 |


Расчет литниковой системы.
|
|
|
|
Отчет по лабораторной работе № 1
По дисциплине: Технология металлов и трубопроводных строительных материалов.
(наименование учебной дисциплины согласно учебному плану)
Тема: Разработка технологического процесса изготовления отливки в песчаной форме.
Выполнил: студент гр. ТНГ-08-1 ___________ / Куликов Ю.В. /
(подпись) (Ф.И.О.)
Проверил: профессор ___________ / Болобов В.И. /
(подпись) (Ф.И.О.)
Санкт-Петербург
1. Задание:
Вариант 7
Материал детали – чугун СЧ20.
Тип производства – штучное.

|
Рис. 1. Эскиз заданной детали.
2. Выбор положения отливки в форме и определение плоскостей разъема:
При выборе положения отливки в форме и определении разъемов необходимо обеспечить возможность извлечения модели из формы без разрушения последней.
Произведем оценку детали, эскиз которой представлен на рис. 1, с точки зрения расположения в ней зон качественного металла. Т.к. деталь полностью симметрична, то особо не играет роли ее положение в опоке. Деталь располагаем в нижней опоке, что исключает неточность совмещения опок. Отверстия Ø52 и Ø25 выполняем с помощью стержней. Учитывая тип производства – штучное – принимаем ручную формовку в двух опоках по разъемной модели с использованием деревянного модельного комплекта.
Назначение припусков на механическую обработку
Припуском называется слой металла, предназначенный для снятия в процессе механической обработки. Величина припуска должна быть такой, чтобы после механической обработки поверхность детали отвечала требованиям по качеству металла, механическим свойствам и шероховатости. Величина припуска в зависимости от класса точности отливок, размеров и расположения обрабатываемой поверхности по отношению к разъему (верх, низ, бок) регламентируется для чугунного фасонного литья ГОСТом 1855-55, для стального фасонного литья ГОСТом 2009-55 (см. табл. 1 и 2 приложения).
|
|
|
Разработка эскиза модели.
Модель и стержневой ящик образуют модельный комплект. Модель - это прообраз будущей отливки. С помощью модели формообразуется, в основном, наружная конфигурация отливки. От отливки модель отличается материалом, наличием стержневых знаков (если отливка полая и для формирования полости необходим стержень), наличием разъема в случае, если формовка производится по разъемной модели, размерами, превышающими соответствующие размеры отливки на величину линейной усадки сплава. Величину линейной усадки для различных литейных сплавов можно определить по таблице 4 приложения.
Материал модели – дерево.
Размеры детали, соответствующие им размеры отливки и модели, величины припусков на механическую обработку и припусков на усадку сведены в таблицу.
Таблица №1
| Размер детали, мм | Припуск на мех. Обработку, мм | Размер отливки, мм | Припуск на усадку, мм | Размер модели, мм |
| Ø52 | 4х2 | Ø44 | 0,4 | Ø43,6 |
| Ø 88 | - | 0,9 | 88,9 | |
| - | 2,8 | 282,8 | ||
| 4+5 | 0,6 | 63,6 | ||
| Ø25 | - | Ø 25 | 0,2 | Ø24,8 |
| - | 1,9 | 191,9 |
Разработка эскиза стержня.
Если модель служит для получения наружной конфигурации будущей отливки, то стержень формирует ее внутренние очертания. Стержни изготовляют из специальных стержневых смесей. В зависимости от применяемых материалов они могут быть песчано-глинистыми, песчано-масляными, песчано-цементными, быстротвердеющими и т.д. В единичном и мелкосерийном производстве уплотнение стержневой смеси производится вручную (трамбовками, пневмотрамбовками). В массовом производстве для этой цели используется мундштучные, прессовые, встряхивающие, пескодувные, пескоструйные и другие машины.
|
|
|
На эскизе стержня показаны вентиляционный канал, арматура и основные (габаритные) размеры.
Расчет литниковой системы.

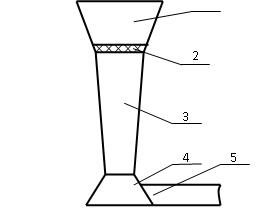
Эскиз литниковой системы.
Обычно воронка, стояк и шлакоуловитель располагаются в верхней опоке, т.е. выше разъема, а питатель - в нижней. Для отвода воздуха из литейной формы и контроля ее заполнения жидким металлом служит выпор – дополнительный вертикальный канал. Для питания отливки расплавленным металлом при ее кристаллизации служат прибыли, представляющие собой массивные объемы (каналы, полости). Сечение и размеры прибылей должны быть рассчитаны так, чтобы затвердевание металла в них происходило только после затвердевания самой отливки. Отливки малых размеров (особенно из чугуна) отливаются без прибылей. Необходимо помнить, что литник (затвердевшая отливки литниковая система) и прибыль являются отходом литейного производства.
|
|
|
Расчет литниковой системы сводится к определению площадей поперечных сечений питателей (SFпит), шлакоуловителя (Fшл) и стояка (Fст). Суммарная площадь поперечных сечений питателей определяется по следующей зависимости:
 , м2,
, м2,
где Q, кг – масса отливки и прибыли,
r, кг/м3 – плотность металла (для чугуна и стали r» 7800 кг/м3),
m = 0,4¸0,6 – коэффициент истечения,
t = 4¸9 с – время заливки формы,
g = 9,81 м/с2 – ускорение свободного падения,
Н, м – средний напор (высота от верхнего края воронки до центра масс отливки).
Площади поперечных сечений шлакоуловителя и стояка выбираются из соотношений:
Для отливок из чугуна массой до 1 т SFпит:Fшл:Fст=1:1,1:1,15.

Площадь поперечных сечений питателей:
 .
.
Площадь поперечного сечения шлакоуловителя:

Площадь поперечного сечения стояка:

|
|
|
