 |


Термическая обработка валков в процессе прокатки
|
|
|
|
При горячей прокатке температура валков изменяется в результате их нагрева и охлаждения. Нагрев валков происходит от тепла, отдаваемого нагретой полосой, и тепла, выделяемого при пластической деформации за счет превращения работ деформации и трения в тепло. Охлаждение валков происходит в результате отвода тепла водой, охлаждающей валки, отдачи тепла в окружающий воздух и отдачи тепла деталям, находящимся в соприкосновении с валками — подшипникам, подушкам, проводкам, и пр. В результате нагрева происходит тепловое расширение и, следовательно, увеличение размеров валков, главным образом той части бочки, которая находится в непосредственном соприкосновении с прокатываемым металлом. Если бы увеличение диаметра валков по всей длине бочки было одинаковым, то нагрев не оказал бы влияния на профиль прокатываемого листа. Однако условия нагрева и охлаждения валков в процессе прокатки не одинаковы по длине бочки и соответственно не одинаково увеличение диаметра бочки. Части бочки валков, прилегающие к шейкам, нагреваются менее интенсивно, чем середина, находящаяся в контакте с полосой. В результате неравномерного разогрева валки приобретают бочкообразную форму. В клетях кварто опорные валки, получая тепло через рабочие валки, также разогреваются неравномерно, приобретая бочкообразную форму. Таким образом, в процессе прокатки, если не учитывать износа поверхности валков, все валки рабочей клети приобретают различную величину выпуклости вследствие разных условий их нагрева и охлаждения. При установившемся процессе прокатки температура валков сохраняется примерно постоянной, если остаются неизменными условия охлаждения (температура и количество охлаждающей воды). В общем случае температура валков зависит от интенсивности работы стана, определяемой обжатиями металла, скоростью прокатки, длиной раската, временем прокатки и пауз, температурой полосы, условиями и интенсивностью охлаждения. Разогрев валков до устойчивого температурного равновесия происходит следующим образом. Вследствие относительно малой теплопроводности материала валков холодная поверхность последних в начале работы сравнительно быстро разогревается за счет отдачи тепла прокатываемым металлом. Через некоторое время температура середины и поверхности валков выравнивается и для данного режима работы стана устанавливается тепловое равновесие между количеством подводимого и отводимого тепла. Опорные валки также разогреваются с поверхности, получая тепло от рабочих валков, и время их разогрева при прочих равных условиях зависит от массы валка. Опорные валки разогреваются медленнее рабочих, так как поступление тепла в них меньше, а масса значительно больше. С точки зрения устойчивого теплового уровня температура валков должна быть, возможно, более низкой, что обеспечивается интенсивным охлаждением. Так как температурное состояние зависит от большого количества факторов, то подсчет средней температуры валков, а также перепада температур по длине бочки валка по теоретическим формулам затруднителен и неточен. При определении теплового расширения валков обычно пользуются опытными данными. Если известно температурное состояние валка, подсчет теплового расширения производится по формуле:
|
|
|
 (1)
(1)
Где  — тепловое увеличение (уменьшение) диаметра валка по середине бочки относительно края, мм;
— тепловое увеличение (уменьшение) диаметра валка по середине бочки относительно края, мм;
D—диаметр валка, мм;
 —температура поверхности валка посередине бочки,
—температура поверхности валка посередине бочки,  ;
;
 — температура поверхности валка у края бочки,
— температура поверхности валка у края бочки,  ;
;
 —коэффициент линейного расширения (для стали =0,000013, для чугуна = 0,000011).
—коэффициент линейного расширения (для стали =0,000013, для чугуна = 0,000011).
|
|
|
Эта формула справедлива, если валки имеют одинаковую температуру в центре и на поверхности, т. е. после прогрева до состояния теплового равновесия. Было проведено исследование температурного режима рабочих и опорных валков непрерывного листового стана 1680. Температура поверхности валков замерялась контактной хромель-копелевой термопарой, у которой спай покоился на войлочной подушке для предохранения от поломок. При этом валки по радиусу были прогреты одинаково. Замер температуры производился в разных сменах, при различных режимах работы стана и при прокатке полос разной ширины. Средняя сменная производительность стана составляла около 1 тыс.т. На рис. 2 приведены максимальные и минимальные температуры середины поверхности бочки рабочих валков стана 1680. Для наглядности графика точки, показывающие значения температур, условно соединены линиями. Из приведенного графика следует, что температура рабочих валков колеблется от 20° до 60°. При увеличении производительности стана максимальная температура рабочих валков увеличивается до 70°—80° С.Рабочие валки черновых клетей обычно имеют температуру ниже рабочих валков чистовых клетей, что объясняется меньшей длиной раската в первых клетях. Температура верхних нижних рабочих валков черновой и чистовой групп приблизительно одинакова. На рис. 3 представлен график максимальных и минимальных температур середины поверхности бочки опорных валков стана 1680.Тепловая выпуклость валков обусловливается не абсолютной температурой валка, а перепадом температуры между серединой и краем бочки. Во всех случаях замеров температуры по длине бочки рабочих валков (см. рис. 1) установлено, что середина валка (точка 3) нагрета сильнее, чем часть бочки, соответствующая краю прокатываемой полосы (точка 2) и краю бочки (точка 1). В зависимости от режима работы стана перепад температуры по длине бочки рабочих валков составляет в черновой группе 4—12°, а чистовой группе 5—30° (рис. 4). Максимальный перепад температуры рабочих валков чистовой группы значительно выше, чем черновой. Для опорных валков всех клетей стана средний перепад температуры составляет не больше 2° (рис. 5), что создает тепловую выпуклость 0,025мм.Исследования показали, что температура рабочих валков и перепад температуры по длине бочки рабочих валков падает с увеличением ширины полосы. Тепловые выпуклости рабочих валков для минимального и максимального перепада температур, представлены на рис. 6.
|
|
|
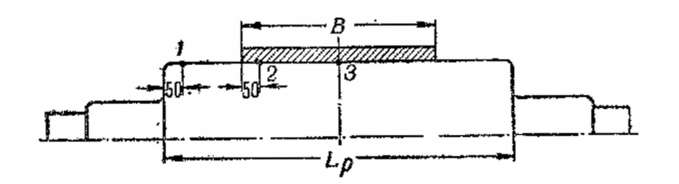 Рис. 1. Схема замера температуры поверхности рабочих валков
Рис. 1. Схема замера температуры поверхности рабочих валков
|
 Рис. 2. Максимальные (а) и минимальные (б) температуры середины поверхности бочки рабочих валков стана 1680: 1 — верхний валок; 2 — нижний валок
Рис. 2. Максимальные (а) и минимальные (б) температуры середины поверхности бочки рабочих валков стана 1680: 1 — верхний валок; 2 — нижний валок
|
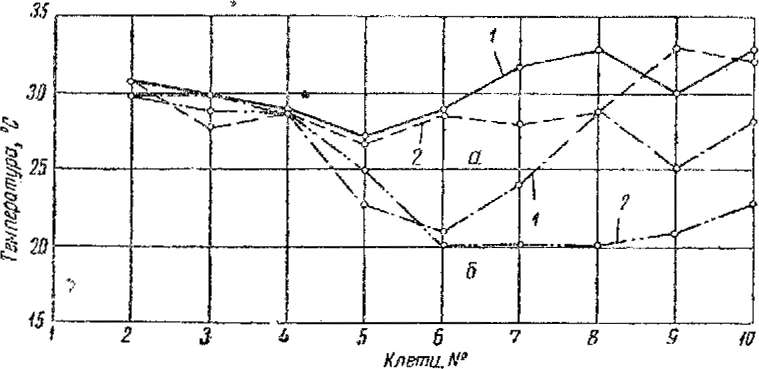 Рис. 3. Максимальные (а) и минимальные (б) температуры середины поверхности бочки опорных валков стана 1680:
1 — верхний валок; 2 — нижний валок
Рис. 3. Максимальные (а) и минимальные (б) температуры середины поверхности бочки опорных валков стана 1680:
1 — верхний валок; 2 — нижний валок
|
 Рис. 125. Максимальный (а) и минимальный (б) перепад температуры по длине бочки рабочих валков стана 1680:
1 — верхний валок; 2 — нижний валок
Рис. 125. Максимальный (а) и минимальный (б) перепад температуры по длине бочки рабочих валков стана 1680:
1 — верхний валок; 2 — нижний валок
|
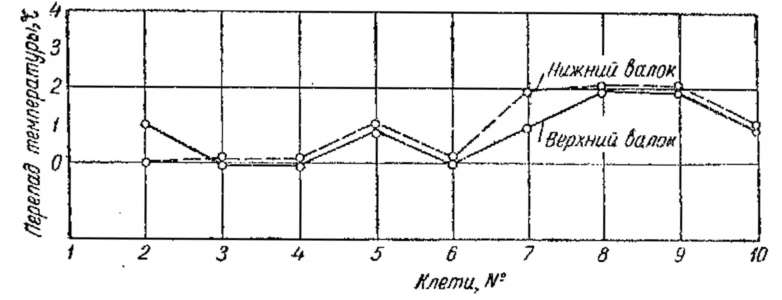 Рис. 126. Перепад температуры по длине бочки опорных валков
Рис. 126. Перепад температуры по длине бочки опорных валков
|
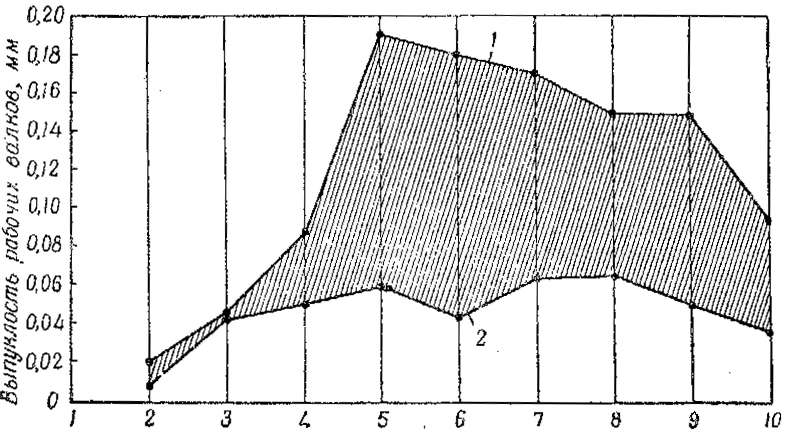 Рис. 127. Тепловая выпуклость рабочих валков стана 1680: 1 — максимальная; 2 — минимальная
Рис. 127. Тепловая выпуклость рабочих валков стана 1680: 1 — максимальная; 2 — минимальная
|
Заключение
При сравнении тепловой выпуклости с холодной выпуклостью рабочих валков в состоянии завалки в клеть, видно, что тепловая выпуклость составляет значительную величину от общей выпуклости, особенно на рабочих валках чистовой группы. Величина тепловой выпуклости может быть изменена путем регулирования количества воды, подаваемой на валки для охлаждения. При более интенсивном охлаждении середины валков тепловая выпуклость уменьшается. Такой же эффект можно получить уменьшением подачи воды на края бочки валка.
|
|
|
