 |


Точность шабрения и контроль качества
|
|
|
|
Билет №17
1. Организация рабочего места слесаря-инструментальщика
2. Шабрение (определение, виды шаберов, контроль шабрения)
Рабочее место слесаря-инструментальщика
Организация рабочего места непосредственно влияет на качество и производительность работы слесаря-инструментальщика. Это объясняется сложным, ответственным и разнообразным характером выполняемой им работы. Он пользуется большим количеством различных по конструкции инструментов, приспособлений и устройств. Их рациональное использование возможно только при строгой и правильной организации рабочего места. В настоящее время разработаны типовые проекты рабочего места слесаря-инструментальщика, основанные на принципах научной организации труда.
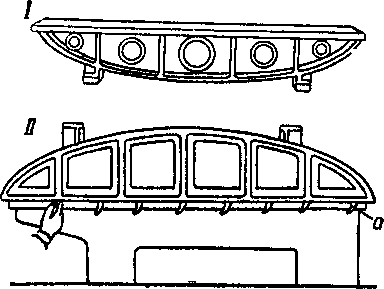
Базу рабочего места слесаря-инструментальщика (рис. 1) составляют основной и вспомогательный верстаки. На основном верстаке выполняют размерную обработку, а на вспомогательном — сборку. Для возможности работы с крупногабаритными заготовками рабочее место оснащают стационарной контрольно-резметочной плитой.

Рис. 1. Рабочее место слесаря-инструментальщика 1,3 — верстаки, 2 — контрольно-разметочная плита
На основном верстаке устанавливают параллельные тиски поворотного типа, лампу местного освещения, приспособление для пользования чертежами и- стул, а также (при необходимости) настольные тиски различных конструкций, используемые для выполнения точных слесарных работ и при обработке заготовок небольших размеров.
В ящиках верстака хранят все необходимые для работы инструменты, причем условия хранения должны соответствовать требуемым для каждого вида инструмента. За каждым инструментом должно быть закреплено постоянное место. Инструменты должны быть сгруппированы по назначению (т. е напильники должны храниться в одном месте, измерительный инструмент в другом и т. д.). Если в ящиках верстака не хватает места для всего нужного инструмента, то для его хранения используют также дополнительные устройства — поворотные тумбочки, настольные переносные инструментальные ящики и др.
|
|
|
Рабочая поверхность верстака должна быть ровной и покрыта листовой сталью, текстолитом или линолеумом. Высота верстака считается правильной, если у стоящего прямо слесаря рука, согнутая в локте под углом 90°, при вертикальном положении ее плечевой части находится на уровне губок тисков.
В столешнике верстака и на разметочной плите следует располагать только те инструменты и приспособления, которые необходимы для выполнения данной работы. Инструменты, приспособления и заготовки должны располагаться по принципу: что берется левой рукой, должно располагаться слева от работающего, а что берется правой рукой,— справа. Ближе располагают инструменты и приспособления, которыми пользуются чаще.
Рабочее место слесаря-инструментальщика, выполняющего точную и ответственную работу, должно отвечать самым высоким требованиям культуры производства.
ШАБРЕНИЕ
Шабрением называется операция по снятию (соскабливанию) с поверхностей деталей очень тонких частиц металла специальным режущим инструментом - шабером.
Цель шабрения - обеспечение плотного прилегания сопрягаемых поверхностей и герметичности (непроницаемости) соединения. Шабрением обрабатывают прямолинейные и криволинейные поверхности вручную или на станках.

Рисунок 17.1 Шабрение, слева - поверхность с маслоудерживающим рисунком (Glenn McKechnie, September 2005)
За один рабочий ход шабером снимается слой металла толщиной 0,005...0,07 мм.
В результате шабрения может быть обеспечена точность обработки, характеризуемая такими показателями: плоскостность и прямолинейность достигает значений до 0,002 мм/м, или до 30 пятен на площади 25 X 25 мм при проверке на краску и шероховатость поверхности не более Rа 0,16. Его широко применяют в инструментальном производстве как окончательный процесс обработки незакаленных поверхностей.
|
|
|
Широкое применение шабрения объясняется тем, что полученная поверхность обладает особыми качествами:
- более износостойка, чем шлифовальная или полученная притиркой абразивами, потому что не имеет шаржированных в поры остатков абразивных зерен, ускоряющих процесс износа;
- лучше смачивается и дольше сохраняет смазывающие вещества благодаря наличию так называемой разбивки (соскабливанию) этой поверхности, что также повышает ее износостойкость и снижает коэффициент трения;
- позволяет использовать самый простой и наиболее доступный метод оценки ее качества по числу пятен на единицу площади.
Ручное шабрение - трудоемкий процесс, поэтому его заменяют более производительной обработкой на станках.
Шабрению предшествует чистовая обработка резанием. Поверхность, подлежащую шабрению, чисто и точно обрабатывают, опиливают личным напильником, строгают или фрезеруют. На шабрение оставляют припуск 0,1...0,4 мм в зависимости от ширины и длины поверхности.
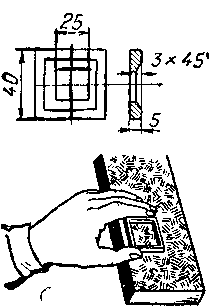
При больших припусках и значительных неровностях поверхность сначала припиливают личным напильником с проверкой на краску (рисунок 17.2), напильник предварительно натирают мелом для устранения скольжения по краске и засаливания насечки.

Рисунок 17.2 Припиливание поверхности с проверкой на краску (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк., 1989.)
Напильник перемещают круговым движением, снимая металл с окрашенных мест. В целях предотвращения образования глубоких напильник очищают стальной щеткой. Опиливание ведут осторожно, так как при излишнем опиливании могут остаться глубокие впадины.
После опиливания окрашенных пятен заготовку (деталь) освобождают от тисков и вторично проверяют плоскости на окрашенной поверочной плите, затем продолжают опиливать слой металла по новым пятнам краски. Опиливания и проверки чередуют до тех пор, пока не будет получена ровная поверхность с большим количеством равномерно расположенных пятен (особенно по краям).
|
|
|

Рисунок 17.3 Деталь подготовленная к шабрению (http://www.bs-wiki.de/mediawiki/index.php?title=Schaben)
Шаберы - металлические стержни различной формы с режущими кромками. Изготовляют их из инструментальных углеродистых сталей. Режущий конец шабера закаливают без отпуска до твердости НRС 64...66.
По форме режущей части шаберы подразделяют на плоские, трехгранные, фасонные; по числу режущих концов (граней) - на односторонние и двусторонние; по конструкции - на цельные и со вставными пластинками.

Рисунок 17.4 Шаберы ручные (http://www.bs-wiki.de/mediawiki/index.php?title=Schaben)
Виды шаберов
Поверхности шабрят односторонними и двусторонними шаберами.
По форме рабочей поверхности шаберы делятся на плоские, трехгранные, фасонные. Шаберы изготовляют из углеродистой инструментальной стали и закаливают их режущую часть.
По форме режущих концов шаберы различают прямые и изогнутые. Плоскими шаберами обрабатывают прямолинейные поверхности.
Плоский шабер

Шаберами с изогнутыми концами обрабатывают поверхности в острых углах или мягкие металлы (например, алюминий).
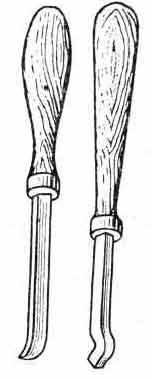
| Шаберы с изогнутыми концами |
Двусторонний плоский шабер служит для тех же целей, что и односторонний, но имеет больший срок службы.
Длина плоских односторонних шаберов составляет 200 — 300 мм, а двусторонних — 200 — 400 мм. Ширина шабера для чернового и получистового шабрения — 20 — 30 мм, для чистового — 15 — 20 мм. Угол заострения у шаберов чернового и получистового шабрения — 60 — 75°, для чистового — 90°.
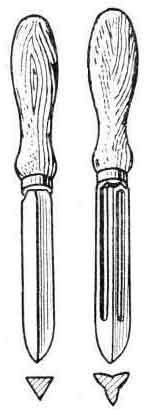
| Трехгранные шаберы |
Трехгранными шаберами, которые, как правило, выпускают только односторонними, обрабатывают вогнутые и цилиндрические поверхности. Нередко трехгранные шаберы делают из сработанных трехгранных напильников. Длина трехгранных шаберов — 100 — 150 мм.
Окрашивание поверхности. Краску наносят на поверхность плиты тампоном из чистых льняных тряпок, сложенных в несколько слоев. Удобно проводить окрашивание изготовленным из чистого полотна (холста) мешочком, в который накладывают краску (ни в коем случае не следует класть в мешочек сухую краску и обмакивать его в масло).
|
|
|

Рисунок 17.5 Окрашивание поверхности (http://www.bs-wiki.de/mediawiki/index.php?title=Schaben)
Для получения поверхности высокого качества последовательно выполняют черновое, получистовое и чистовое шабрение.
Черновое шабрение (предварительное) заключается в грубой обработке поверхности - широкими шаберами удаляют следы и риски предыдущей обработки. Вначале из-за недостаточно тщательной подготовки поверхности отдельные, наиболее выступающие места будут окрашиваться густо и на них образуются крупные пятна. В этом случае делают "разбивку" больших пятен: снимают металл с сильное крашенных мест. После каждого окрашивания направление движения шабера изменяют. Шабером захватывают все пятно, иначе на поверхности образуются заусенцы. Когда пятна расположатся равномерно, разбивку заканчивают и приступают к увеличению числа пятен, ведя шабрение всех окрашенных мест, включая и слабоокрашенные. Получив четыре-шесть пятен в квадрате 25X25 мм, предварительное шабрение заканчивают.
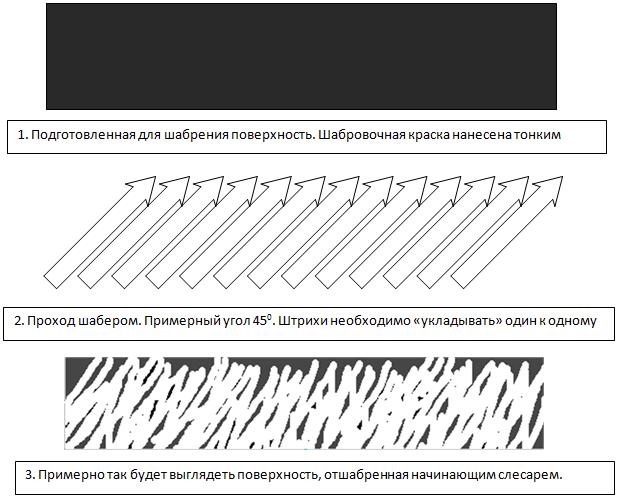
Рисунок 17.6 Первый проход шабером

Рисунок 17.7 Черновое шабрение. длина штриха более 20 мм.

Рисунок 17.8 Черновое шабрение начал "крестить" первый проход
Работу выполняют шабером шириной 20...30 мм при длине рабочего хода 10...15 мм. Направление шабера непрерывно меняют так, чтобы последующий штрих был расположен под углом 90° к предыдущему.
За один ход шабера снимают слой толщиной 0,02...0,05 мм. Шабрят до тех пор, пока не исчезнут видимые риски. Качество шабрения проверяют на краску, которую наносят на поверочную плиту. После наложения и движения плиты (или детали) обнаруженные выступающие места снова шабрят.
Получистовое (точечное) шабрение заключается в снятии только серых, т.е. наиболее выступающих мест, выявленных проверкой на краску. Работу выполняют плоским узким (12... 15 мм) шабером при длине рабочего хода 5...10 мм; за один ход шабера снимают слой толщиной 0,01,..0,02 мм.
Чистовое (отделочное) шабрение применяют для получения очень высокой точности поверхности. При легком нажиме на шабер снимают тонкий (8...10 мкм) слой. Применяют шаберы шириной 5...10 мм при длине рабочего хода 4...5 мм (мелкие штрихи).
Декоративное шабрение осуществляют следующим образом. На обработанную поверхность шабером наносят штрихи, образующие на поверхности тот или иной рисунок. Наиболее часто применяется шахматный рисунок, когда на поверхности образуются ромбики с разным направлением штрихов. Выполняют его в два приема: сначала наносят в шахматном порядке штрихи в одном направлении, затем в промежутках - штрихи в противоположном направлении. "Мороз" наводят на рабочих и нерабочих поверхностях. Создавая на поверхности штрихи в определенном направлении, декоративное шабрение вместе с тем улучшает условия ее смазывания, так как в полученных штрихах за счет поверхностного натяжения лучше удерживается смазка.
|
|
|
По исчезновению штрихов судят об износе (при износе более 3 мкм рисунок исчезает).
ТОЧНОСТЬ ШАБРЕНИЯ И КОНТРОЛЬ КАЧЕСТВА
Подготовка к шабрению. Перед шабрением поверхности очищают, а если требуется, то промывают, протирают и затем наносят на них специальную краску. Эта краска представляет собой смесь машинного масла с порошком лазури, реже ультрамарина (синьки) либо же сажи, замешанной на смеси автола с керосином.
| |||
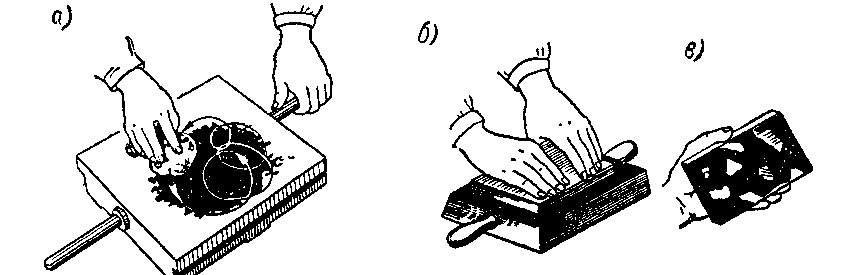
| Рис. 90. Приемы одсрашивания и проверки поверхности перед шабрением. | |||
Краску измельчают так, чтобы между пальцами не ощущалось зерен. Затем ее насыпают в баночку (металлическую или стеклянную) и вливают туда масло. Количество машинного масла в смеси должно быть таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишек масла будет расплываться по контрольной плите и проверяемая поверхность при уналожении ее на плиту вся^покроется краской.
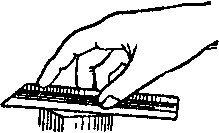
Краска используется в процессе шабрения для контроля качества поверхности. На поверочную плиту наносят тонкий равномерный слой краски при помощи тампона (рис. 90, а), сделанного из чистой тряпки.
Точность шабрения. После проверки поверочной плитой или линейкой пришабриваемой поверхности на выступающих местах ее остаются отдельные окрашенные пятна-точки. По количеству, размерам и распределению таких пятен судят о качестве шабрения. Проверку производят дву-мя-тремя круговыми движениями пришабриваемой детали по плите (рис 90, б).
На хорошо обработанных поверхностях краска ложится равномерно по всей поверхности. При некачественной обработке на поверхности -появляется лишь несколько крупных пятен (рис. 90, в)
Точность шабрения определяется числом окрашенных пятен (точек), приходящихся
на единицу поверхности. В качестве единицы поверхности берут квадрат размерами 25X25 мм. Чем больше таких точек и чем равномернее они расположены, тем выше качество шабрения и точнее поверхность.
Контроль качества шабрения. Для про верки качества шабрения используется
| специальная проверочная рамка (рис. 91). Ее накладывают на поверхность и считают количество точек краски, находящихся в окне рамки. Окончательно определяют их число как среднее арифметическое замеров в нескольких местах проверяемой поверхности (табл. 114). | ||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||
| Рис. 91. Контроль качества шабрения проверочной рамкой. | ||||||||||||||||||||||||||||||||||
При подсчете количества пятен на пришабренных отверстиях или вкладышах подшипников можно пользоваться целлулоидным шаблоном, согнутым по радиусу вкладыша. На шаблон наносится сетка с'квадратами 25X25 мм, спомощью кото
|

ПОВЕРОЧНЫЕ ЛИНЕЙКИ И ПЛИТЫ
Для проверки прямолинейности, плоскостности и взаимного расположения шабруемых поверхностей служат поверочные плиты, линейки* угловые линейки и призмы, а для проверки цилиндрических и конических отверстий — валики соответствующих размеров и формы (табл. 115).
Часто для проверки качества шабрения поверхностей используются поверхности деталей, к которым они пришабриваются.
| Поверочные инструменты для шабрения плоскостей | |||||
Поверочные плиты
Применяются для проверки широких поверхностей на краску.
Плиты изготовляют из плотного мелкозернистого чугуна. По точности они разделяются на три класса: 0-й, 1-й и 2-й, из которых 0-й класс — самый точный.
Рабочие поверхности имеют следующие размеры: 100 X 200, 200X200, 200X300, 300Х Х400, 400X400, 450 X 600, 500X800, 750ХЮ0О, 1000X1500 мм.
Плиты надо всячески оберегать от ударов, царапин и загрязнения. После окончания работы их следует тщательно вытирать, смазывать минеральным маслом или вазелином и накрывать деревянной крышкой.

| |||||
| Поверочные линейки с широкими ребрами | |||||
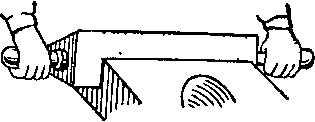
| Служат для проверки длинных шабруемых поверхностей (например, направляющих станин и столов металлорежущих станков). Как и плиты, литые линейки снабжаются ребрами жесткости (поз. /); они изготовляются из мелкозернистого чугуна. Размеры линеек следующие: 500, 750, 1000, 1500, 2000, 2500, 3000, 4000, 5000 и 6000 мм. Контроль ведется либо на краску, либо же с помощью щупа или папиросной бумажки. Наибольшую точность дает контроль спомощью папиросной бумажки (поз. //). Об отклонениях от плоскостности в этом случае судят по усилию, которое требуется приложить, чтобы вытянуть бумажку а из-под линейки. | ||||
| Лекальные линейки | |||||
| Применяются для контроля прямолинейности на просвет. О величине отклонения от прямолинейности судят по размерам световой щели. | ||||
| Угловые линейки | |||||
| Используются для проверки на краску плоскостей, расположенных под углом (например, направляющих типа «ласточкин хвост» и др.), | ||||
|
|
|
