 |


Литьё по газифицируемым моделям
|
|
|
|
Этот способ описан в методических указаниях к лабораторной работе «Специальные виды литья». Изучить самостоятельно!
Литьё в кокиль
Этот способ описан в методических указаниях к лабораторной работе «Специальные виды литья». Изучить самостоятельно!
Литьё под давлением
Это разновидность литья в металлические формы (кокильного), при котором заполнение формы расплавом и кристаллизация отливки происходит под давлением.
Машины для литья под давлением имеют сложную конструкцию. Можно подразделить их на три группы:
1) Машины с холодной горизонтальной камерой прессования (рисунок 12)
Порция металла заливается в камеру прессования 1, затем расплав заполняет пресс-форму 3 под давлением плунжера 2. После затвердевания отливки форма раскрывается, и отливка выталкивается при помощи толкателей 5. Половинки формы снова соединяются, и цикл повторяется. Для образования полости в отливке применяют металлический стержень 4. Давление поршня на жидкий металл составляет до 200 МПа.
Рисунок 12 – Машина для литья под давлением с горизонтальной камерой прессования
2) Машины с холодной вертикальной камерой прессования
3) Машины с горячей вертикальной камерой прессования (рисунок 13)
Камера прессования 1 расположена в обогреваемом тигле и окружена расплавленным металлом, который попадает в камеру через отверстия 2 при ходе плунжера 3 вверх. Ход плунжера вниз заставляет расплав под давлением устремляться в пресс-форму 4.
Преимущества литья под давлением: способ высокоточный. Позволяет получать тонкостенные отливки (минимальная толщина стенки 0,8 мм) даже из сплавов с плохой жидкотекучестью. Машины для литья под давлением работают с высокой производительностью, полностью автоматизированы. При этом создаются хорошие санитарно-гигиенические условия труда, по сравнению с другими способами литья.
|
|
|
К недостаткам надо отнести то, что в массивных частях отливок возможна пористость: из-за большой скорости кристаллизации газы, растворённые в металле, выйти не успевают. Нужно вакуумировать расплав или применять другие способы дегазации.
Рисунок 13 – Машина для литья под давлением с горячей вертикальной камерой прессования
При заполнении пресс-форм для крупных отливок возникает гидравлический удар; в результате форма может разойтись, и выплеснуть расплав через щели. Поэтому масса отливок ограничена.
Литьё на машинах с холодной камерой прессования применяют для медных и алюминиевых сплавов, с горячей – для сплавов магния и цинка.
Центробежное литьё
При этом способе литья заливка расплава и формирование отливки идёт под действием центробежных сил. Машины для центробежного литья могут иметь горизонтальную и вертикальную ось вращения. Металл заливают во вращающиеся формы – изложницы (металлические, песчаные или оболочковые). Для лёгкости извлечения отливок форме придают небольшую конусность, при усадке сплава возникает зазор, и отливка легко вынимается.
За счёт центробежных сил расплав оттесняется к стенкам формы, и получается отливка с отверстием без применения стержней.
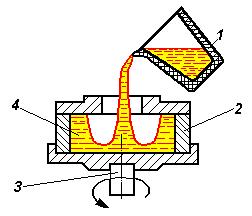
На машинах с вертикальной осью вращения (рисунок 14, а) можно получать отливки высотой до 500 мм, так как сила тяжести не позволяет металлу подняться высоко. При этом толщина стенок внизу больше, чем в верхней части отливки.
На машинах с горизонтальной осью вращения (рисунок 14, б) получают литые трубы, длиной до 12 м. Для чугунных труб это единственный способ изготовления.

а) б)
Рисунок 14 – Центробежное литьё: а – с вертикальной осью вращения;
|
|
|
б – с горизонтальной осью вращения
Достоинства способа: отливки получаются плотными; для отверстий и полостей не нужны стержни; нет расхода металла на литники. Можно получать многослойные отливки, последовательно заливая порции разных сплавов.
Недостатками являются расслоение некоторых сплавов по удельному весу (оловянных бронз, например) и образование внутри отливки шлаковой корочки.
Форма получаемых отливок – тела вращения. Это кольца, втулки, стаканы, трубы, подшипники скольжения.
Дефекты отливок
1) Усадочные раковины и поры.
2) Трещины, горячие и холодные.
3) Коробление.
4) Газовая пористость.
Все эти дефекты уже были описаны в главе о литейных свойствах сплавов. Но при изготовлении отливок возможны и некоторые другие дефекты, обусловленные несоблюдением технологии заливки и сборки форм.
5) Песчаные раковины – полости в отливке, заполненные формовочной смесью. Они образуются из-за разрушения формы струёй расплава при нарушении технологии заливки или недостаточном уплотнении формовочной смеси (рис. 46, а).
6) Перекос – смещение верхней полуформы относительно нижней; причиной является небрежная сборка или износ центрирующих стержней (рисунок 15, б).
7)  Недолив – неполное заполнение расплавом полости формы (рисунок 15, в).
Недолив – неполное заполнение расплавом полости формы (рисунок 15, в).
Рисунок 15 – Некоторые дефекты отливок:
а – песчаные раковины; б – перекос; в – недолив
|
|
|
