 |


Рекомендуемый перечень вопросов для подготовки к экзамену по дисциплине
|
|
|
|
Таблица 1 – Перечень номеров задач
| Задачи на | ||||
| Токарную операцию | Сверлильную операцию | Фрезерную операцию | Шлифовальную операцию | Зубообрабаты-вающую операцию |
| 3.4 | 6.6 | 9.5 | 12.7 | 19.1 |
Домашнюю контрольную работу следует предоставить на рецензирование в полном объеме в соответствии с вариантом. Работы, выполненные не по своему варианту, возвращаются учащимся без проверки.
Если в контрольной работе имеются грубые ошибки в решении задач, работа не засчитывается и возвращается учащемуся на доработку.
Доработанный вариант незачтенной ДКР предоставляется на рецензирование повторно вместе с прежним вариантом, при этом правильно выполненную часть задания не переписывают.
Только при наличии зачета за выполненную домашнюю контрольную работу учащийся допускается к экзамену по дисциплине.
ТАБЛИЦА ВАРИАНТОВ
(ПО ВЫБОРУ НОМЕРОВ ЗАДАЧ)
| Номер варианта | Задача на | ||||
| Токарную операцию | Сверлильную операцию | Фрезерную операцию | Шлифо-вальную операцию | Зубообраба-тывающую операцию | |
| 1.1 | 6.1 | 9.1 | 12.1 | 19.1 | |
| 1.2 | 6.2 | 9.2 | 12.2 | 19.2 | |
| 1.3 | 6.3 | 9.3 | 12.3 | 19.3 | |
| 1.4 | 6.4 | 9.4 | 12.4 | 19.4 | |
| 1.5 | 6.5 | 9.5 | 12.5 | 19.5 | |
| 1.6 | 6.6 | 9.6 | 12.6 | 19.6 | |
| 1.7 | 6.7 | 9.7 | 12.7 | 19.7 | |
| 1.8 | 6.8 | 9.8 | 12.8 | 19.8 | |
| 3.1 | 7.1 | 10.1 | 13.1 | 19.1 | |
| 3.2 | 7.2 | 10.2 | 13.2 | 19.2 | |
| 3.3 | 7.3 | 10.3 | 13.3 | 19.3 | |
| 3.4 | 7.4 | 10.4 | 13.4 | 19.4 | |
| 3.5 | 7.5 | 10.5 | 13.5 | 19.5 | |
| 3.6 | 7.6 | 10.6 | 13.6 | 19.6 | |
| 3.7 | 7.7 | 10.7 | 13.7 | 19.7 | |
| 3.8 | 7.8 | 10.8 | 13.8 | 19.8 | |
| 1.8 | 6.1 | 9.8 | 13.1 | 19.1 | |
| 1.7 | 6.2 | 9.7 | 13.2 | 19.2 | |
| 1.6 | 6.3 | 9.6 | 13.3 | 19.3 | |
| 1.5 | 6.4 | 9.5 | 13.4 | 19.4 | |
| 1.4 | 6.5 | 9.4 | 13.5 | 19.5 | |
| 1.3 | 6.6 | 9.3 | 13.6 | 19.6 | |
| 1.2 | 6.7 | 9.2 | 13.7 | 19.7 | |
| 1.1 | 6.8 | 9.1 | 13.8 | 19.8 | |
| 3.8 | 7.8 | 10.1 | 14.1 | 19.1 | |
| 3.7 | 7.7 | 10.2 | 14.2 | 19.2 | |
| 3.6 | 7.6 | 10.3 | 14.3 | 19.3 | |
| 3.5 | 7.5 | 10.4 | 14.4 | 19.4 | |
| 3.4 | 7.4 | 10.5 | 14.5 | 19.5 | |
| 3.3 | 7.3 | 10.6 | 14.6 | 19.6 | |
| 3.2 | 7.2 | 10.7 | 14.7 | 19.7 | |
| 3.1 | 7.1 | 10.8 | 14.8 | 19.8 | |
| 3.4 | 6.1 | 9.8 | 16.1 | 19.8 | |
| 3.5 | 6.2 | 9.7 | 16.2 | 19.7 | |
| 3.6 | 6.3 | 9.6 | 16.3 | 19.6 | |
| 3.7 | 6.4 | 9.5 | 16.4 | 19.5 | |
| 3.8 | 6.5 | 9.4 | 16.5 | 19.4 | |
| 3.3 | 6.6 | 9.3 | 16.6 | 19.3 | |
| 3.2 | 6.7 | 9.2 | 16.7 | 19.2 | |
| 3.1 | 6.8 | 9.1 | 16.8 | 19.1 | |
| 1.8 | 7.1 | 10.8 | 13.1 | 19.8 | |
| 1.7 | 7.2 | 10.7 | 13.2 | 19.7 | |
| 1.6 | 7.3 | 10.6 | 13.3 | 19.6 | |
| 1.5 | 7.4 | 10.5 | 13.4 | 19.5 | |
| 1.4 | 7.5 | 10.4 | 13.5 | 19.4 | |
| 1.3 | 7.6 | 10.3 | 13.6 | 19.3 | |
| 1.2 | 7.7 | 10.2 | 13.7 | 19.2 | |
| 1.1 | 7.8 | 10.1 | 13.8 | 19.1 | |
| 3.8 | 6.1 | 9.8 | 16.1 | 19.8 | |
| 3.7 | 6.2 | 9.7 | 16.2 | 19.7 | |
| 3.6 | 6.3 | 9.6 | 16.3 | 19.6 | |
| 3.5 | 6.4 | 9.5 | 16.4 | 19.5 | |
| 3.4 | 6.5 | 9.4 | 16.5 | 19.4 | |
| 3.3 | 6.6 | 9.3 | 16.6 | 19.3 | |
| 3.2 | 6.7 | 9.2 | 16.7 | 19.2 | |
| 3.1 | 6.8 | 9.1 | 16.8 | 19.1 | |
| 1.1 | 7.8 | 10.8 | 12.1 | 19.1 | |
| 1.2 | 7.7 | 10.7 | 12.2 | 19.2 | |
| 1.3 | 7.6 | 10.6 | 12.3 | 19.3 | |
| 1.4 | 7.5 | 10.5 | 12.4 | 19.4 | |
| 1.5 | 7.4 | 10.4 | 12.5 | 19.5 | |
| 1.6 | 7.3 | 10.3 | 12.6 | 19.6 | |
| 1.7 | 7.2 | 10.2 | 12.7 | 19.7 | |
| 1.8 | 7.1 | 10.1 | 12.8 | 19.8 | |
| 1.8 | 6.3 | 9.3 | 14.1 | 19.1 | |
| 1.7 | 6.2 | 9.2 | 14.2 | 19.2 | |
| 1.6 | 6.1 | 9.1 | 14.3 | 19.3 | |
| 1.5 | 6.4 | 9.8 | 14.4 | 19.4 | |
| 1.4 | 6.5 | 9.7 | 14.5 | 19.5 | |
| 1.3 | 6.6 | 9.6 | 14.6 | 19.6 | |
| 1.2 | 6.7 | 9.5 | 14.7 | 19.7 | |
| 1.1 | 6.8 | 9.4 | 14.8 | 19.8 | |
| 3.4 | 7.1 | 10.3 | 16.1 | 19.8 | |
| 3.5 | 7.2 | 10.4 | 16.2 | 19.7 | |
| 3.6 | 7.3 | 10.5 | 16.3 | 19.6 | |
| 3.7 | 7.4 | 10.6 | 16.4 | 19.5 | |
| 3.8 | 7.5 | 10.7 | 16.5 | 19.4 | |
| 3.3 | 7.6 | 10.8 | 16.6 | 19.3 | |
| 3.2 | 7.7 | 10.2 | 16.7 | 19.2 | |
| 3.1 | 7.8 | 10.1 | 16.8 | 19.1 | |
| 3.4 | 6.1 | 9.4 | 14.8 | 19.8 | |
| 3.3 | 6.2 | 9.3 | 14.7 | 19.7 | |
| 3.2 | 6.3 | 9.2 | 14.6 | 19.6 | |
| 3.1 | 6.4 | 9.1 | 14.5 | 19.5 | |
| 3.5 | 6.5 | 9.8 | 14.4 | 19.4 | |
| 3.6 | 6.6 | 9.7 | 14.3 | 19.3 | |
| 3.7 | 6.7 | 9.6 | 14.2 | 19.2 | |
| 3.8 | 6.8 | 9.5 | 14.1 | 19.1 | |
| 1.8 | 7.1 | 10.8 | 13.7 | 19.1 | |
| 1.7 | 7.2 | 10.7 | 13.8 | 19.2 | |
| 1.6 | 7.3 | 10.6 | 13.6 | 19.3 | |
| 1.5 | 7.4 | 10.5 | 13.4 | 19.4 | |
| 1.4 | 7.5 | 10.4 | 13.5 | 19.5 | |
| 1.3 | 7.6 | 10.3 | 13.3 | 19.6 | |
| 1.2 | 7.7 | 10.2 | 13.2 | 19.7 | |
| 1.1 | 7.8 | 10.1 | 13.1 | 19.8 | |
| 3.1 | 6.3 | 9.8 | 12.1 | 19.3 | |
| 3.2 | 6.4 | 9.7 | 12.3 | 19.7 | |
| 3.3 | 6.5 | 9.6 | 12.5 | 19.5 | |
| 3.4 | 6.6 | 9.5 | 12.7 | 19.1 |
|
|
|
Задачи 1.1 – 1.8
Рассчитать штучное и штучно-калькуляционное время на выполнение однопереходной токарной операции по точению цилиндрической ступени детали (см. рис.1 и таблицу 2).
|
|
|

Рисунок 1
Станок – токарно-винторезный 16 К 20
Резец – проходной отогнутый с сечением державки 16х25мм, с главным углом в плане 45о; r=1мм. Размеры вала и исходные данные приведены в таблице 2
Приспособление – трехкулачковый патрон
Способ установки – без выверки
Средство измерения – штангенциркуль ШЦ II-160-0,05
Масса детали – 3 кг
Способ крепления – крепление ключом
Таблица 2 – Размеры обработки для задач 1.1-1.8
| Номер задачи | Размеры обработки, мм | Вид заготовки | Предел прочности материала σв, МПа | Материал режущей части резца | ||
| D | d | L | ||||
| 1.1. | 54 h 14 | Горячекатанный прокат | Т15К6 | |||
| 1.2. | 56 h 11 | То же | Т15К6 | |||
| 1.3. | 62 h 14 | То же | Т5К10 | |||
| 1.4. | 65 h 11 | То же | Т15К6 | |||
| 1.5. | 72 h 14 | Штамповка | Т5К10 | |||
| 1.6. | 86 h 11 | Горячекатанный прокат | Т15К6 | |||
| 1.7. | 82 h 14 | Штамповка | Т5К10 | |||
| 1.8. | 96 h 11 | Горячекатанный прокат | Т5К10 |
Задачи 3.1 – 3.8
Рассчитать штучное и штучно-калькуляционное время на выполнение однопереходной токарной операции по растачиванию сквозного отверстия в детали (см. рис.2 и таблицу 3).

Рисунок 2
Станок – токарно-винторезный 16К20
Резец – расточной проходной отогнутый с сечением державки 20х20мм, с геометрическими параметрами φ= 45о; γ=10 о; r=1мм.
Размеры детали и исходные данные приведены в таблице 3
Приспособление – трехкулачковый самоцентрирующий патрон
Способ установки – без выверки
Способ крепления – крепление ключом
Средство измерения – штангенциркуль ШЦ II-160-0,05
Масса детали – 2 кг
Припуск на диаметр h=5мм
Таблица 3 - Размеры обработки для задач 3.1-3.8
| Номер задачи | Размеры обработки, мм | Вид заготовки | Материал детали | Предел прочности материала σв, МПа | Материал пластины из твердого сплава | |||
| D | d | l | h | |||||
| 3.1. | 80 H 14 | Штамповка | Сталь 40 | Т15К6 | ||||
| 3.2. | 70 H 14 | Штамповка | Сталь 20 | Т5К10 | ||||
| 3.3. | 100 H 14 | Штамповка | Сталь ШХ15 | Т15К6 | ||||
| 3.4. | 120 H 14 | Штамповка | Сталь 40 | Т5К10 | ||||
| Серый чугун: | ||||||||
| 3.5. | 70 H 14 | Отливка | HB 180 | ВК8 | ||||
| 3.6. | 80 H 14 | Отливка | HB 200 | ВК8 | ||||
| 3.7. | 120 H 14 | Отливка | HB 180 | ВК8 | ||||
| 3.8. | 160 H 14 | Отливка | HB 160 | ВК8 |
Задачи 6.1 – 6.8
|
|
|
Рассчитать штучное и штучно-калькуляционное время на выполнение однопереходной сверлильной операции по сверлению отверстия в детали (см. рис.3 и таблицу 4).

Рисунок 3
Станок – вертикально-сверлильный 2Н135
Сверло спиральное; из стали Р6М5
Охлаждение - эмульсия
Приспособление – тиски
Способ установки – без выверки
Способ крепления – с винтовым зажимом
Средство измерения – штангенциркуль ШЦ II-160-0,05
Масса детали – 5 кг
Размеры детали и исходные данные приведены в таблице 4
Таблица 4 – Размеры обработки для задач 6.1-6.8
| Номер задачи | Размеры обработки | Материал детали | Предел прочности материала σв, МПа | Форма заточки сверла | |
| D | l | ||||
| 6.1. | Сталь 50 | НП | |||
| 6.2. | Сталь 40 | ДП | |||
| 6.3. | Сталь 20 | НП | |||
| 6.4. | Сталь 40 | ДП | |||
| Серый чугун: | |||||
| 6.5. | HB 160 | НП | |||
| 6.6. | HB 180 | ДП | |||
| 6.7. | HB 200 | НП | |||
| 6.8. | HB 240 | ДП |
Задачи 7.1 – 7.8
Рассчитать штучное и штучно-калькуляционное время на выполнение однопереходной сверлильной операции по зенкерованию отверстия в детали (см. рис.4 и таблицу 5).

Рисунок 4
Станок – вертикально-сверлильный 2Н135
Зенкер; из стали Р6М5
Форма заточки Н
Охлаждение - эмульсия
Приспособление – тиски
Способ установки – без выверки
Способ крепления – с винтовым зажимом
Средство измерения – пробка гладкая
Масса детали – 5 кг
Припуск на обработку h= 1,8 мм
Размеры детали и исходные данные приведены в таблице 5
Таблица 5 – Размеры обработки для задач 7.1-7.8
| Номер задачи | Размеры обработки | Материал детали | Предел прочности материала σв, МПа | Материал зенкера | СТАНОК | |
| D | l | |||||
| 7.1. | Сталь 20 | Р6М5 | Вертикально-сверлильный станок 2А135 | |||
| 7.2. | Сталь 40 | Р6М5 | ||||
| 7.3. | Сталь У8 | Т5К10 | ||||
| 7.4. | Сталь 40Х | Т5К10 | ||||
| Серый чугун СЧ 12 | ||||||
| 7.5. | HB 160 | ВК8 | ||||
| 7.6. | HB 180 | ВК8 | ||||
| 7.7. | HB 200 | ВК8 | ||||
| 7.8. | HB 220 | ВК8 |
Задачи 9.1 – 9.8
|
|
|
Рассчитать штучное и штучно-калькуляционное время на выполнение однопереходной фрезерной операции по обработки плоскости детали торцовой фрезой (см. рис.5 и таблицу 6).

Рисунок 5
Станок – вертикально-фрезерный 6Р13
Приспособление – тиски
Способ установки – без выверки
Способ крепления – с пневмозажимом
Средство измерения – штангенциркуль ШЦ II-160-0,05
Масса детали – 3 кг
Размеры детали и исходные данные приведены в таблице 6
Таблица 6 – Размеры обработки для задач 9.1-9.8
| Номер задачи | Размеры обработки | Материал детали | Предел прочности материала σв, МПа | Масса, кг | Припуск h,мм | Фреза торцовая | |||
| В | l | D, мм | z | Материал | |||||
| 9.1. | Сталь 20 | Р5М10 | |||||||
| 9.2. | Сталь 40 | Р5К10 | |||||||
| 9.3. | Сталь У10 | Т15К6 | |||||||
| 9.4. | Сталь 40Х | Т15К6 | |||||||
| Серый чугун СЧ 12 | |||||||||
| 9.5. | HB 160 | ВК8 | |||||||
| 9.6. | HB 200 | ВК8 | |||||||
| 9.7. | HB 235 | ВК8 | |||||||
| 9.8. | HB 200 | ВК8 |
Задачи10.1 – 10.8
Рассчитать штучное и штучно-калькуляционное время на выполнение однопереходной фрезерной операции на фрезерование паза в детали (см. рис.6 и таблицу 7).

Рисунок 6
Станок – горизонтально - фрезерный 6Р81Г
Фреза – дисковая трехсторонняя (параметры фрезы см. в таблице 7)
Приспособление – тиски
Способ установки – с выверкой штангенреймасом
Способ крепления – с винтовым зажимом
Средство измерения – штангенциркуль ШЦ II-160-0,05
Масса детали – 3кг
Размеры детали и исходные данные приведены в таблице 7
Таблица 7 – Размеры обработки для задач 10.1-10.8
| Номер задачи | Размеры обработки | Материал детали | Предел прочности материала σв, МПа | Вид заготовки | Масса детали, кг | Параметры фрезы | |||
| В | H | l | B | z | |||||
| 10.1. | 10Н11 | Сталь 40 | Горячекатаный прокат | ||||||
| 10.2. | 12Н14 | Сталь 50 | То же | ||||||
| 10.3. | 16 Н11 | Сталь Х | То же | ||||||
| 10.4. | 18 Н14 | Сталь 30 | То же | ||||||
| Серый чугун | |||||||||
| 10.5. | 10 Н11 | HB 160 | Отливка | ||||||
| 10.6. | 12 Н14 | HB 200 | Отливка | ||||||
| 10.7. | 14 Н11 | HB 220 | Отливка | ||||||
| 10.8. | 16 Н14 | HB 240 | Отливка |
Задачи 12.1 – 12.8
Рассчитать норму штучного и штучно-калькуляционного времени на выполнение однопереходной круглошлифовальной операции на шлифование цилиндрической ступени вала методом продольной подачи (см. рис.7 и таблицу 8)
|
|
|
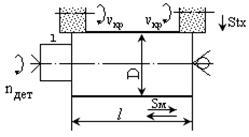
Рисунок 7
Станок – круглошлифовальный 3Б151
Приспособление – в центрах с надеванием хомутика
Способ установки – с выверкой
Припуск на обработку на диаметр 2П = 0,5 мм
Размеры вала и исходные данные приведены в таблице 8
Таблица 8 – Размеры обработки для задач 12.1-12.8
| Номер задачи | Размеры обработки, мм | Материал детали | Характеристика абразивного материала | Масса детали, кг | Парметр шероховатости R a,мкм | |
| D | l | |||||
| 12.1. | 40 h 8 | Сталь 45, НВ 190 | 24А25НСТ16К8 | 0,8 | ||
| 12.2. | 50 h9 | Сталь 40Х, НRC45 | 24А16НС25К8 | 0,8 | ||
| 12.3. | 60 h7 | Сталь У8, НRC 58 | 24А25НС15 К8 | 1,6 | ||
| 12.4. | 70 h8 | Сталь 20Х, НRC 56 | 24А16НС15 К8 | 0,8 | ||
| 12.5. | 80 h9 | Сталь ШХ15, НRC 60 | 22А40НСМ25 К8 | 0,8 | ||
| Серый чугун | ||||||
| 12.6. | 60 h8 | HB 200 | 54С25НСМ25К3 | 1,6 | ||
| 12.7. | 70 h7 | HB 220 | 54С25 НСМ25К3 | 1,6 | ||
| 12.8. | 80 h8 | HB 240 | 54С40 НСМ25К3 | 1,6 |
Примечание: на эскизе обработки указать требования по шероховатости поверхности в соответствии с Вашим вариантом.
Задачи 13.1 – 13.8
Рассчитать норму штучного и штучно-калькуляционного времени на выполнение однопереходной круглошлифовальной операции на шлифование цилиндрической ступени вала методом радиальной подачи (врезанием) (см. рис.8 и таблицу 9)

Рисунок 8
Станок – круглошлифовальный 3Б151
Приспособление – центра с креплением хомутиком
Способ установки – с выверкой индикатором
Размеры вала и исходные данные приведены в таблице 9
Таблица 9 – Размеры обработки для задач 13.1-13.8
| Номер задачи | Размеры обработки, мм | Материал детали | Характеристика абразивного материала | Масса детали, кг | Припуск 2П, мм | Параметр шероховатости R a,мкм | |
| D | L | ||||||
| 13.1. | 50 h 7 | Сталь 40, НRC40 | 23А25НС25К8 | 0,3 | 0,8 | ||
| 13.2. | 50 h8 | Сталь 40Х, НRC45 | 22А40НС15К8 | 0,3 | 0,8 | ||
| 13.3. | 70 h7 | Сталь У7, НRC 60 | 23А16НС15 К8 | 0,4 | 0,8 | ||
| 13.4. | 80 h8 | Сталь Х, НRC 62 | 22А40НС15К8 | 0,4 | 1,6 | ||
| Серый чугун | |||||||
| 13.5. | 80 h8 | HB190 | 63СН40С15 К8 | 0,4 | 1,6 | ||
| 13.6. | 90 h7 | HB 220 | 63С16НС15К3 | 0,5 | 0,8 | ||
| 13.7. | 100 h7 | HB 230 | 63С16НС15К3 | 0,5 | 1,6 | ||
| 13.8. | 100 h8 | Сталь У8, НRC 58 | 22А40НС25К8 | 0,6 | 0,8 |
Примечание: на эскизе обработки указать требования по шероховатости поверхности в соответствии с Вашим вариантом.
Задачи 14.1 – 14.8
Рассчитать норму штучного и штучно-калькуляционного времени на выполнение однопереходной внутришлифовальной операции на шлифование отверстия в детали методом продольной подачи (см. рис.9 и таблицу 10)

Рисунок 9
Станок – внутришлифовальный 3А228
Приспособление – трехкулачковый самоцентрирующий патрон
Способ крепления – с пневмозажимом
Способ установки – с выверкой
Размеры детали и исходные данные приведены в таблице 10
Таблица 10 – Размеры обработки для задач 14.1-14.8
| Номер Задачи | Размеры обработки, мм | Материал детали | Шлифовальный круг | Масса детали, кг | Припуск 2П, мм | Параметр шероховатости R a,мкм | |
| D | L | ||||||
| 14.1. | 50 H 9 | Сталь 50, НRC40 | ПП40х30, 23А25НС26К | 0,4 | 0,8 | ||
| 14.2. | 60 H8 | Сталь У8, НRC60 | ПП50х30, 24А16НС26К | 0,4 | 0,8 | ||
| 14.3. | 70 H8 | Серый чугун HB180 | ПП60х40, 63С16НС16К | 0,4 | 1,6 | ||
| 14.4. | 80 H9 | Сталь ШХ15, НRC 68 | ПП60х40, 23А25НС16К | 0,5 | 0,8 | ||
| 14.5. | 80 H8 | Серый чугун HB220 | ПП60х40, 63С16НС16К | 0,5 | 1,6 | ||
| 14.6. | 100H8 | Сталь У8, НRC 56 | ПП80х40, 25А16НС26К | 0,6 | 1,6 | ||
| 14.7. | 100 H9 | Серый чугун HB180 | ПП80х40 54С25НСМ26К | 0,6 | 0,8 | ||
| 14.8. | 120 H8 | Сталь У8, НRC 56 | ПП80х60, 24А16НС26К | 0,8 | 1,6 |
Примечание: на эскизе обработки указать требования по шероховатости поверхности в соответствии с Вашим вариантом.
Задачи 16.1 – 16.8
Рассчитать норму штучного и штучно-калькуляционного времени на шлифование плоскости на детали в размер 20h9 (см. таблицу 11).
Станок – плоскошлифовальный 3Б722
Размеры шлифовального круга ПП450х63х203мм
Параметр шероховатости Ra0,8 мкм
Припуск на шлифование П=0,4мм
Установка деталей – на электромагнитной плите с размерами 320х800мм
Размеры деталей и исходные данные приведены в таблице 11
Таблица 11 – Размеры обработки для задач 16.1-16.8
| Номер задачи | Эскиз детали | Размеры детали, мм | Материал детали | Характеристика шлифовального круга | Масса детали, кг | |||
| D | d | a | b | |||||
| 16.1. | 
| - | - | Сталь У8, HRC 56 | 16А25НСМ1К | 0,3 | ||
| 16.2. | - | - | Сталь 40, HRC 30 | 16А25НСМ16К5 | 0,5 | |||
| 16.3. | - | - | Сталь У10, HRC 58 | 16А25НСМ16К5 | 1,0 | |||
| 16.4. | - | - | Сталь 50, HRC 42 | 16А25НСМ26К5 | 1,5 | |||
| 16.5. | - | - | Сталь У8, HRC 56 | 16А25НСМ16К5 | 0,3 | |||
| 16.6. | - | - | Сталь X, HRC 60 | 16А25НСМ16К5 | 0,4 | |||
| 16.7. | - | - | Сталь У7, HRC 58 | 16А25НСМ16К5 | 0,8 | |||
| 16.8. | - | - | Сталь 40X, HRC 40 | 16А25НСМ26К5 | 1,2 |
Задачи 19.1 – 19.8
Рассчитать норму штучного и штучно-калькуляционного времени на выполнение операции по черновому нарезанию на зубофрезерном станке 5К324 червячной модульной фрезой зубьев цилиндрического прямозубого колеса под последующую чистовую обработку.
Параметр шероховатости Ra = 3,2 мкм
Исходные данные приведены в таблице 12
Таблица 12 – Размеры обработки для задач 19.1-19.8
| Номер здачи | Параметры колеса | Материал детали | Масса, кг | Число заходов | Параметры фрезы | ||||
| m, мм | Z | l д, мм | D, мм | z | l д, мм | ||||
| 19.1. | Сталь 40Х, НВ 180 | ||||||||
| 19.2. | Сталь 50, НВ 200 | 2,5 | |||||||
| 19.3. | Сталь 45, НВ 180 | ||||||||
| 19.4. | Сталь 40Х, НВ200 | ||||||||
| Серый чугун | |||||||||
| 19.5. | HB 200 | ||||||||
| 19.6. | HB 180 | 2,5 | |||||||
| 19.7. | HB 200 | ||||||||
| 19.8. | HB 180 |
РЕКОМЕНДУЕМЫЙ ПЕРЕЧЕНЬ ВОПРОСОВ ДЛЯ ПОДГОТОВКИ К ЭКЗАМЕНУ ПО ДИСЦИПЛИНЕ
«ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ»
1. Сущность, задачи и функции дисциплины «Техническое нормирование».
2. Понятие о технически обоснованной норме труда.
3. Понятие о производственном и технологическом процессах, технологической операции.
4. Деление технологической операции по признакам ее технологического состава и трудового содержания.
5. Классификация затрат рабочего времени.
6. Содержание затрат рабочего времени, затрачиваемого на выполнение производственного задания.
7. Содержание затрат рабочего времени на перерывы.
8. Сущность ФРВ и методика ее проведения.
9. Сущность хронометража, методика его проведения.
10. Виды норм труда.
11. Норма штучного времени.
12. Норма штучно-калькуляционного времени.
13. Роль и значение нормативов. Классификация нормативов по содержанию.
14. Задачи и основные направления технико-нормированной работы на предприятии.
15. Методика расчета основного времени на токарные операции.
16. Методика расчета вспомогательного времени на однопереходную и многопереходную токарные операции.
17. Методика расчета основного времени на сверлильные операции.
18. Методика расчета основного времени на фрезерные операции.
19. Методика расчета основного времени на строгальную или долбежную операции.
20. Методика расчета основного времени на круглое шлифование с радиальной подачей.
21. Методика расчета основного времени на круглое шлифование с продольной подачей.
22. Методика расчета основного времени на внутреннее круглое шлифование с продольной подачей.
23. Методика расчета основного времени на шлифование торца детали на внутришлифовальных станках.
24. Методика расчета основного времени на шлифование шейки вала на круглошлифовальных станках.
25. Методика расчета вспомогательного времени на шлифовальные работы.
26. Методика расчета основного времени на зубофрезерную операцию червячной модульной фрезой.
27. Методика расчета нормовремени на электродуговую сварку.
28. Методика расчета нормы времени на вибродуговую наплавку.
29. Методика расчета норм времени на гальваническую операцию.
30. Методика расчета норм времени на металлизацию.
|
|
|
