 |


Очистка воды после мойки автомобиля
|
|
|
|
Характерными загрязнителями сточных вод, образующихся на мойке автомобилей, являются нефть и нефтепродукты. Нефтесодержащие воды представляют собой сложную гетерогенную полидисперсную систему и содержат помимо частиц нефтепродуктов различных размеров загрязнения минерального (песок, глинистые частицы, продукты коррозии, растворы солей) и органического происхождения. При этом нефтепродукты могут находиться в эмульгированном состоянии (размер частиц от 100 до 0,1 мк), в коллоидном (от 0,1 до 0,001 мк) и в растворенном, составляя с водой однофазную систему (менее 0,001 мк). Концентрация растворенных в воде нефтепродуктов в основном зависит от их вида и молекулярного веса. Растворимость дизельного топлива составляет 0,78 мг/л, сырой нефти - 1,46 мг/л, бензина А76 - 46 мг/л. В связи с необходимостью устанавливать на АЗС локальные очистные сооружения для очистки дождевых вод и стоков от мойки автомобилей, в Петербурге появилось большое количество фирм, предлагающих подобные установки. Наиболее часто на автозаправках можно встретить установки отечественных фирм ''Полихим'', ''Потенциал-2'', 'Экотранс'', ''Севзапналадка'', а также финские ''Labko'' и немецкие ''Karcher''. Предлагаемые этими фирмами технологические схемы очистки сточных вод различны, например ''Экотранс'' и ''Karcher'' используют реагентную коагуляцию, ''Потенциал-2'' - электрокоагуляцию, ''Полихим'' совмещает электрокоагуляцию с предварительным анодным окислением и флотацией. Далее перечисленные установки будут рассмотрены более конкретно. К фирмам, использующим при очистке сточных вод от моек автомобилей электрохимические методы очистки, относится НИЦ "Потенциал-2", производящий водоочистные комплексы "УКОС-АВТО". Очистка воды должна обеспечиваться применением комбинированной технологии, включающей механическую, электрохимическую и физико-химическую очистку. Водоочистной комплекс включает в себя гидроциклон-осветлитель, электрокоагулятор с алюминиевыми электродами, контактный осветлитель и адсорбер. Комплекс оснащен бункером осадка, устройством промывки контактного осветлителя, емкостью очищенной воды, контейнером для твердых отходов и сборником нефтепродуктов. Все элементы комплекса размещены в одном корпусе. На наш взгляд, применение метода электрокоагуляции для очистки стока от мойки автомобилей, содержащего до 3000 мг/л взвешенных веществ, ведет к неоправданно большому расходу электроэнергии. Этот недостаток усиливается из-за эффекта пассивации электродов. Также представляет проблему преимущественное адсорбирование на образующихся хлопьях гидроксида алюминия молекул ПАВ, содержащихся в большом количестве в оборотной воде от мойки автомобилей, что приводит к уменьшению эффекта очистки по взвешенным веществам и нефтепродуктам. К слову сказать, вызывает недоумение желание фирмы "Потенциал-2" все проблемы водоочистки решить электрокоагуляцией - то они предлагают очищать таким образом хоз-бытовой сток (такая попытка потерпела фиаско на компрессорной станции "Лентрансгаза"), то сточные воды завода по производству маргарина. Постоянство, конечно, черта хорошая, но, как нам кажется, не в данном случае - к каждому стоку нужно все-таки подходить индивидуально.
|
|
|
НПФ ''Экотранс'' производит очистные малогабаритные блочно - модульные установки оборотного водоснабжения для мойки легковых автомобилей ''Сова'' с производительностью 1; 1,5; 2,5 м3/ч (Сова-1000, 1500, 2500). Технологический процесс очистки воды включает в себя реагентную флотацию, тонкослойное отстаивание и фильтрование через синтетическую загрузку. Реагентное хозяйство для них не требуется, внутри самой установки предусматривается бак реагента, откуда коагулянт по каплям подается в очищаемую воду. Очевидный недостаток такой схемы, как и метода флотации в целом при использовании его в малопроизводительных сооружениях для очистки стока с большим количеством ПАВ - активное пенообразование, относительно большое количество образующегося осадка, сложность наладки. К тому же примененный здесь метод диспергирования воздуха через патрон-аэратор очевидно менее эффективна, чем напорная флотация. Реагентная схема очистки сама по себе безусловно, не является недостатком, но вызывает вопрос ее использование на очистных сооружениях мойки автомобилей в связи с очевидностью того, что реагент в лучшем случае будет заливаться от случая к случаю. Без реагента же флотация превращается в барботирование воды воздухом.
|
|
|
Научно-технологический Центр "Астра-Тех" (г. Москва) производит установки для оборотного водоснабжения моек автомобилей "Аист-М-0,5; 1,0; 2,0" производительностью соответственно 0,5 м3/ч; 1,0 м3/ч; 2,0 м3/ч. В состав установок входят реагентный блок, камера хлопьеобразования, тонкослойный отстойник, песчаный фильтр и емкость чистой воды. Стоки после мойки автомобилей собираются в приямке под автомобилем, где происходит частичное выделение грубодисперсных примесей и капельных нефтепродуктов. Сточная вода, собранная после мойки автомобиля, под напором подается на вход установки - в смеситель, куда подается также реагент - флокулянт "SUPERFLOC A100", а затем поступает в камеру хлопьеобразования, где при механическом воздействии мешалки происходит формирование хлопьев. Затем вода поступает в отстойник, после которого самотеком подается на фильтр с загрузкой из кварцевого песка, где фильтруется в направлении сверху вниз.
Фильтр периодически промывается в направлении снизу вверх с помощью насоса из резервуара чистой воды. Более классическую схему очистки воды сложно придумать. Однако, на наш взгляд то, что подходит для водопроводных очистных сооружений, вовсе не обязательно должно подходить для очистки такого специфического стока, как оборотная вода от мойки автомобилей.
|
|
|
Выше уже было подробно сказано о нерациональности применения в подобных схемах реагентов из-за преимущественного адсорбирования на образующихся хлопьях молекул ПАВ и из-за необязательности обслуживающего персонала, не следящего надлежащим образом за очистными сооружениями.
Для очистки сточных вод от мойки автомобилей применяется установка немецкой фирмы ''Karcher''. В основе ее схемы лежит реагентная обработка воды с последующей фильтрацией через тканевый фильтр. В установке используются 2 реагента: катионный полимер RM 847, обеспечивающий очистку воды от минеральных масел и RM 851 на основе перекиси водорода (35%).
Эта установка не получила большого распространения в связи с дороговизной импортных реагентов и необходимостью частой замены тканевого фильтра. Как сообщается, опыт применения подобных установок оказался неудачным как в Петербурге, так и в Петрозаводске.
Очистка сточных вод, образующихся при мойке легковых и грузовых автомобилей, автобусов, мотоколясок и мотоциклов.
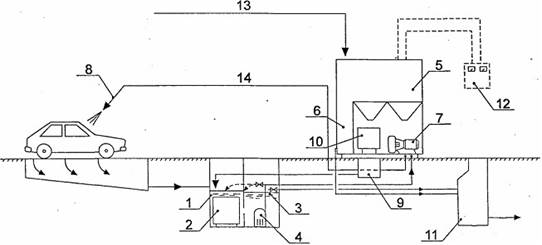
Блочно-модульная станция для очистки сточных вод включает (см. рисунок) производственное помещение с закрытым решеткой водосборником под обрабатываемым автомобилем, приемным колодцем с двумя 1 и 3 сообщающимися секциями, приямком 9 и колодцем канализации 11, размещенные в секциях колодца контейнер 2 для сбора твердых загрязнений и погружной самовсасывающий насос 4 установленный в удобном месте силовой блок питания 12. трубопроводы подачи очищенной воды 14 к форсунке 8 и подвода подпиточной технической воды 13, а также собственно устройство 5 комплексной очистки стоков (УКОС-АВТО).
В состав УКОС-АВТО входят размещенные в одном корпусе гидроциклон-осветлитель, контейнер 10 для осадка, электрореактор, контактный осветлитель, адсорбер, промыватель контактного осветлителя, емкость 6 для очищенной воды и насосы очищенной 7 и грязной воды.
Предлагаемый комплекс имеет 4 ступени очистки сточных вод. На первой ступени в гидроциклоне-осветлителе вода очищается от механических примесей и не эмульгированных нефтепродуктов в виде пленки.
|
|
|
После механической очистки предусмотрена обработка сточных вод в электрореакторе со стальными или алюминиевыми электродами, где происходит коагуляция микрочастиц примесей и эмульгированных нефтепродуктов.
Затем сточные воды проходят контактное осветление в слое синтетического материала - плавающей загрузке при механическом задержании коагулированных примесей.
Глубокая финишная доочистка сточных вод осуществляется адсорбцией, в результате которой происходит поглощение примесей из очищаемой воды высокопористым гранулированным материалом.
В результате комбинированной технологии, сочетающей механическую, электрохимическую и физико-химическую очистки, воду можно использовать в системе оборотного водоснабжения или сбрасывать в канализацию. После дополнительной глубокой доочистки вода может отводиться в водоем или реку.
На блочно-модульные комплексы имеется Гигиеническое заключение №78.01.03.361. Т.09891.10 98 Министерства здравоохранения.
Восстановление шин
И действительно, если шины износились, зачем покупать новые, когда их можно восстановить или приобрести уже восстановленные. Это выходит ходит дешевле и выгоднее для транспортных компаний. Тем более что современные технологии позволяют произвести качественное вторую "жизнь", практически на 100% равную первой.
В мировой практике существуют две технологии продления жизни шин: горячая наварка и холодная. Первый способ предполагает следующие действия: шерохование колеса, очищение остаточного протектора; только затем колесо помещается в пресс-форму, где и происходит наварка на каркас состава из сырой резины. Эта технология более старая и требует больших капиталовложений, поэтому сейчас от нее отказываются.
Восстанавливают шины в настоящее время преимущественно по технологии так называемой "холодной наварки". Принцип практически остается тот же самый, что и в первом случае. Главное отличие его состоит в том, что на каркас накладывается уже предвулканизованная протекторная лента, которая приклеивается (вулканизируется) к каркасу в автоклаве под воздействием температуры и давления. А это дает большие преимущества данной технологии. Способом "горячей наварки" шину восстанавливают только один раз. Холодное восстановление можно делать 3-4 раза при условии, что каркас не "убитый". Температура, при которой происходит вулканизация t = + (105-115) ° С. Это допустимый нагрев для шины. При горячем восстановлении температура достигает +150° С. Происходит нежелательный перегрев шины, сродни перегреву шины при ее неправильной эксплуатации, и второму восстановлению шина уже не подлежит из-за нарушения связи между металлическим брокером и резиной. Фирма "Новый протектор" занимается возрождением к новой "жизни" грузовых шин, применяя самый распространенный в настоящее время метод холодной наварки, используя в своей практике последние технологические разработки компании "GOODYEAR". Директор фирмы рассказал об особенностях данной технологии. Холодную наварку можно осуществлять тремя способами. Наиболее простым и доступным является процесс Unitac (Юнитак). По существу, это самый традиционный вид холодного восстановления, при котором используется ровная плоская протекторная лента. Принцип наварки заключается в следующем: счищается остаточный протектор с колеса, и на каркас накладывается предвулканизированная протекторная лента.
|
|
|
За ним следует другой технологический уровень - Uniwing (Юнивинг). Его отличие от первого способа состоит в том, что очищение остаточного протектора делается по контуру шины, соответственно лента повторяет радиус кривизны отшерохованного каркаса. Для такого сложного шерохования используется специальный шероховальный станок с программным обеспечением, содержащим данные о различных моделях покрышек. Достоинства технологии Uniwing позволяют максимально очистить шину от старого протектора, что существенно облегчает ее вес, приготовив для наложения нового протекторного слоя. Благодаря этим новациям, шина в процессе эксплуатации, или "второй жизни", будет ходить дольше и дальше.
Второе преимущество этой технологии состоит в том, что контурная лента цепляется краями за боковины шин. Это создает дополнительное поверхностное крепление. Таким образом, благодаря контурному шерохованию, лента Uniwing крепче держится на каркасе.
Но наибольшую популярность принесло использование технологии Unicircle (Юнисёкл). Ее преимущества позволяют монтировать на отшерохованный каркас протектор в виде сплошного бесшовного кольца.
При раскрое ленты, в параметрах первых двух методов, остаются отрезки различной длины, из которых труднее смонтировать качественную покрышку. Довольно часто при монтаже ленты на каркасе не совпадает рисунок протектора в месте стыка. И хотя этот недостаток несущественен, некоторых клиентов такое положение дел не устраивает. Другое дело - Unicircle. Готовое кольцо выпускается в тех же геометрических конфигурациях, что и новая шина. Накладывается оно на каркас равномерно, без напряжений и стыков. Так же как в Uniwing при шероховании повторяется контур каркаса, что позволяет максимально уменьшить вес и увеличить поверхность контакта с новым протектором, а протекторное кольцо имеет крылья, заходящие на боковину шины. Технология Unicircle обеспечивает явно самое высокое качество восстановления шин.
Технология Unicircle на российском рынке является нашим эксклюзивном на сегодняшний день. Она и в Европе не очень распространена, потому что такие общеизвестные фирмы как "Bandag" и "Kraiburg", занимающиеся восстановлением шин, используют только плоское шерохование. Но для наших дорог самый приемлемый способ - это Unicircle. Пробег шин, восстановленных по данной технологии, достигает 280000 км, - говорит Владимир Добрынин.
А с какими шинами вы в основном работаете: отечественного или западного производства? - Фирма работает с шинами любых западных производителей, так называемыми, шинами ЦМК (цельнометаллический корд). На сегодняшний день в России шины ЦМК производит только одно предприятие - "Ярославский шинный завод". Это шины торговой марки "Медведь".
По каким критериям вы оцениваете состояние шины? - Основная проблема при восстановлении - это состояние каркаса, или корда шины, потому что большинство шин, выпускаемых в России, нецельнометаллические. Они не выдерживают больших пробегов. А так как мы даем основательные гарантии на восстановленные шины, нам нужен качественный исходный продукт. Вот поэтому мы работаем с шинами зарубежного производства.
Какие гарантии вы даете на восстановленные шины? - Мы даем гарантии без ограничения по пробегу, до меток максимального износа, то есть это гарантия как на новую шину. Стандартный расчет пробега шины производится от глубины протектора. Если мы говорим о прицепной шине, то глубина протектора у нее 14-16 мм. Один миллиметр глубины протектора - это 10000 км пробега шины; соответственно приблизительный пробег будет 150000 км. Это стандартный пробег. У нас есть показатели в 200 000 км восстановленных нами прицепных шин. К тому же мы даем твердые гарантии на каркас восстановленной шины, купленной у нас.
А как вы определяете пригодность шины к восстановлению? - У нас стоит ультразвуковой сканер Technic Systems, который работает в водной среде. Мы используем этот точный прибор на этапе отбора каркасов для восстановления. С его помощью оператор получает возможность как бы заглянуть внутрь покрышки, не разрушая ее, чтобы оценить состояние брокера на предмет расслоения, повреждения, ржавчины. Это очень важно, поскольку в процессе эксплуатации шина испытывает нагрев, а при неправильной эксплуатации - значительный перегрев, который, в свою очередь, нарушает связь брекера с резиной. Таким образом, происходит внутреннее расслоение брокера, не всегда определяемое снаружи даже после шерохования. Этому особенно подвержены плечевые зоны покрышки. С помощью ультразвукового сканера мы можем определить места расслоения с целью их дальнейшего ремонта или отбраковки каркаса, если зоны расслоения значительны. Другими словами, покрышки, восстановленные после тестирования на ультразвуковом сканере, имеют стопроцентную целостность каркаса. После вулканизации покрышки проходят окончательный контроль качества опять же на сканере, где помимо расслоения брекера определяется также качество вулканизации нового протектора и ремонта (заплатки, грибки), если таковой имел место.
С какими повреждениями вы не беретесь восстанавливать шины? - Во-первых, это повреждения ободной зоны до корда. Большие повреждения в протекторной зоне, значительные боковые повреждения. Я хотел бы обратить внимание на шины внедорожных грузовиков. В частности, строительные компании редко обращаются за восстановлением и тем самым лишают себя возможности сэкономить лишний раз далеко нелишний рубль. Аргументируют они это тем, что новые шины не служат положенный им срок, постоянно режутся, прокалываются, наезжая на арматуру и острые камни. Но новая шина дороже восстановленной в 1,5-2 раза, а рваться и портиться на стройках она будет так же, как и восстановленная.
Что вы можете посоветовать автоперевозчикам по поводу шин? - Общие рекомендации следующие: следить за давлением, вовремя ремонтировать шины и не допускать эксплуатации шины дольше положенного срока. То есть, если дело дошло до меток максимального износа хотя бы в одном месте, то эту шину выгоднее восстановить, так как мы дадим ей "жизнь", почти равную жизни новой шины, нежели лишние 20000 км откатать на ней, а потом выкинуть.
Краткое описание технологического процесса восстановления шин на комплекте оборудования BANDAG. Процесс восстановления шин при использовании холодного способа по методу BANDAG. состоит из следующих операций:
1. Первоначальная проверка - возможно, самая важная часть процесса восстановления. Каркас - это несущая конструкция "хребтовина" при восстановлении автошины, поэтому очень важно отделить пригодные к восстановлению каркасы от непригодных. Проверка производится визуально и делится на:
проверку внутреннего слоя;
проверку бортов;
проверку боковины;
проверку коронки;
маркировку повреждений;
заполнение сопроводительной рабочей карточки.
2. Шерохование. - Устройство для шерохования удаляет слой материала предшествующего протектора и придает каркасу форму, размер и текстуру поверхности, которые необходимы для наложения нового протектора. Устройство для шерохования функционирует по принципу токарного станка. Каркас монтируется в специальном зажиме, надувается воздухом для приобретения твердости и упругости и раскручивается вместе с зажимом. Мощные обдирочные ножи-рашпили удаляют материал протектора. Каркас обрабатывается идеально кругло как для лучшего контакта с протектором, так и для лучшей балансировки автошины. При этом он обрабатывается, по копиру до заранее определенного профиля, ширины и радиуса. Эти параметры определяются специальными программами, заложенными в автоматику устройства шерохования и зависят от размеров колеса, типа восстанавливаемого протектора и фирмы - производителя. Шероховатость обработанной поверхности должна быть как можно более мелкой, чтобы обеспечить максимальное количество точек вулканизации и, таким образом, хорошее сцепление (адгезию). На этой стадии производится окончательная отбраковка каркаса, так как шерохование иногда вскрывает внутренние дефекты автошины, не замеченные при визуальном осмотре.
Состоит из следующих операций:
установка каркаса в станке;
определение радиуса шерохования;
непосредственно шерохование;
зачистка;
измерение.
3. Ультрозвуковая инспекция каркаса.
За один быстрый и удобный рабочий цикл станок сканирует каркас от борта до борта, не пропуская не единого повреждения. Все видимые повреждения и подозрительные участки, выявленные с помощью NDI® должным образом инспектируются, обрабатываются и ремонтируются. За счет этого повышается надежность и расширяются возможности восстановления протектора в будущем.
4. Зачистка и подготовка шины к восстановлению - выполняются только высококвалифицированным персоналом и только лучшими материалами. Поскольку в процессе шерохования снимается не только сам протектор, но и подпротекторная часть (состоящая из старой, "устаревшей" резины) этот слой нужно восстанавливать. Кроме того, необходим промежуточный слой из материала, который установит прочный контакт между старым каркасом и новым протектором. На слой резины наносится высокопрочный резиновый клей ("цементный раствор"), изготовленный на основе натурального каучука, который надежно приклеит новый протектор.
5. Подготовка протектора - заключается в
обрезке протекторной ленты на столе по определенной длине;
настольной стыковке протекторной ленты;
нанесении прослоенной резины (тоже в виде ленты)
6. Нанесение протектора - производится на накачанную шину давлением 1 бар при температуре 18 градусов Цельсия. Операция заключается в том, что на уже подготовленный каркас накладывается протекторная лента.
7. Упаковка в оболочку - подготовленный каркас с наложенной протекторной лентой помещается между двумя резиновыми камерами-оболочками, из которых выкачивается воздух. Этим достигается плотное сжатие каркаса и протектора.
8. Вулканизация - ключевыми факторами вулканизации являются точное соотношение времени, температуры и давления. Все параметры прохождения процесса в автоклаве регулируются автоматически. Подготовленные к отработке и упакованные в камеры-оболочки каркасы, с наклеенными протекторами, помещаются в автоклав и одновременно подсоединяются к вакуумному насосу, который продолжает отсасывать из оболочки воздух. Одновременно в автоклаве создается высокое давление не менее 6 бар. Благодаря этому технологическому приему протектор буквально вдавливается в каркас, а точно подобранная температура (98 - 105) градусов Цельсия довершает процесс химического сцепления в единое целое.
9. Финальная проверка - проводится пока шина еще горячая, так как на ней легче обнаружить возможные дефекты восстановления. Финальная проверка проводится визуальным методом.
|
|
|
