 5—60% (глубина наклепанного слоя до 400 мкм).
На выглаженной поверхности возникают значительные остаточные напряжения сжатия. Так, например, величина наибольших остаточных напряжений для образцов из стали 45 после нормализации равна 200—350 МПа, а после закалки - 700 - 1000 МПа.
Детали с поверхностью, обработанной алмазным выглаживанием, обладают хорошими эксплуатационными качествами: высокой износостойкостью и усталостной прочностью.
|
|
|
Калибровка деталей
Калибровка измерительных приборов заключается в установлении зависимости между показаниями прибора и размером измеряемой (входной) величины. Под калибровкой часто понимают процесс подстройки показаний выходной величины или индикации измерительного инструмента до достижения согласования между эталонной величиной на входе и результатом на выходе (с учётом оговоренной точности). Например, калибровкой медицинского термометра, показывающего в ванне с температурой 36,6°С результат на дисплее 36,3°С будет добавление 0,3°С. При этом неважно, будет ли эта величина внесена в память прибора или написана на приклеенной к термометру бумаге.
Сущность процессов литья
Литейное производство - отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплуатационные свойства отливок.
Литьем получают разнообразные конструкции отливок массой от нескольких граммов до 300 т, длиной от нескольких сантиметров до 20 м, со стенками толщиной 0,5-500 мм (блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т. д.). Для изготовления отливок применяют множество способов литья: в песчаные формы, в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением, центробежное литье и др. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливок, экономической целесообразностью и другими факторами.
Специальные методы ОМД

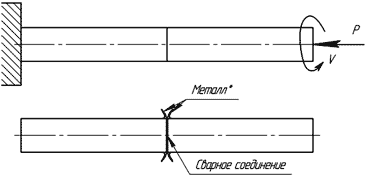

Сварка трением
Для нагрева места сварки можно использовать
превращение механической энергии в тепловую при
|
|
|
трении.Сварка трением иногда используется для
заварки днища у баллона для сжатых газов. Отрезок
цельнотянутой стальной трубы с предварительнонагретым концом насаживают на быстро-вращающуюся оправку. К вращающейся заготовке приближают
обжимку, осаживающую металл и придающую ему
полусферическую форму днища баллона. При быстром
вращении заготовки осаживаемый металл быстро разогревается трением между обжимкой и заготовкой в процессе осадки; его температура не снижается, а растет за счет механической работы сил трения. В результате трения металл днища сильно разогревается и осаживается с образованием утолщения. Для соединения круглых цилиндрических стержней или трубок детали закрепляют в зажимах машины и приводят в соприкосновение торцами. Одна деталь остается неподвижной, другая приводится во вращение со скоростью 500- 1500 обIмин и все время прижимается к неподвижной детали. Вследствие трения торцы деталей быстро разогреваются и через короткое время доводятся до оплавления; автоматически выключается фрикционная муфта, прекращая вращение шпинделя; затем производится осевая осадка деталей. В ряде случаев способ оказался весьма эффективным. Он отличается высокой производительностью (машинное время для разных деталей 1,5-50 сек),высоким качеством и стабильностью сварки, поскольку процесс автоматизирован, все параметры (число оборотов, усилие осадки, время сварки) отличаются большим постоянством. Способ весьма экономичен и обладает высоким к. п. д. Потребление электрической мощности 15-20 вт/мм2, а потребление электроэнергии в 7-40 раз меньше, чем при контактной электросварке; нагрузка трехфазной сети, питающей приводной электродвигатель, вполне равномерна; cos f = 0,8.Способ позволяет сваривать разнородные металлы (алюминий с медью, алюминий со сталью, медь со сталью и пр.). Ширина зоны влияния сварного соединения не более 2-3 мм. Особенно эффективна сварка заготовок металлорежущего инструмента сверл, метчиков и т. д. из углеродистой и быстрорежущей стали.
|
|
|
