Осуществлять разработку и оформление графических вычислительных и проектных работ с использованием информационно-компьютерных технологий.
Ситуационная задача
Выполняется на учебной
практике
Контрольно-оценочные средства
ИНСТРУКЦИЯ
Напишите фамилию и имя, номер рабочего места. Умения и опыт, полученный на производственной практике достаточно для выполнения заданий. Внимательно читайте задание и карту технологического процесса сварной конструкции. Выполнить в соответствии с технологическими требованиями. Время выполнения 60 мин.
Критерии оценки
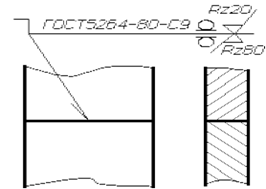
Задание 1. 1. Начертить схему стыкового соединения. Обозначить сварное соединение на схеме в соответствии с действующей нормативной документацией
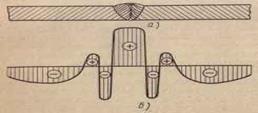
2. Начертить схему (эпюру), остаточных напряжений в стыковых соединениях из углеродистой стали. Объясните характер распределения остаточных напряжений.
3. Опишите технологический процесс ручной дуговой сварки стыкового соединения двух пластин,изготовленных из стали марки 40
Размерами 350х80х12. Сварка выполняется в нижнем положении.
4.Обоснуйте выбор технологического процесса.
Задание 2
1. Начертить схему стыкового соединения. Обозначить сварное соединение на схеме в соответствии с действующей нормативной документацией
1. Начертить схему стыкового соединения (сплав АМг-6), Обозначить сварное соединение на схеме в соответствии с действующей нормативной документацией.
2. Начертить схему (эпюру), остаточных напряжений в стыковых соединениях алюминиевых сплавов АМг-6. Объясните характер распределения остаточных напряжений.
3.Составьте технологический процесс ручной дуговой сварки с поворотом стыка труб, имеющих диаметр 85 мм и толщину стенки 4мм, изготовленных из стали марки 06Х18Н13М2Т.
4.Определите уровень технологичности конструкции по трудоемкости Кт, если известна трудоемкость по проектному варианту Тп равна
1. Начертить схему стыкового соединения. Обозначить сварное соединение на схеме в соответствии с действующей нормативной документацией
2. Начертить схему (эпюру) остаточных напряжений в стыковых соединениях из титановых сплавов.Объясните распределение остаточных напряжений.
3. Составьте технологический процесс ручной дуговой сварки неповоротного стыка труб, имеющих диаметр 35 мм и толщину стенки 12мм, изготовленных из стали марки ВСт3сп.
4. Определите уровень технологичности конструкции по трудоемкости Кт, если известна трудоемкость по проектному варианту Тп равна 105000 часов, Тб –трудоемкость по базовому варианту 100000нормо –ч
Задание5
1.Определить величину расчетного растягивающего усилия N для стыкового соединения двух элементов из стали марки Ст.3, имеющих прямоугольное поперечное сечение размерами 20х 300мм. Длина шва 30 см. Расчетное сопротивление Rсв. равно 2100 кгс/см2 (210 МПа)
2.Разработайте технологический процесс приварки фланца, изготовленного из стали марки 20,толщиной 12 мм к трубе диаметром 420 мм и толщиной стенки 6мм
3.Оформить карту технологического процесса.
4.Определите уровень технологичности конструкции по трудоемкости Кт, если известна трудоемкость по проектному варианту Тп равна 26000 часов, Тб –трудоемкость по базовому варианту 20000нормо – ч Кт,= Тп/ Тб
Задание 6
1.Определить величину расчетного растягивающего усилия N для стыкового соединения двух элементов из стали марки 15ХСНД, имеющих прямоугольное поперечное сечение размерами 20х 300мм. Длина шва 30 см. Расчетное сопротивление Rсв. равно 2900 кгс/см2 (290 МПа)
2.Разработайте технологический процесс ручной дуговой сварки нахлесточного соединения в вертикальном положении (сталь марки30ХГСД), толщина листов 10мм, длина20мм.
3.Укажите пути снижения трудоемкости изготовления конструкции.
4.Определите уровень механизации сварочного производства
Вид сварки
Число рабочих
Трудоёмкость, ч
коэффициент П
Автоматическая под слоем флюса
21
39000
3
Полуавтоматическая в среде углекислого газа
57
105000
2
Контактная точечная сварка на универсальных машинах
1.Определить величину расчетного растягивающего усилия N и катет углового шва двух элементов из стали Ст-3, имеющих раз 2.
2.Составьте технологический процесс сборки и сварки данной конструкции выполненной из низкоуглеродистой стали Ст-3:
Определите количество деталей в сборке. Определите виды сварных соединений и катеты сварных швов (Смотри приложение 1)
3.Оформить карту технологического процесса сборки и сварки данной конструкции.
4.Укажите пути снижения трудоемкости изготовления конструкции.
Задание 8
1.Определить прогиб в средине пролета главной балки, нагруженной равномерно распределенной нагрузкой, если известно, длина пролета составляет 16 метров.
2. Составьте технологический процесс сборки и сварки данной конструкции выполненной из низкоуглеродистой стали Ст-3:
Определите количество деталей в сборке, определите виды сварных соединений и катеты сварных швов.
укажите последовательность выполнения операций. (Приложение 2.)
3.Обоснуйте выбранный способ сборки и сварки данной конструкции.
4.Оформите технологический процесс сборки и сварки данной конструкции согласно ГОСТа 2601-84
Задание 9
1.Определить профиль прокатного двутавра для неразрезной балки, у которой наибольший изгибающий момент М=9,87тс.м, расчетное сопротивление R=2100кгс/см2
2 Определите количество деталей в сборке, определите виды сварных соединений и катеты сварных швов укажите последовательность операций, укажите вид сварки. (Приложение3)
3. Предложите марку стали для данной конструкции
4. Укажите требования к рабочему технологическому процессу
Задание 10
1.Определить профиль прокатного двутавра для неразрезной балки, у которой наибольший изгибающий момент М=7,37тс.м, расчетное сопротивление R=2100кгс/см2
2.Разработайте технологический процесс ручной дуговой сварки поворотного стыка труб из стали марки 15 с диаметром 1085 мм и толщиной стенки 12мм.
3.Оформить карту технологического процесса сборки и сварки данной конструкции.
4.Укажите пути снижения трудоемкости изготовления конструкции.
Задание 11
1.Определить профиль прокатного двутавра для неразрезной балки, у которой наибольший изгибающий момент М=8,17тс.м расчетное сопротивление R=2100кгс/см2
2. Разработайте технологический процесс ручной дуговой сварки двутавровой балки №16 из стали марки15, имеющей толщину стенки и полок 20мм
4 Оформить технологический процесс.
3. Обеспечить максимальную технологичность при проектировании изделия
Задание12
1.Определите напряжение в сечении двутавровой балки, если известно, что значение изгибающего момента равно М=9,87тс.м, расчетное сопротивление Wх равно 472см3
2.Разработайте технологический процесс полуавтоматической приварки фланца, изготовленного из стали марки 20,толщиной 12 мм к трубе диаметром 420 мм и толщиной стенки 6мм.
3.Оформите карту технологического процесса. Обеспечить технологичность конструкции при сборе
4.Укажите условные обозначения некоторых параметров, при заполнении технологического процесса
Задание 13
1.Определить высоту вертикальной стенки сварной составной двутавровой балки из стали марки Ст3, если известно, что расчетное сопротивление R равно2100Кгс/см2длина пролета L равна16м, модуль упругости Е равен 2,1*106
2. Составьте технологический процесс полуавтоматической сварки с поворотом стыка труб, имеющих диаметр 85 мм и толщину стенки 4мм, изготовленных из стали марки 06Х18Н13М2Т.
3. Обоснуйте выбор технологического процесса
4. Укажите условные обозначения некоторых параметров, при заполнении технологического процесса
Задание 14. Определите площадь поперечного сечения и гибкость стержня центрально сжатой колонны состоящей из двух швеллеров, расположенными полками наружу.
Расчетная нагрузка N=160тc,коэффициент продольного изгиба ᵠ=0,85, расчетное сопротивление R=2100кгс/см2, высота колонны L=8м,rх=13,1 см
2. Вам необходимо спроектировать сварную конструкцию и обеспечить при этом высокую технологичность при ее изготовлении.
Ваши действия в процессе проектирования..
3.Определите уровень механизации сварочного производства
Вид сварки
Число рабочих
Трудоёмкость, ч
коэффициент П
Автоматическая под слоем флюса
21
39000
3
Полуавтоматическая в среде углекислого газа
57
105000
2
Контактная точечная сварка на универсальных машинах
4.Назовите основные графы бланка технологического процесса
Задание 15
1.Определить площадь поперечного сечения и гибкость стержня центрально сжатой колонны состоящей из двух швеллеров, расположенными полками наружу.
Расчетная нагрузка N=160тc,коэффициент продольного изгиба ᵠ=0,85, расчетное сопротивление R=2100кгс/см2, высота колонны L=8, rх=13,1 см
2. Рассчитайте и выберите параметры режимов механизированной сварки в среде углекислого газа стыкового соединения, изготовленного из стали20 толщиной 4мм. 3.Сделайте сравнительный анализ ручной дуговой и механизированной сварки. Выделите достоинства и недостатки каждого способа сварки
4. Укажите требования к рабочему технологическому процессу.
Приложение 1
Приложение2
Приложение3
Эталоны (ключи)
Задание1
1.1 1.2
1.3 Опишите технологический процесс ручной дуговой сварки стыкового соединения двух пластин,изготовленных из стали марки 40
Размерами 350х80х12. Сварка выполняется в нижнем положении.
№ п/п
Наименование операции, перехода
Оборудование
Инструмент
сварщика
Марка
Электрода,
d
Сила тока,А
Напряжение на дуге,в
Катет сварного шва
5
Подготовительная
1.Скомплектовать детали, входящие в сборку.
2.Проверить наличие клейм годности ОТК и сопроводительную документацию.
_
_
_
_
10
Слесарная
Зачистить детали от грязи и ржавчины, при наличии масла обезжирить
Металл-я щетка
15
Сборочно-сварочная
20
1.Состыковать две пластины между собой, выдержать зазор под сварку 2мм и прихватить пластины на две электроприхватки.
ВД-500
УОНИ13/55
d-5
200-220
18-36
2.Зачистить прихватки от шлака
Металл-я щетка
-
-
-
-
Сварочная
1.Подогреть детали до температуры 250-300 градусов
Газовая горелка
2.Проварить детали между собой стыковым швом С2
Сварку произвести в два слоя.
ВД-500
УОНИ13 d-5/55
200-220
18-36
Соединение стыковое
3.Зачистить сварной шов от шлака, прилегающие поверхности от брызг металла
Металл-я щетка
Зубило, молоток
_
_
_
_
4.Клеймить изделие клеймом сварщика
Клейо
молоток,
25
Контрольная
Проверить качество сварного шва.
Визуальный контроль
-
-
-
-
1. 4. Обоснуйте выбор технологического процесса.
а) Сталь 40 содержит углерода 0,4%,по свариваемости относится к ограниченно сваривающимся сталям,
поэтому данную сталь необходимо сваривать с предварительным подогревом до температуры 250 -300 градусов.
б) Пластины имеют толщину 12 мм, поэтому требуется V-образная разделка кромок.
в) Сварку необходимо выполнить в два прохода
Задание 2.
2.1 2.2
Ϭх-максимальные напряжения в сварном соединении
Величина остаточных напряжений Ϭх значительно меньше предела текучести Ϭт-так как коэффициент линейного расширения для титана сравнительно невысок.Максимальные остаточные напряжения в зоне шва (сплав ВТ-6) составляют около 0.5 Ϭт.
2.3. Вам необходимо спроектировать сварную конструкцию и обеспечить при этом высокую технологичность при
ее изготовлении. Ваши действия в процессе проектирования
Рис1. Эпюра остаточных напряжений в стыковых соединениях из алюминиевых сплавов. Остаточные напряжения, определяемые экспериментально, получаются значительно ниже предела текучести Ϭт. Это объясняют влиянием округлости изотерм пи сварке алюминия и тем что в образовании остаточных напряжений, участвует лишь незначительная часть температурной деформации, примерно 0.2ᾳТ0, где ᾳ-коэффициент температурного расширения,
Т0- температура,выше которой Ϭт=0
Особенностью распределения остаточных напряжений в сварных соединениях из алюминиевых сплавов следует считать также значительное снижение в центре шва компонентов остаточных напряжений.
Этот эффект наблюдается в швах термически упрочняемых сплавов.
3.3. Составьте технологический процесс ручной дуговой сварки с поворотом стыка труб, имеющих диаметр 85 мм и толщину стенки 4мм, изготовленных из стали марки 06Х18Н13М2Т
№ п/п
Наименование операции, перехода
Оборудование
Инструмент
сварщика
Марка
Электрода,
d
Сила тока,А
Напряжение на дуге,в
Катет сварного шва
5
Подготовительная
1.скомплектовать детали, входящие в сборку.
2.Проверить наличие клейм годности ОТК и сопроводительную документацию.
_
_
_
Соединение стыковое
10
Слесарная
Зачистить детали от грязи и ржавчины, при наличии масла обезжирить
Металл-я щетка
-
-
-
-
15
Сборочно-сварочная
1.Состыковать обечайки между собой, выдержать зазор под сварку 2мм и прихватить на4электроприхватки в взаимно диаметральных положениях.
ВД-500
УОНИ 13/85
d-4
160
18-36
В процессе сварки трубу повернуть на 90 градусов.
2.Зачистить прихватки от шлака
Металл-я щетка
-
-
-
-
20
Сварочная
-
-
-
2.Проварить стык труб между собой стыковым швом С2.
ВД-500
УОНИ13/85
или ОК-46
d=3
90-120
18-36
3.Зачистить сварной шов от шлака, прилегающие поверхности от брызг металла
Металл-я щетка
Зубило, молоток
_
_
_
4Клеймить изделие клеймом сварщика
Клеймо
молоток,
25
Контрольная
Проверить качество сварного шва.
Визуальный контроль
-
-
-
-
3.4. Определите уровень технологичности конструкции по трудоемкости Кт, если известна трудоемкость по проектному варианту Тп =39000,по базовому варианту Тб=25000;
Кт= Тп/ Тб; Кт=39000/25=1.6
Задание 4.
4.1. 4.2
Ϭх-максимальные напряжения в сварном соединении Величина остаточных напряжений Ϭх значительно меньше предела текучести Ϭт -так как коэффициент линейного расширения
для титана сравнительно невысок.Максимальные остаточные напряжения в зоне шва (сплав ВТ-6) составляют около 0.5 Ϭт.
изготовленных из стали марки ВСт3сп.
№ п/п
Наименование операции, перехода
Оборудование
Инструмент
сварщика
Марка
Электрода,
d
Сила тока,А
Напряжение на дуге,в
Катет сварного шва
5
Подготовительная
1.скомплектовать детали, входящие в сборку.
2.Проверить наличие клейм годности ОТК и сопроводительную документацию.
_
_
_
Соединение стыковое
10
Слесарная
Зачистить детали от грязи и ржавчины, при наличии масла обезжирить
Металл-я щетка
15
Сборочно-сварочная
1.Состыковать обечайки между собой, выдержать зазор под сварку 2мм и прихватить на4электроприхватки в взаимно диаметральных положениях.
ВД-500
УОНИ13/45
d-4
160
18-36
Сварку вести без поворота трубы
2.Зачистить прихватки от шлака
Металл-я щетка
-
-
-
-
20
Сварочная
-
-
-
1. Проварить стык труб между собой стыковым швом С2.
2. Повторить переход 2, для полного провара шва.
ВД-500
УОНИ13/45
или ОК-46
d=3
90-120
18-36
Соединение стыковое
3. Зачистить сварной шов от шлака, прилегающие поверхности от брызг металла
Металл-я щетка
Зубило, молоток
_
_
_
_
4 Клеймить изделие клеймом сварщика
Клеймо
молоток,
25
Контрольная
Проверить качество сварного шва.
Визуальный контроль
-
-
-
-
4.4. Определите уровень технологичности конструкции по трудоемкости Кт, если известна трудоемкость по проектному варианту Тп равна105000 часов, Тб –трудоемкость по базовому варианту 100000нормо – ч
Кт= Тп/ Тб; Кт=39000/25000=1,56
Задание5
5,1. N=2*30*2100=126т.с =1.26МН
5.2; 5.3. Разработайте технологический процесс приварки фланца, изготовленного из стали марки 20,к трубе диаметром 420 мм и толщиной стенки 6мм
№ п/п
Наименование операции, перехода
Оборудование
Инструмент
сварщика
Марка
Электрода,
d
Сила тока,А
Напряжение на дуге,в
Катет сварного шва
5
Подготовительная
1.скомплектовать детали, входящие в сборку.
2.Проверить наличие клейм годности ОТК и сопроводительную документацию.
_
_
_
10
Слесарная
Зачистить детали от грязи и ржавчины, при наличии масла обезжирить
Металлическаяя
щетка
15
Сборочно-сварочная
1.Состыковать фланец и трубу между собой, выдержать зазор под сварку 2мм и прихватить на 4 электроприхватки в взаимно диаметральных положениях.
ВД-500
ОК-46
d-4
160
18-36
Сварку вести без поворота трубы
2.Зачистить прихватки от шлака
Металл-я щетка
-
-
-
-
20
Сварочная
-
-
-
1. Приварить фланец к трубе стыковым швом С2.
ВД-500
ОК-46
d=4
160
18-36
Соединение стыковое
3. Зачистить сварной шов от шлака, прилегающие поверхности от брызг металла
Металл-я щетка
Зубило, молоток
_
_
_
_
4 Клеймить изделие клеймом сварщика
Клеймо
молоток,
25
Контрольная
Проверить качество сварного шва.
Визуальный контроль
-
-
-
-
5.4. Определите уровень технологичности конструкции по трудоемкости Кт, если известна трудоемкость по проектному варианту Тп равна 26000 часов, Тб –трудоемкость по базовому варианту 20000нормо – ч
Кт,= Тп/ Тб Кт=26000/20000=1,3
Задание 6
6.1 Величина расчетного усилия будет равна: N= S*Lш* Rр=2*40*2900=252т. с
6.2. Разработайте технологический процесс ручной дуговой сварки нахлесточного соединения в вертикальном положении (сталь марки30ХГСД, толщина листов 10мм, длина 20мм.
№ п/п
Наименование операции, перехода
Оборудование
Инструмент
сварщика
Марка
Электрода,
d
Сила тока,А
Напряжение на дуге,в
Катет сварного шва
5
Подготовительная
1.скомплектовать детали, входящие в сборку.
2.Проверить наличие клейм годности ОТК и сопроводительную документацию.
_
_
_
Соединение стыковое
10
Слесарная
1.Зачистить детали от грязи и ржавчины, при наличии масла обезжирить
2.Разметить на детали размер S=6мм.
Металл-я щетка
Разметочный инструмент
-
-
-
-
15
Сборочно-сварочная
1.Установить две детали согласно эскиза. Выдержать размер S =6м и прихватить на две электроприхватки по краям деталей.
Предварительно подогреть детали до температуры 250 градусов
ВД-500
Разметочный инструмент
Газовая горелка
ОК-46
d-5
160-180
18-36
2.Зачистить прихватки от шлака
Металл-я щетка
-
-
-
-
20
Сварочная
-
-
-
1. Проварить детали сварным швом У-1в вертикальном положении
ВД-500
ОК-46
d=5
160-180
18-36
5
3. Зачистить сварной шов от шлака, прилегающие поверхности от брызг металла
Металл-я щетка
Зубило, молоток
_
_
_
_
4 Клеймить изделие клеймом сварщика
Клеймо
молоток,
-
-
-
-
25
Контрольная
Проверить качество сварного шва.
Визуальный контроль
-
-
-
-
6.4. Определите уровень механизации сварочного производства
7.3.Оформить карту технологического процесса сборки и сварки данной конструкции.
№ п/п
Наименование операции, перехода
Оборудование
Инструмент
сварщика
Марка
Электрода,
d
Сила тока,А
Напряжение на дуге,в
Катет сварного шва
5
Подготовительная
1.Скомплектовать детали, входящие в сборку.
2.Проверить наличие клейм годности ОТК и сопроводительную документацию.
_
_
_
10
Слесарная
1.Зачистить детали от грязи и ржавчины, при наличии масла обезжирить
2.Разметить на детали поз1.осевые линии.
Металл-я щетка
Линейка
чертилка
-
-
-
-
15
Сборочно-сварочная
1.Установить трубу поз.1 на основание поз.2 по разметке и прихватить на4электроприхватки в взаимно диаметральных точках
ВД-500
ОК-46
d-4
160
18-36
2.Зачистить прихватки от шлака
Металл-я щетка
-
-
-
-
20
Сварочная
-
-
-
2.Приварить трубу поз1 к основанию поз.2швом Т1 катет5
ВД-500
ОК-46
d=4
140-160
18-36
3.Зачистить сварной шов от шлака, прилегающие поверхности от брызг металла
Металл-я щетка
Зубило, молоток
_
_
_
4.Установить на основание и трубу поочередно два уголка пз.3 согласно чертежу и прихватить на две эл. прихватки каждый
ВД-500
ОК- 46
d=4
140-160
18-36
5.Установить на трубу Крышку поз4 и прихватить на 4электроприхватки
ВД-500
ОК- 46
d=4
140-160
18-36
5.Зачистить прихватки от шлака
Металл-я щетка
6Приварить два уголка к основанию и к трубе2 швом Т2 катет5.
7.Приварить к трубе крышку поз4
Швом У-5
ВД-500
ОК- 46
d=4
140-160
18-36
4Клеймить изделие клеймом сварщика
Клеймо
молоток,
25
Контрольная
1Проверить качество сварного шва.
Проверить рамеры согласно чертежу
Визуальный контроль
-
-
-
-
Укажите пути снижения трудоемкости изготовления конструкции.
· Эффективнее использование сварочных материалов;
· Использование прогрессивных механизированных технологических процессов
· Выбор конструктивных форм.,которые отвечают служебному назначениюизделия.
· Применение высокопроизводительной оснастки.
· Мероприятия по уменьшению сварочных напряжений и деформаций
Задание 8
1.Определить прогиб в средине пролета главной балки, нагруженной равномерно распределенной нагрузкой, если известно, длина пролета составляет 16 метров.
8.1 f=1/450=1/450*16000=35,5мм
8.2
8.3.Последовательность операций:
· подготовительная операция;
· слесарная
· сборочно-сварочная;
· сварочная;
· контрольная,
В такой последовательности изготовления обеспечивается наибольшая технологичность сварной конструкции.
8.4. Оформите технологический процесс сборки и сварки данной конструкции согласно ГОСТа 2601-84
№ п/п
Наименование операции, перехода
Оборудование
Инструмент
сварщика
Марка
Электрода,
d
Сила тока,А
Напряжение на дуге,в
Катет сварного шва
5
Подготовительная
1.Скомплектовать детали, входящие в сборку.
2.Проверить наличие клейм годности ОТК и сопроводительную документацию.
_
_
_
10
Слесарная
1.Зачистить детали от грязи и ржавчины, при наличии масла обезжирить
Металл-я щетка
-
-
-
-
15
Сборочно-сварочная
1.Установить на трубу поз.1деталь поз.2 и две детали поз3 и согласно чертежу и прихватить на 4 электроприхватки каждую деталь в взаимно диаметральных точках.
ВД-500
ОК-46
d-3
90
18-36
2.Зачистить прихватки от шлака
Металл-я щетка
-
-
-
-
20
Сварочная
-
-
-
2.Приварить к трубе поз1 поочередно две детали поз 3 и деталь поз.2.
ВД-500
ОК-46
d=3
90
18-36
3.Зачистить сварной шов от шлака, прилегающие поверхности от брызг металла
Металл-я щетка
Зубило, молоток
_
_
_
4Клеймить изделие клеймом сварщика
Клеймо
молоток,
Задание 9
9.1 W=M/R=987000/21000-470cм3. По ГОСТ 8239-80гподбираем профили, имеющие наиболее
близкое значение моментов сопротивления: Ὶ -N 30; Wх=472см
9.2
· Количество деталей в сборке-3 Катет сварного шва =7; Вид сварки-ручная дуговая
9.3. Последовательность операций:
• подготовительная операция
• слесарная
• сборочно - сварочная
• сварочная
• контрольная
Для изготовления данной конструкции выбираем низко углеродистую качественную сталь-Сталь 25
В такой последовательности изготовления обеспечивается наибольшая технологичность сварной конструкции
9.4. Требования к рабочему технологическому процессу
· Внести изменения,связанные с изменением конструкции;
· указать режимы сварки сварочные материалы и оборудование;
· указать технологические приемы выполнения отдельных операций;
· обеспечить требования к прочности и качеству сварных конструкций;
· указать методы проверки точности и контроля соединений
Задание10
10.1
W=M/R=737000/21000-346cм3. По ГОСТ 8239-80 подбираем профили, имеющие наиболее
близкое значение моментов сопротивления: Ὶ -N 27 Wх=371см
10.2 10.3. Разработайте технологический процесс ручной дуговой сварки поворотного стыка труб из стали марки 15 с диаметром 1085 мм и толщиной стенки 12мм.
№ п/п
Наименование операции, перехода
Оборудование
Инструмент
сварщика
Марка
Электрода,
d
Сила тока,А
Напряжение на дуге,в
Катет сварного шва
5
Подготовительная
1.Скомплектовать детали, входящие в сборку.
2.Проверить наличие клейм годности ОТК и сопроводительную документацию.
_
_
_
10
Слесарная
1.Зачистить детали от грязи и ржавчины, при наличии масла обезжирить.



 Приложение 1
Приложение 1
 Приложение3
Приложение3





 -
-

