 |


Неразрушающий контроль - косвенное определение свойств и характеристик материалов
|
|
|
|
-метод проникающих сред, основанный на регистрации индикаторных жидкостей или газов, находящихся в материале конструкции;
- механические методы испытаний, связанные с анализом местных разрушений, а также изучением поведения объектов в резонансном состоянии (методы скалывания ребра, отрыва со скалыванием, упругого отскока, ударного импульса, пластических деформаций); неразрушающее определение прочности бетона чаще всего выполняется с помощью данных методов;
- акустические методы - определение параметров упругих колебаний с помощью ультразвуковой нагрузки и регистрацией эффектов акустоэмиссии;
- магнитные методы испытаний (индукционный, магнитопорошковый и т.д.);
- радиационные испытания -использование нейтронов и радиоизотопов;
- радиоволновые методы, построенные на эффекте распростр. высококачеств. и сверхчастотных колебаний в излучаемых объектах;
- электрические методы, основанные на оценке электроемкости, электроиндуктивности и электросопротивления изучаемого объекта.
Определение твердости Твердость однородных каменных мат-лов опр. по шкале твердости Мооса,кот. сост из 10 эталонов твёрдости: тальк — 1; гипс — 2; кальцит — 3; флюорит — 4; апатит — 5; ортоклаз — 6; кварц — 7; топаз — 8; корунд — 9; алмаз — 10.
Для опред тверд. древесины, стали и бетона в обр. вдавливают стальн. шарик под определен. нагрузкой и опред. глубину вдавливания.
Определение истираемости Истир. мат-лов в лабораторных усл. опред. на кругах истирания. Главной частью машины является чугунный вращ-ся круг, к кот. под определ. давлением прижимают кубики или цилиндры из испытуемого материала. На движущийся круг подсыпают абразив. При испытании число оборотов круга устан-ся таким, чтобы путь истирания имел определенную длину.
|
|
|
Сопротивление удару Для испытания мат-лов на удар примен. спец. приборы — копры. Образец испытываемого материала устанавливают на песчаное основание у направляющих плоскостей. Гиря, подвешен. на определенной высоте от поверхн. испытуемого образца, сбрас-ся на него до разрушения образца (до появления первой трещины).
35. Сварные соединения и швы в металлических конструкциях
Сварные соединения могут быть:
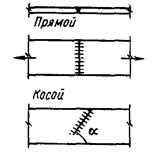
1) встык – свариваемые детали приставляются одна к другой встык, и место их соединения проплавляется сварным швом;
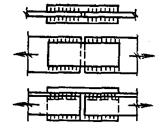
2) внахлестку – одна деталь накладывается на другую и приваривается по отдельным граням или по всему контуру соединения;
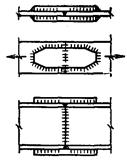
3) комбинированные – детали свариваются встык и для усиления привариваются накладки внахлестку.
Сварные швы в соединениях подразделяются по ряду признаков:
1) по конструкции шва –на стыковые и угловые. Если усилие действует вдоль углового шва, он называется фланговым, если поперек то лобовым;
2) по назначению – на рабочие (передающие усилия) и конструктивные (связующие);
3) по положению в пространстве при их выполнении – на нижние, вертикальные и потолочные;
4) по протяженности – насплошные и прерывистые;
5) по числу слоев, накладываемых при сварке – на однослойные(однопроходные) и многослойные (многопроходные);
6) по месту производства – назаводские и монтажные;
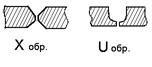
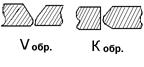
7) по форме шва при сварке с обработанными кромками –на V-образные, Х-образные, К-образные и U-образные.
| Стыковые | Угловые | Комбинированный | |
| Фланговые | Лобовые | ||
| 
| 
| 
|
| 
 Обработка кромок под сварку
Обработка кромок под сварку
|
Кромки свариваемых изделий обрабатывают при больших толщинах металла для возможности выполнения монолитного соединения.
В процессе сварки под действием неравномерного нагрева и охлаждения металла в свариваемом изделии возникают внутренние сварочные напряжения и деформации. Сварочные напряжения изменяют напряженное состояние конструкции, возникающее от внешней нагрузки, создают плоскостное или объемное напряженное состояние, способствующее появлению хрупкости в металле. Сварочные напряжения могут быть настолько большими, что вызывают разрушение металла шва или конструкции, особенно при неправильном конструктивном решении соединения. Сварочные деформации вызывают искривление и коробление от дельных элементов конструкции и изделия в целом. Особенно большие и опасные сварочные напряжения возникают при сварке встык деталей, закрепленных от свободных перемещений. Сварочные напряжения вызывают продольную и поперечную усадку швов. Усадка швов происходит всегда «на себя» (к центру шва).
|
|
|
Наиболее неблагоприятна поперечная усадка, величина которой примерно в 10 раз больше продольной. Остаточные напряжения сварной конструкции складываются с напряжениями от внешней нагрузки. Сварочные напряжения в настоящее время расчетом не учитывают. Основанием для этого служат пластические свойства металла: напряжения при достижении предела текучести  не увеличиваются, и происходит их выравнивание.
не увеличиваются, и происходит их выравнивание.
36. Электроды для ручной электродуговой сварки.
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Сва́рочный электро́д — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды.
Сварка плавящимся электродом: дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246—70[5] разделяется на углеродистую, легированную и высоколегированную. Поверх металлического стержня методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите её от атмосферного воздействия и обеспечении более устойчивого горения дуги.
|
|
|
Неплавящиеся электроды изготовляют из тугоплавких материалов, таких как вольфрам по ГОСТ 23949-80[4] "Электроды вольфрамовые сварочные неплавящиеся", синтетический графит или электротехнический уголь.
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75[11]
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла. Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по типу покрытия:
с кислым покрытием (А);
с основным покрытием (Б);
с целлюлозным покрытием (Ц);
с рутиловым покрытием (Р);
с покрытием смешанного вида (с двойным буквенным обозначением);
с прочими видами покрытий (П).
Виды электродов по допустимым пространственным положениям сварки или наплавки:
для сварки во всех положениях с условным обозначением 1;
для сварки во всех положениях, кроме вертикального сверху вниз, — 2;
для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
для нижнего и нижнего в лодочку — 4.
|
|
|
