 |


Анализ применяемой в технологическом процессе заготовки.
|
|
|
|
Анализ чертежа детали
Служебное назначение детали
Деталь имеет следующие габаритные размеры:516* х 475 х 280*
Деталь изготовлена из Сплав АК 7ч ГОСТ 1583-93.
Деталь предназначена для использования в машиностроении.
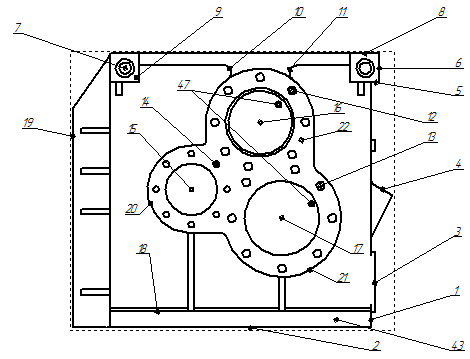
Рис.1.1 Эскиз детали с нумерацией поверхностей (вид главный)
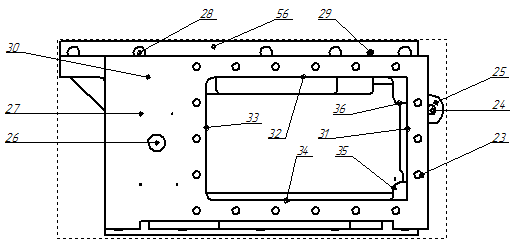
Рис. 1.2 эскиз детали с нумерацией поверхностей (вид сверху)

Рис. 1.3 Эскиз детали с нумерацией поверхностей(вид сбоку)

Рис 1.4 Эскиз детали С нумерацией поверхностей (вид сзади)
| Вид элементарной поверхности | |||
| Простая элементарная пов. | Сложная эл. пов. | ||
| ВЦП | ПП | ВРП | |
| Количество | 13* |
Таблица 1. Виды и количество элементарных поверхностей.
1.2 Анализ и нормоконтроль чертежа детали
Таблица 2 Анализ элементарных поверхностей детали
Размеры проставлены в соответствие с ЕСКД. Замена отраслевых стандартов (ОСТ) на действующие государственные стандарты:
 |




 Исправление шероховатости: Rа6,3 () на Ra 6,3 ();
Исправление шероховатости: Rа6,3 () на Ra 6,3 ();
 | |||||
 |  | ||||


 Rа3,2 на Ra 3,2
Rа3,2 на Ra 3,2
| № по- верх- ности | Вид и обоз- наче- ние по- верх- ности | Коли- чест- во | Ква- литет | До- пуск распо- ложе- ния | Параметры качества поверхности | Соответствие рекомендуемым значениям | Предло- жения по из- менению | ||
| Ra | До- пуск фор- мы | Дру- гие пока- затели | |||||||
| ТП | - | 6,3 | - | - | Соотв. | - | |||
| ТП | - | 3,2 | - | - | Соотв. | - | |||
| ТП | 6,3 | - | - | Соотв. | - | ||||
| ТП | - | 3,2 | - | - | Соотв. | - | |||
| ТП | - | - | - | - | Соотв. | - | |||
| НТП | - | - | - | - | Соотв. | - | |||
| ВРП | - | - | - | - | Соотв. | - | |||
| НТП | - | 6,3 | - | - | Соотв. | - | |||
| НТП | - | 6,3 | - | - | Соотв. | - | |||
| НТП | - | - | 6,3 | - | - | Соотв. | - | ||
| НТП | - | - | 6,3 | - | - | Соотв. | - | ||
| ВРП |    0,5 0,5
| 6,3 | - | - | Соотв | - | |||
| ВРП |    0,5 0,5
| 6,3 | - | - | Соотв. | - | |||
| ВРП | 0,5   
| 6,3 | - | - | Соотв. | - | |||
| ВЦП | 
  0,010 0,010 0,010 0,010
| 1,6 | - | - | Соотв. | - | |||
| ВЦП |  0,010
0,010
| 1,6 | - | - | Соотв. | - | |||
| ВЦП |    0,010
0,010 0,010
0,010
| 1,6 | - | - | Соотв. | - | |||
| ВЦП | - | 6,3 | - | - | Соотв. | - | |||
| ТП | - | - | - | - | - | Соотв. | В технологии назначить 14-й квалитет и шер. 6,3 | ||
| ТП | - | - | - | - | - | Соотв. | В технологии назначить 14-й квалитет и шер. 6,3 | ||
| ТП | - | - | - | - | - | Соотв | -В технологии назначить 14-й квалитет и шер. 6,3 | ||
| ТП | - | - | - | - | - | Соотв. | В технологии назначить 14-й квалитет и шер. 6,3 | ||
| ВРП | - | 6,3 | - | - | Соотв. | - | |||
| ВРП | - | 6,3 | - | - | Соотв. | - | |||
| ТП | - | 3,2 | - | - | Соотв. | - | |||
| ВРП | - | 6,3 | - | - | Соотв. | - | |||
| ВРП | - | 6,3 | - | - | Соотв. | - | |||
| ВЦП |    1 1
| 6,3 | - | - | Соотв. | - | |||
| ВРП | - | 6,3 | - | - | Соотв | - | |||
| ТП | - | 6,3 | - | - | Соотв. | - | |||
| ТП | - | - | 6,3 | - | - | Соотв. | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв. | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв. | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв. | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв. | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв. | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 16 квалитет | ||
| ТП | - | - | 6,3 | -- | - | Соотв | В технологической части назначить 16 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 14 квалитет | ||
| ТП | - | 6,3 | - | - | Соотв | - | |||
| ТП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 14 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 16 квалитет | ||
| ТП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 16 квалитет | ||
| ВКП | - | - | 6,3 | - | - | Соотв | В технологической части назначить 14 квалитет | ||
| ВРП | 0,5   
| 6,3 | - | - | Соотв | - | |||
| ВРП | 0,5
| 6,3 | - | - | Соотв | - | |||
| ВЦП |  
| 1,6 | - | - | Соотв | ||||
| ВЦП |
| 1,6 | - | - | Соотв | - | |||
| ВЦП |
| 1,6 | - | - | Соотв | - | |||
| ВЦП |
| 1,6 | - | - | Соотв | - | |||
| ТП | - | 6,3 | - | - | Соотв | - | |||
| ТП | - | 6,3 | - | - | Соотв | - | |||
| ТП | - | 6,3 | - | - | Соотв | - |
|
|
|
|
|
|
Анализ технологичности детали.
Деталь изготовлена из Сплава АК 7ч ГОСТ 1583-93.
АК 7ч – это силумин, литейный сплав системы алюминий, кремний, магний. Среди прочих силуминов он выделяется хорошими гигиеническими свойствами и меньшей хрупкостью, благодаря чему из него можно изготавливать без дополнительных согласований продукцию, предназначенную для контакта с пищей и детали, работающие под нагрузкой.
Процесс изготовления данной детали состоит из 15-и операций. Так как производство данной детали мелкосерийное, нужно задействовать для производства данной детали меньшее количество станков.
Нарезать резьбу в отверстиях следует вручную, чтобы уменьшить вероятность поломки метчика в отверстии.
Анализ применяемой в технологическом процессе заготовки.
 Металл заготовки сплав АК 7ч. Химический состав сплава в %: Fe- до 1,5;
Металл заготовки сплав АК 7ч. Химический состав сплава в %: Fe- до 1,5;
Si- 6-8; Al 89-93; Cu до 0.2; Pb 0.05; Be до 0,1; Mg 0.2-0.4; Zn до 0,3; примесей всего 2.
Алюминиево-кремниевый сплав АК7 (или АЛ9) – типичный силумин, востребованный в строительстве, авиастроении, машинном, автотракторном и тракторном производстве. Его ценят за превосходные литейные свойства, хорошую свариваемость, обрабатываемость и сопротивление коррозии. Из него изготавливают отливки сложных форм, имеющие повышенную плотность, небольшую усадочную пористость и способность к горячему трещинообразованию. Такие литые детали легко выдерживают средние нагрузки в ответственном узле, и увеличивают срок его службы.
Сплав алюминия АК7 относится к силуминам системы Al—Si—Mg, отличается хорошими технологическими свойствами – жидкотекучестью, антикоррозийностью и свариваемостью. При этом он довольно плохо поддается механической обработке, поскольку в его структуре образуются хрупкие игольчатые кристаллы кремния и его соединений. Для того, чтобы увеличить прочность сплава АК7, его в расплавленном состоянии модифицируют галогенидами: фторидом и хлоридом натрия. Образующиеся силициды натрия обволакивают кристаллы кремния, затрудняют их рост и повышают предел механической прочности алюминиево-кремниевого сплава в 2 раза. Отливки АК7 упрочняют с помощью термической закалки и искусственного старения. Для исключения пережога используют двух- или трехступенчатый нагрев до 500-55 градусов, выдерживая детали в горячей воде по 2-3 часа. После высокотемпературной обработки пластичность и прочность сплава АК7 повышается, что особенно важно при производстве сложных и тонкостенных литых заготовок. Благодаря отличным литьевым свойствам, алюминиево-кремниевый сплав АК7 активно используется при литье сложных деталей и механизмов, применяемых в машиностроении:
корпуса помп; деталей самолетов; карбюраторов;
картеров двигателей; Редукторов;
поршней; головок цилиндров и др.
|
|
|
Такие отливки хорошо зарекомендовали себя при эксплуатации в агрессивных средах и температурах, не выше 200 градусов.
Заготовка получена методом отливки. Металл заливается в земляную форму при температуре 740-760℃, выдерживается 40 мин. Далее отливка выбивается из формы, очистка отливки от пригара формовочной земли, обрубаются литники(6 питателей, 6 прибылей, зачищаются остатки литников. Поверхность литая. Производится контроль отливки,места деформации завариваются аргонно-дуговой сваркой.
|
|
|
