 |


Эскиз детали и технологичность конструкции
|
|
|
|
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ОТЛИВКИ
Курсовая работа
по технологии конструкционных материалов
Пояснительная записка
Студент: Самочернов
Группа: ММ-
Руководитель:
Екатеринбург
Содержание
Аннотация. 3
Введение. 4
Характеристика материала детали. 5
Эскиз детали и технологичность конструкции. 6
Выбор способа формовки и ее разновидность. 8
Выбор положения отливки в форме и плоскости разъема модели и формы.. 9
Припуски на механическую обработку и технологические припуски отливки. 10
Конструкция и расчет литниковой системы.. 13
Библиография: 15
Аннотация
Темой курсовой работы является разработка технологического процесса изготовления стальной отливки литьем в разовые песчаные формы. Цель данной работы заключается в ознакомлении с методикой и основными приемами разработки практической технологии литья.
Введение
Важнейшей заготовительной базой машиностроения является литейное производство, на долю которого приходится около половины выпуска всех заготовок для изготовления деталей машин. Инженеру-механику важно знать не только общие принципы производства литых заголовок (отливок), но и особенности разработки их технологии. Выбор правильной конструкции литой детали решает комплекс вопросов ее последующего изготовления. Это экономное расходование материалов, уменьшение объема и упрощение операций механической обработки, очистки, отделки и сварки литых заготовок, долговечность их службы, возможность применения более дешевых сплавов, обладающих лучшими литейными свойствами, наконец, общее снижение себестоимости литых заготовок, определяемой не только в момент выхода из литейного цеха, но и в условиях эксплуатации.
|
|
|
Добиваться повышения качества - значит, уменьшить трудозатраты и сберегать материальные ресурсы. Решение этой задачи должно идти через технологичность конструкции, ибо она определяет возможность изготовления литой детали при минимальных трудовых и материальных затратах.
Качество производимой литой заготовки определяется в первую очередь качеством литейной формы, качеством приготовленного металлического расплава и качеством заливки его в форму.
Большинство отливок получают литьем в разовые песчаные формы, изготавливаемые из формовочной смеси, в состав которой входят кварцевый песок, огнеупорная глина, вода и специальные добавки. Темой настоящей курсовой работы является разработка технологического процесса изготовления чугунной отливки литьем в разовые песчаные формы.
Для изготовления корпуса дан чугун марки СЧ 20 ГОСТ 1412-85. Содержание углерода и других элементов приведено ниже в таблице 1.
Характеристика материала детали
Для изготовления отливки используем: Серый чугун СЧ20.
Вид поставки - отливки ГОСТ 1412-79.
Назначение – станины станков, салазки, зубчатые колеса, маховики, тормозные барабаны, диски сцепления, гидроцилиндры, гильзы, корпусы гидронасосов, золотников и клапанов среднего давления (до 80 кгс/см2).
Химический состав, %
| Марка | С | Si | Мп | S | Р |
| % | не более | ||||
| СЧ20 | 3,3 - 3,5 | 1,4 – 2,4 | 0,7 – 1,0 | 0,15 | 0,2 |
Таблица 1
Механические свойства (ГОСТ 1412-79)
Предел прочности при растяжении σв = 200 МПа
Предел прочности при изгибе σи = 400 МПа
Твердость по Бриннелю HB = 170 - 241 кгс/мм2
Относительное удлинение δ = 0,2 – 0,4%
Технологические свойства
Свариваемость - ограниченно свариваемая. Способы сварки РДС, АДС под газовой защитой, ЭШС. Рекомендуется подогрев и последующая термообработка.
|
|
|
Склонность к отпускной хрупкости - не склонна.
Литейные свойства
Температура начала затвердевания, С................................ 1480-1490 /
Показатель трещиноустойчивости, Кт.у............................... 0,8
Склонность к образованию усадочной раковины, Ку р..... 1,2
Жидкотекучесть, Кж т............................................................................................................ 1,0
Литейная усадка, %.............................................................. 1,1
Объемная усадка, %............................................................. 3,3
Склонность к образованию усадочной пористости, Ку р....... 1,0
Эскиз детали и технологичность конструкции
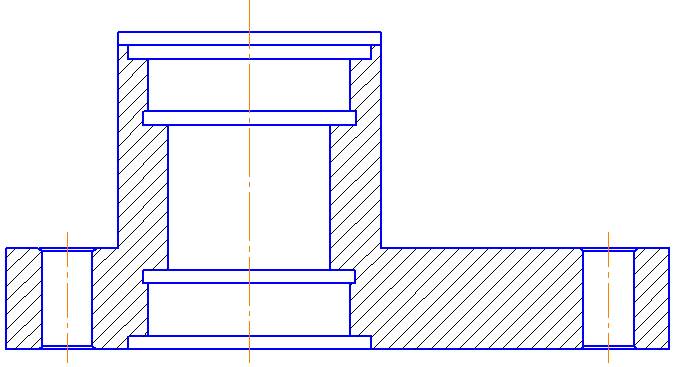
Эскиз детали
Деталь – корпус. Отливка относится ко второй группе сложности. Внешнее очертание и конструкция детали простые.
Отверстие диаметром 96 мм выполняется с помощью стержня. Два отверстия диаметром 30 мм в отливке отсутствуют. Они выполняются последующей механической обработкой (высверливаются). Конструкция отливки отличается от конструкции готовой детали: в отливке отсутствуют фаски, два отверстия диаметром 30 мм, две внутренние проточки диаметром 126 мм, внутренние цилиндрические поверхности диаметрами 144 мм и 120мм. Выше перечисленные элементы получаются последующей механической обработкой отливки. Такие конструкционные изменения позволяют упростить изготовление формы.
Форму изготавливаем с одним плоским разъемом.
Для обеспечения необходимой прочности назначим наименьшую толщину стенок отливки по формуле:
где L – наибольший габаритный размер детали.
 | |||
 |
Чтобы исключить осыпание формовочной смеси в углах модели при ее извлечении из формы, а также, чтобы обеспечить одновременное затвердевание металла после заливки, выполняют скругления при сопряжении стенок отливки. При сопряжении стенок одинаковой толщины во всех случаях, когда позволяет конструкция литой детали, целесообразно применять максимальные радиусы скруглений R = (3 - 5)t. При определении
минимальных радиусов сопряжения стенок различной толщины можно пользоваться тем же соотношением, заменив t средним арифметическим толщин сопрягаемых стенок.
R = 4 *10,55 = 42,2 мм.
Округляем до ближайшего стандартного значения R = 42 мм.
|
|
|
|
|
|
