 |


Электроимпульсная технология
|
|
|
|
Важнейшей особенностью электроимпульсной технологии является высокая селективность разрушения материала, проявляющаяся в лучшем раскрытии зерен полезных минералов и лучшей их сохранности от разрушения.
Рабочим инструментом при электроимпульсном разрушении является искра, не возникает проблемы с загрязнением продукта измельчения аппаратурным железом, материалом мелющих тел, свойственным механическим способом измельчения материалов.
Электроимпульсное измельчение материалов, как правило, проводят в воде. Применение диэлектрических жидкостей часто бывает просто исключено из-за их воздействия на поверхностные свойства измельченных минеральных частиц. А с другой стороны, геометрия электродов такова, что формирование импульсов напряжения с требуемыми параметрами (амплитудой и длительностью фронта) не представляет особых затруднений, даже если используется техническая вода. Для повышения сопротивления нагрузки имеется возможность максимально изолировать электроды, разделить конструкцию на параллельно работающие секции.
Данное технологическое применение электроимпульсного способа разрушения осуществляется по схеме, представленной на рисунке 11.
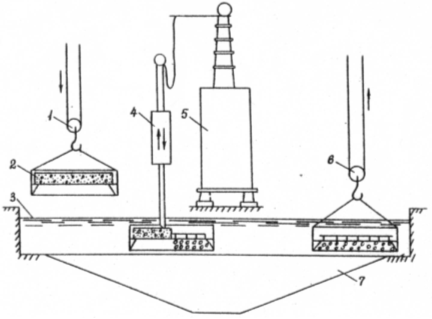
Рисунок 11 - Технологическая схема ЭИ - установки для утилизации железобетонных изделий.
Объектом разрушения служат некондиционные железобетонные изделия – брак производства или выбывающие из эксплуатации панели. Целью разрушения ЖБИ является утилизация арматурного металла и бетона. Особенностью электроимпульсного процесса в данном технологическом применении является то, что один из электродов системы является арматура ЖБИ. В тех случаях, когда арматура не обнажена, процесс электрического пробоя облегчен, так как разряд на арматуру может быть осуществлен только путем пробоя слоя бетона. Реальные процесс разрушения ЖБИ означает постепенное обнажение арматуры и может осуществляться только в режиме электроимпульсного пробоя – с внедрением разряда в бетон при наличии и альтернативной возможности перекрытия по поверхности на обнаженную арматуру. При этом не обязательно, чтобы в каждом акте пробоя электрод касался бетона, пробой может быть и комбинированным с частичным прохождением через водную среду.
|
|
|
Технологическая схема разрушения ЖБИ следующая: панель 2 загружается в ванну с водой 3, рабочий электрод 4 с помощью манипулятора постепенно перемещается по ячейкам изделия, при этом система контроля выдает команду для перемещения в новое положение лишь после полного разрушения ячейки. Освободившиеся после разрушения ЖБИ арматура и бетонный шлам по отдельности удаляются из ванны. Как показали опытные работы по разрушению ЖБИ, состояние арматуры позволяет ее повторное использование, так же как и бетона после дополнительного его доизмельчения.
Принципиально имеется два возможных способа разрушения негабаритов электроимпульсным способом - при пробое в системе наложенных электродов и при пробое в системе с предварительно забуренными шпурами. Здесь имеется в виду, что пробиваемые промежутки достигают длины нескольких дециметров и что обеспечивается ввод необходимого количества энергии в канал разряда. Первый способ проще технологически, однако чрезвычайно низка эффективность использования энергии канала разряда. С энергетической точки зрения случай сквозного пробоя из забуренных шпуров более выгоден, однако технологически осложнен операцией забуривания шпура, и его эффективность необходимо оценивать в сравнении с достаточно хорошо отработанной технологией электрогидравлического разрушения негабаритов.
|
|
|
К побочным явлениям электроимпульсного разрушения следует отнести эффекты, обусловленные воздействием на материал и жидкую рабочую среду высоких температур канала разряда, давления проходящей в твердом теле волны, электрических и магнитных полей. Фазовые превращения в материале, изменение поверхностных свойств и т.д. могут выступать не только как факторы, влияющие на эффективность последующих процессов с материалом (например, при обогащении), но и представлять самостоятельный технологический интерес, например, для ускорения химических реакций, синтеза алмазов и т.д. Именно в этой области возникает соприкосновение и взаимопроникновение исследовательских работ по электроимпульсной, электрогидравлической, электронно-ионной технологиям. Примером этому является электроразрядное разупрочнение материала для интенсификации гидрометаллургического процесса, для повышения селективности разрушения руд.
С конца семидесятых годов в НИИ высоких напряжений проводятся работы по созданию техники и технологии электроимпульсной утилизации некондиционного железобетона.
Сущность способа основана на разрушающем действии импульсных электрических разрядов, инициированных непосредственно в толще бетона, между электродами либо между элементами арматуры, либо между внешним электродом и элементами арматуры [5].
В канале пробоя выделяется электрическая энергия, запасенная во внешнем накопителе, обычно емкостном, канал пробоя расширяется подобно поршню и создает переменное во времени и пространстве поле механических напряжений. За счет интенсивной дивергенции волн, их взаимодействия со свободными границами и неоднородностями разрушаемого изделия, это поле носит сложный характер с большим удельным содержанием сдвиговых и растягивающих напряжений. В генеральной картине разрушения преобладают радиальные изломы, распространяющиеся от канала пробоя, присутствует растрескивание по Гопкинсону и концентрические трещины.
Для предотвращения пробоя бетона по поверхности используются специальные изоляционные среды (например, техническая вода), координирование разрядных промежутков с параметрами воздействующего импульса напряжения, формой и местом расположения электродов.
|
|
|
Эффективность разрушения бетона электрическими разрядами по поверхности, а также в окружающей его среде существенно ниже по сравнению с вариантом пробоя в толще бетона.
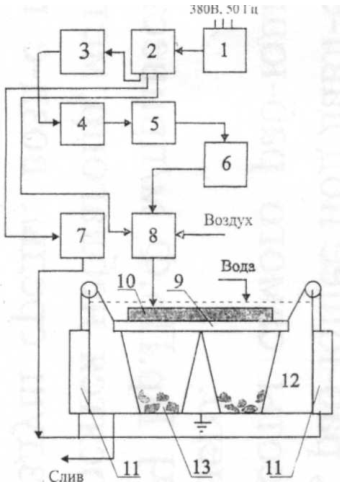
Рисунок 12 - Схема установки разрушения железобетона: 1 — щит распределительный; 2 —пульт управления; 3 — регулятор напряжения; 4 — трансформатор высоковольтный; 5 — генератор импульсных напряжений; 6 — высоковольтная шина; 7 — станция гидравлическая; 8 — электродная система; 9 — поддон; 10 — разрушаемое изделие; 11— гидроцилиндры; 12 — технологическая ванна; 13 — бункер
Поэтому одной из основных проблем ЭИТ является разработка технических приемов, оборудования и оснастки для создания условий, обеспечивающих высокую вероятность формирования канала сквозной проводимости в бетоне.
Другой проблемой является выбор параметров энергетического пакета в послепробойной стадии процесса, определяющих электрическую мощность, развиваемую в канале, энергию, выделенную в нем, и в конечном счете, параметры поля механических напряжений и эффективность разрушения.
Необходимо отметить, что технология предоставляет возможности для широкой вариации параметров энерговклада путем выбора режима протекания разрядного тока. Основным требованием при этом является согласование режима энерговыделения с характеристиками разрушаемого изделия, вплоть до использования автоматизированных самонастраивающихся систем.
Генератор импульсных напряжения собран по схеме Аркадьева— Маркса с двухсторонней зарядкой емкостных накопителей. В качестве накопителей используются конденсаторы ИКХ-50-1-УХЛ4. Емкость одной ступени генератора 10~6 Ф, число ступеней—6. Конструкция генератора — платформенного типа. Изоляционный остав изготовлен на базе опорных изоляторов КО—110/2000. Размещен генератор в отдельном помещении, которое предохраняет электротехническое оборудование от прямых атмосферных воздействий и служит экраном электромагнитного излучения. Генератор работает на шину, которая располагается вдоль технологической ванны.
|
|
|
Электродная система служит для передачи высоковольтных импульсов от генератора к разрушаемому изделию, имеет двадцать два высоковольтных электрода, расположенных в ряд по ширине технологической ванны. Конструктивно электродная система выполнена в виде четырех колонн, собранных из опорных изоляторов КО—110/1250. Колонны размещаются на подвижной тележке, которая перемещается по направляющим вдоль технологической ванны. Вверху колонны связаны между собой металлическими балками. На балках крепится блок электродов. Каждый электрод снабжен индивидуальным пневмоприводом для вертикального перемещения. Электроды имеют два фиксированных и нижнее — рабочее.
В исходном положении электроды изолированы от высоковольтной шины и друг от друга. В нижнем положении электроды опускаются на разрушаемое изделие, при этом они автоматически подключаются к высоковольтной шине, на которую поступают импульсы от генератора.
Технологическая ванна представляет собой металлическую емкость сварной конструкции 4,5x9,8x2,5 м, заполненную водой. Внутри ванны располагается гидроподъемник с шестью контейнерами. Контейнеры закрыты решетками и служат для наполнителя разрушенного бетона. По мере наполнения контейнеров они вынимаются из ванны и разгружаются. Очищенный от бетона арматурный каркас удаляется с решеток.
Управление и контроль за работой генератора, электродной системы, гидроподъемника осуществляется с пульта управления, расположенного в кабине оператора.
Работа установки осуществляется следующим образом. Изделие мостовым краном и гидроподъемником размещается на решетке контейнеров. Над изделием устанавливается электродная система. Один из электродов опускается на бетон и автоматически подключается к высоковольтной шине. Включается генератор импульсов. Импульсы от генератора через высоковольтную шину и электрод поступают в рабочую зону и производят разрушение бетона. После подачи трех—пяти импульсов бетон под рабочим электродом разрушается, электрод поднимается вверх, а другой опускается на неразрушенную часть изделия. Цикл разрушения повторяется до полного освобождения арматурного каркаса или закладных деталей от бетона, которые сохраняют первоначальную форму и могут использоваться повторно.
Таблица 3 - Фракционный состав дробленого бетона
| Размер фракции, мм | Фракционный состав дробленого бетона, % | |
| После разрушения стеновой панели В 15-26 | После ЭИ додрабливания в сите 40мм | |
| 0-5 | 6,3 | 9,7 |
| 5-10 | 8,4 | 15,6 |
| 10-20 | 17,3 | 40,4 |
| 20-40 | 13,5 | 34,3 |
| 40-70 | 12,0 | 0 |
| Свыше 70 | 42,5 | |
|
|
|
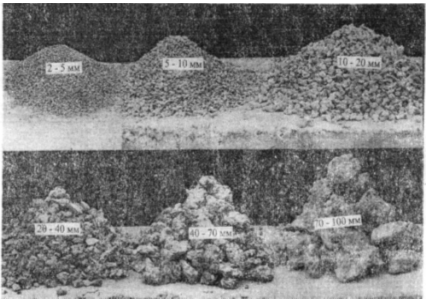
Рисунок 14 - Фракционный состав бетона
Технические параметры установки:
Установленная мощность, кВт — 100
Производительность (время загрузки и выгрузки изделий не учитывается), м3/ч - 3—5
Затраты энергии, кВт • ч/м3:
при переработке изделий с однослойным армированием — не более 3
при переработке изделий с пространственным армированием — не более 7
Параметры разрушаемых изделий:
— размеры, м - 6,3x3,2x0,3
— масса, т - 10
Габариты установки, м - 12x12x4
Масса установки, т - 25
Второй этап переработки некондиционных железобетонных изделий после извлечения арматуры обеспечивает дробление бетона до фракций, пригодных к повторному использованию в новых конструкциях.
Отсутствие металла в бетоне позволяет применять технологии, аналогичные используемым для получения естественных заполнителей, обычные механические дробильные установки (для переработки природного камня в карьерах), а также электроимпульсные дробилки, которые в отличие от традиционных позволяют в определенных пределах регулировать гранулометрический состав готового продукта путем подбора параметров источника импульсов.
Процентное содержание состава бетона по фракциям после додрабливания электроимпульсным способом приведено также в таблице 4. Наибольший процент составляет фракция 10—20 мм, которая соответствует размерам природного крупного заполнителя.
Результаты сравнительных испытаний образцов бетона, заполненного гравийным щебнем природного происхождения и фракцией 1.0— 20 мм, приведены в табл. 4
Таблица 4 - Результаты сравнительных испытаний образцов бетона
| Марка бетона | Тип заполнителя | Прочность при сжатии,МПа | Плотность,кг/м3 |
| М 300 | Извлеченный из готового изделия электроимпульсным способом (включая стадию додрабливания) | 26,1 | 2240 |
| М 300 | природный | 25,5 | 2340 |
Таким образом, утилизация железобетона электроимпульсным способом имеет следующие особенности:
— извлечение арматурных каркасов и закладных элементов производится без их деформации;
— при додрабливании высвобождается природный заполнитель.
Преимущество предлагаемой технологии перед механическими способами состоит еще и в том, что срок службы породоразрушающего инструмента на несколько порядков выше, разупрочнение металла и бетона происходит эффективней.
Возможность повторного использования арматуры и природного заполнителя в производстве железобетонных изделий, щебня (в дорожных покрытиях, для отсыпки откосов, отработанной жидкости), для приготовления бетонных смесей со снижением расхода вяжущих материалов, делают электроимпульсную технологию не только ресурсосберегающей, безотходной, но и экологически благоприятной.
Вместе с тем при применении данной технологии требуется принять меры против отрицательных экологических факторов, вносимых при работе высоковольтных генераторов, входящих в состав устройств: волн звукового и радиодиапазонов, электрических полей высокой напряженности. Однако традиционные приемы (эффективное электрическое заземление, использование замкнутого вне земли рабочего контура для протекания импульсных токов, использование противошумных и радиозащитных экранов) приводят к локализации указанных факторов в области, непосредственно прилегающей к установкам, и сводят их к уровню, не превышающему требований стандартов.
Преимущества технологии:
• безотходность - возможноcть повторного использования недеформированной арматуры, природного заполнителя, щебня, отработанной жидкости;
• экологическая целесообразность и безопасность;
• износостойкость рабочего инструмента.
|
|
|
