 |


Внедрение контроля качества в кайдзен
|
|
|
|
Хотя менеджмент обычно озабочен такими вопросами, как производительность и качество, тема данной книги — взглянуть на обратную сторону картины — стратегию кайдзен.
В чем бы ни заключалась сущность качества или производительности, кайдзен всегда был оборотной стороной медали по отношению к этим понятиям. Как только речь заходит о кайдзен, все становится удивительно просто. Прежде всего, никто не ставит под сомнение ценность совершенствования, которое носит всеобщий характер, само по себе — благо и хорошо уже по определению. В какой бы сфере деятельности ни имело место усовершенствование, оно, в конечном счете, ведет к повышению качества и производительности.
Отправная точка для совершенствования — выявление потребности. Для этого требуется признать наличие проблемы. Если она не выявлена, значит, нет нужды в совершенствовании. Самоуспокоенность и самодовольство — заклятые враги кайдзен. Следовательно, эта концепция делает акцент на признание проблемы и дает ключ к ее выявлению.
Если проблема известна, ее нужно решать. Таким образом, кайдзен, кроме того, представляет собой процесс решения проблемы и на практике требует использования различных инструментов. С решением любой проблемы совершенствование выходит на новые рубежи. Это следует отразить в новых стандартах, чтобы закрепить достижения. Следовательно, кайдзен требует также стандартизации.
Такие термины, как КК (контроль качества), SQC (статистический контроль качества), кружки КК, TQC (или CWQC — контроль качества в масштабе всей компании), часто упоминаются в связи с кайдзен. Чтобы избежать путаницы, ниже мы проясним эти термины.
В широком смысле термин качество применим ко всему, что можно улучшить. С этой точки зрения качество свойственно не только товарам и услугам, но и методам работы людей, машин и механизмов, а также системам и процедурам. Оно свойственно всем аспектам деятельности человека. Поэтому удобнее говорить о кайдзен, а не о качестве или производительности.
|
|
|
Английское слово improvement (совершенствование, улучшение) в западном контексте чаще всего применяется к оборудованию, а не к человеческому фактору. Понятие кайдзен, в отличие от него, носит всеобъемлющий характер и может применяться к любому аспекту деятельности человека. Однако при этом не следует забывать, что термины «качество» и «контроль качества» играют жизненно важную роль в развитии кайдзен в Японии.
Сразу после поражения, которое страна потерпела во время войны, Хадзимэ Карацу, технический консультант Matsushita Electric Industrial, работал с NTT (Nippon Telegraph and Telephon Public Corp.) как начинающий инженер по контролю качества. У NTT были серьезные проблемы. «Кому бы я ни пытался позвонить, я неизменно ошибался номером», — вспоминает Карацу. Сознавая катастрофическое положение дел, сотрудники генерала Макартура пригласили нескольких американских специалистов по контролю качества из Western Electric, чтобы исправить ситуацию в NTT. Американские эксперты сказали менеджменту компании, что единственный выход — применение контроля качества. Карацу рассказывает: «Мы самолюбиво сообщили им, что применяем в NTT контроль качества по-японски. Но когда они захотели взглянуть на наши контрольные карты, мы даже не представляли, о чем идет речь!»
После столь позорного начала в конце 1940-х гг. в Японии стали приниматься меры по совершенствованию методов контроля качества. Примером было учреждение подкомитета по контролю качества в Union of Japanese Scientists and Engineers (JUSE). Примерно в это же время Japanese Standard Association организовала семинары по статистическому контролю качества.
|
|
|
В марте 1950 г. JUSE начала издавать журнал Statistical Quality Control. В июле того же года в Японию для преподавания статистических методов контроля качества на 8-дневном семинаре, организованном JUSE, был приглашен У. Э. Деминг. В 1950-х гг. он посетил Японию несколько раз, и во время одного из таких визитов сказал знаменитые пророческие слова о том, что скоро эта страна наводнит мировой рынок качественной продукцией.
Кроме того, ученый ознакомил японцев с одним из важнейших инструментов контроля качества, так называемым «циклом Деминга»**, который называют также колесом Деминга или циклом PDCA (Планируй — Делай — Проверяй — Воздействуй) (см. рис. 1.7). Он подчеркивал важность взаимосвязи между исследованиями, проектированием, производством и продажами для достижения более высокого качества, удовлетворяющего потребителя. Деминг учил, что это колесо следует поворачивать, исходя, прежде всего, из соображений качества и ответственности за него. При соблюдении этих условий, утверждал он, компания сможет завоевать доверие потребителя, добиться признания своей продукции на рынке и процветания.
 Рис. 1.7. Колесо Деминга
Рис. 1.7. Колесо Деминга
В июле 1954 г. в Японию был приглашен Дж. М. Джуран для проведения семинара JUSE по менеджменту качества. Впервые вопрос качества рассматривался с точки зрения общего менеджмента.
Кружок контроля качества (КК) представляет собой малую группу, которая постоянно и добровольно работает в цехе в рамках существующей в компании общей программы по контролю качества, саморазвитию, взаимному образованию и управлению процессом и совершенствованием. Деятельность кружков КК — это лишь часть программы, которая разворачивается в масштабах компании; TQC или CWQC никогда не исчерпывается только их работой.
Без сомнения, кружки КК сыграли важную роль в повышении качества продукции и производительности в Японии. Однако зарубежные наблюдатели часто преувеличивают их значение, полагая, что они служат основой всеобщего контроля качества в стране. Это глубочайшее заблуждение, в особенности если речь идет о японском менеджменте. Объем работ кружков КК обычно составляет от 10 до 30% общего объема работ по TQC.
За этими преобразованиями менее заметна эволюция самого термина «контроль качества» (КК) в Японии. Как и во многих западных компаниях, он изначально применялся по отношению к производственному процессу, в частности, к технической инспекции для отбраковки не соответствующего требованиям входного сырья или продукции на выходе поточной линии. Но очень скоро пришло понимание того, что контроль такого рода не позволяет повысить качество продукции, которое следует создавать в ходе производства. Фраза «Встраивать качество в процесс» была (и остается) актуальной для Японии. После выступлений Деминга именно на этой стадии стали применять контрольные карты и другие статистические инструменты.
|
|
|
Лекции Джурана в 1954 г. осветили еще один аспект проблемы. Впервые в Японии КК стал рассматриваться как жизненно важный инструмент менеджмента. С этого момента этот термин стал обозначать как сам контроль качества, так и методы общего совершенствования эффективности управления.
Первоначально КК применялся в тяжелой промышленности, в частности, при производстве стали. Поскольку в этих отраслях нужен инструментальный контроль, применение SQC (статистического контроля качества) было жизненно важным. По мере того как КК распространился на машиностроение и автомобильную промышленность, где очень важен контроль производственного процесса, потребность в SQC стала еще более острой.
Сегодня менеджмент подчеркивает важность учета качества до начала разработки и проектирования, и это означает, что с самого начала анализируется информация о запросах потребителя и применяется маркетинг.
Тем временем КК превратился в полноправный инструмент менеджмента кайдзен, в котором принимают участие все сотрудники. Такую деятельность, которая осуществляется в масштабе всей организации, часто называют TQC (всеобщий контроль качества) или CWQC (контроль качества в масштабе всей компании). Какое бы название ни использовалось, TQC или CWQC обозначают деятельность в русле кайдзен, в которую вовлечены все сотрудники компании, от менеджеров до рабочих. С годами КК превратился в SQC, а затем в TQC или CWQC, и каждый раз, выходя на новый уровень, контроль качества повышал эффективность управления. Поэтому такие слова, как КК и SQC, стали почти синонимами кайдзен. Именно поэтому, рассказывая, что такое кайдзен, я постоянно обращаюсь к таким понятиям, как КК, TQC и CWQC.
|
|
|
С другой стороны, функция контроля качества в изначальном смысле слова остается в силе. Обеспечение качества по-прежнему неотъемлемая часть менеджмента, и большинство компаний имеют в своем составе отдел ОК (обеспечения качества). Некоторую путаницу вносит то, что мероприятия TQC или CWQC иногда проводятся отделом обеспечения качества, а иногда — отдельной службой TQC. Поэтому важно, чтобы понятия, связанные с КК, рассматривались в контексте.
СИСТЕМА 5С
5S — система организации и рационализации рабочего места. Была разработана в послевоенной Японии.
5S — это пять японских слов:
· Сэири (整理) «сортировка» — чёткое разделение вещей на нужные и ненужные и избавление от последних.
· Сэитон (整頓) «соблюдение порядка» (аккуратность) — организация хранения необходимых вещей, которая позволяет быстро и просто их найти и использовать.
· Сэисо (清掃) «содержание в чистоте» (уборка) — соблюдение рабочего места в чистоте и опрятности.
· Сэикэцу (清潔) «стандартизация» (поддержание порядка) — необходимое условие для выполнения первых трёх правил.
· Сицукэ (躾) «совершенствование» (формирование привычки) — воспитание привычки точного выполнения установленных правил, процедур и технологических операций.
| · |
Цели 5S
1. Снижение числа несчастных случаев
2. Повышение уровня качества продукции, снижение количества дефектов
3. Создание комфортного психологического климата, стимулирование желания работать
4. Повышение производительности труда (что в свою очередь ведёт к повышению прибыли предприятия и соответственно повышению уровня дохода рабочих).
Принципы 5S
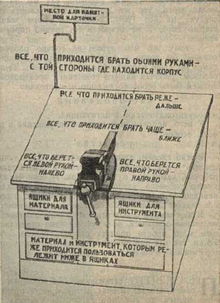

При разработке японской системы менеджмента использовались разработки А. К. Гастева и Центрального института труда (ЦИТ), Схема «Правильное расположение инструмента» из памятки ЦИТ, 1924
Сортировка
Все материалы, оборудование и инструмент сортируют на:
· нужные всегда — материалы, которые используются в работе в данный момент;
· нужные иногда — материалы, которые могут использоваться в работе, но в данный момент не востребованы;
· ненужные — брак, неиспользуемые инструменты, тара, посторонние предметы. В процессе сортировки ненужные предметы помечают «красной меткой» и затем удаляют из рабочей зоны.
Соблюдение порядка
|
|
|
Расположение предметов отвечает требованиям:
· безопасности;
· качества;
· эффективности работы.
Четыре правила расположения вещей:
1. на видном месте;
2. легко взять;
3. легко использовать;
4. легко вернуть на место.
Содержание в чистоте
Рабочая зона должна поддерживаться в идеальной чистоте.
Порядок действий:
1. Разбить линию на зоны, создать схемы и карты с обозначением рабочих мест, мест расположения оборудования и т. п.
2. Определить специальную группу, за которыми будет закреплена зона для уборки.
3. Определить время проведения уборки:
· утренняя: 5-10 мин. до начала рабочего дня
· обеденная: 5-10 мин. после обеда
· по окончании работы: после прекращения работы, во время простоев
Стандартизация
Этот принцип требует формального, письменного закрепления правил содержания рабочего места, технологии работы и других процедур.
Необходимо создать рабочие инструкции, которые включат в себя описание пошаговых действий по поддержанию порядка. А также вести разработки новых методов контроля и вознаграждения отличившихся сотрудников.
Совершенствование
Выработка привычки ухода за рабочим местом в соответствии с уже существующими процедурами, а также неуклонное совершенствование самой системы.
Важные моменты:
· Наблюдение за работой оборудования, за рабочим местом, чтобы облегчить их обслуживание.
· Использование фотографий ДО/ПОСЛЕ для сравнения того, что было, и какой конечный результат.
· Организация аудитов, чтобы оценить эффективность внедрения программы 5S.
Философия 5S
Некоторых вводит в заблуждение формулировка данной концепции.
5S — это не просто «стандартизация уборки». 5S — это философия малозатратного, успешного, бережливого производства.
Данная философия/концепция производства подразумевает, что каждый сотрудник предприятия от уборщицы до директора выполняют эти 5 простых правил. Основной плюс — эти действия не требуют применения новых управленческих технологий и теорий.
Внедрение
Одна из популярных методик внедрения системы предлагает разбить процесс внедрения на 5 этапов[1]:
· Ознакомление с принципами и принятие системы
· Наведение порядка и делегирование ответственности
· Регулярность действий и периодический контроль
· Закрепление процедур и усиление требований
· Постоянное совершенствование
На очередном этапе фиксируется достижение определенных показателей по каждому из пяти слагаемых 5S, что позволяет придать внедрению планомерную форму и сократить сопротивление персонала изменениям. При таком подходе обеспечивается более полное вовлечение всех работников в процесс.
СИСТЕМА ТРМ
TPM (Total Productive Maintenance) - cистема всеобщего ухода за оборудованием была разработана в начале 1970-х годов в Японии, в рамках производственной системы фирмы Toyota. Необходимость в создании такой системы возникла из-за огромных потерь, вызываемых простоем технологического оборудования. Система ТРМ охватывает все основные виды деятельности компании – проектирование, производство и управление. Ключевым направлением развертывания системы TPM является самостоятельное обслуживание оборудования оператором.
В системе ТРМ используют различные методы и решения, ставятся цели:
· Главная цель – эффективность использования оборудования;
· Создание комплексной системы предотвращения потерь;
· Привлечение сотрудников всех отделов компании, связанных с эксплуатацией и обслуживанием оборудования;
· Участие каждого сотрудника компании – от высокого руководства до простого рабочего;
· Привлечение бригад рабочих к деятельности по достижению «нуля дефектов».TPM (Total Productive Maintenance)
TPM (Всеобщий уход за оборудованием) (англ. Total Productive Maintenance, TPM) — концепция менеджмента производственного оборудования, нацеленная на повышение эффективности технического обслуживания. Метод Всеобщего ухода за оборудованием построен на основе стабилизации и непрерывному улучшению процессов технического обслуживания, системы планово-предупредительного ремонта, работы по принципу «ноль дефектов» и систематического устранения всех источников потерь.
TPM означает в свободном переводе „всеобщее эффективное техническое обслуживание“. При этом "всеобщее" относится не только к производительному и экономичному техническому обслуживанию, но и ко всей полной системе эффективного ухода за оборудованием в течение его срока службы, а также к включению в процесс каждого отдельного сотрудника и различных отделов через привлечение отдельных операторов к техническому обслуживанию. Более того, при применении TPM требуется определенные обязательства со стороны руководства предприятия.
В системе Всеобщего ухода за оборудованием речь идет не об исключительной проблеме содержания в исправности оборудования, а о широком понимании обслуживания средств производства как интеграции процессов эксплуатации и технического ухода, раннем участии ремонтного персонала в разработке графиков обслуживания оборудования и точном учете состояния оборудования для целенаправленного содержания его в исправности. TPM играет важную роль, в частности, в управлении производством в системе «точно вовремя», так как наличие обусловленных содержанием в исправности помех ведут к потерям времени, которые увеличиваются по всей цепочке создания добавленной стоимости. Обоснование для включения Всеобщего ухода за оборудованием в философию бережливого производства (Lean manufacturing, TPS) представлено на схеме 1.
Схема 1. Включение TPM в решение проблем предотвращения потерь.
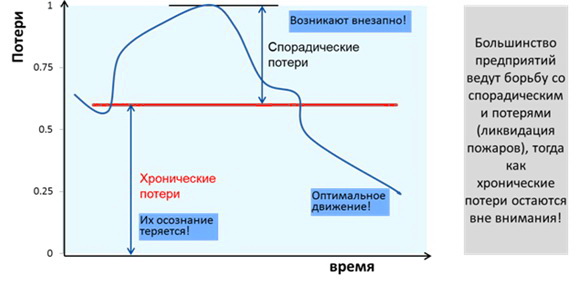
Целью внедрения TPM является устранение хронических потерь:
· Выход из строя оборудования
· Высокое время переналадки и юстировки
· Холостой ход и мелкие неисправности
· Снижение быстродействия (скорости) в работе оборудования
· Дефектные детали
· Потери при вводе в действие оборудования.
Восемь принципов TPM
1. Непрерывное улучшение: нацеленное на практику предотвращение 7 видов потерь.
2. Автономное содержание в исправности: оператор обрудования должен самостоятельно проводить осмотр, работы по чистке, смазочные работы, а также незначительные работыпо технического обслуживанию.
3. Планирование технического обслуживания: обеспечение 100%-й готовности оборудования, а также проведение мероприятий кайдзен в области технического обслуживания.
4. Тренировка и образование: сотрудники должны быть обучены в соответствии с требованиями по улучшению квалификации для эксплуатации и технического ухода за обрудованием.
5. Контроль запуска: реализовать вертикальную кривую запуска новой продукции и обрудования.
6. Менеджмент качества: реализация цели "нулевые дефекты в качестве" в изделиях и обрудовании.
7. TPM в административных областях: потери и расточительство устраняются в непрямых производственных подразделениях.
8. Безопасность труда, окружающая среда и здравоохранение: требование преобразование аварий на предприятии в нуль.
Автономное содержание в исправности – важнейший принцип TPM. Ее цель минимизировать потери эффективности, которые возникают из-за отказов устройств, коротких остановок, брака и т. д. Для этого все большая часть необходимой деятельности по техническому обслуживанию (чистка, смазка, технический осмотр устройств) упрощается, стандартизируется и постепенно передается на места в обязанности сотрудников. Вследствие этого сотрудники отдела главного механика освобождаются, с одной стороны, от текущей рутинной деятельности, так что они получают большее время для разработки и проведения мер по улучшению. С другой стороны, теперь оборудование (устройства) могут обеспечиваться необходимым техническим обслуживанием, которая ранее не могла предоставляться в распоряжение вообще либо своевременно из-за отсутствия надлежащих ресурсов.
Концепция TPM разработана в Японии в конце 60- начале 70-х годов в фирме "Ниппон Дэнсо", поставщике электрооборудования для корпорации Тойота, во взаимосвязи с формирование Производственной системы Тойота (TPS). В начале 90-х годов прошлого столетия TPM в разных вариантах внедрялась на предприятиях всего мира. Известно утверждение основателя TPS Тайити Оно: «Силы Тойота приходят не благодаря излечению процессов, а благодаря предупредительному техническому обслуживанию оборудования».
Внедрение метода Всеобщего ухода за оборудованием в TPS описывается последовательностью, представленной на схеме 2.
Схема 2. Системный образ действий при внедрении ТРМ в Производственной системы Тойота.

Как эффективный инструмент бережливого производства метод Всеобщего ухода за оборудованием в последнее время активно внедряется в России на многих предприятиях
СИСТЕМА КАНБАН
Канбан (яп. カンバン камбан ?)[1] — система организации производства и снабжения, позволяющая реализовать принцип «точно в срок». Слово «камбан» по-японски означает «рекламный щит, вывеска» (яп. 看板 ?), в финансовой среде устоялся вариант с ошибочной транскрипцией латинской записи японского слова (kanban).
| · |
История и описание
Разработана и впервые в мире реализована фирмой «Toyota»[2]. В 1959 году эта фирма начала эксперименты с системой канбан и в 1962 году запустила процесс перевода всего производства на этот принцип. В основе канбана лежат теоретические построения Фредерика Тейлора, Генри Форда[ источник не указан 166 дней ].
В основе организации производства фирмы «Toyota» лежит годовой план производства и сбыта автомобилей, на базе которого составляются месячные и оперативные планы среднесуточного выпуска на каждом участке, основанные на прогнозировании покупательского спроса (период упреждения — 1 и 3 месяца). Суточные графики производства составляются только для главного сборочного конвейера. Для цехов и участков, обслуживающих главный конвейер, графики производства не составляются (им устанавливаются лишь ориентировочные месячные объёмы производства).
Постоянное использование философии «точно в срок» позволяет раскрыть не обнаруженные до сих пор дефекты. Так как запасы продукции и деталей могут скрывать проблемы на производстве, то при их уменьшении ежедневный контроль выявит, к примеру, неисправности или простои[2].
Применимость
Чистый канбан применим только для штучного производства, так как при производстве товара большими партиями, требующем долгой переналадки оборудования, или если хранение деталей обходится слишком дорого, нецелесообразно стремиться к тому, чтобы быстро передать детали с участка дальше[2].
Виды
| В этом разделе не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. Вы можете отредактировать эту статью, добавив ссылки на авторитетные источники. Эта отметка установлена 9 ноября 2012. |
Тарный канбан
Представляет собой единицу тары, на которой находится бирка «канбан». Бирка «канбан» на контейнере закреплена жёстко и содержит следующую информацию:
· наименование детали;
· номер детали;
· количество деталей;
· адрес получателя детали;
· адрес отправителя детали.
Система заказа деталей и узлов по тарному канбану осуществляется следующим образом: по мере окончания деталей в первом тарном канбане оператор убирает его с рабочего места на нижний ярус стеллажа (нижний ярус стеллажа является местом для складирования заказов оператора и получением заказов транспортировщиком) и работает из второго. Транспортировщик забирает порожнюю тару и, поскольку к таре прикреплён канбан, осуществляется обратная связь между оператором и кладовщиком через транспортировщика для заказа материалов.
Тарный канбан имеет недостаток — требуется дополнительное количество тары на каждую единицу детали или комплектующие при создании склада.
Карточный канбан
Представляет собой карточку, имеющую:
· цвет карточки;
· адрес отправителя детали;
· наименование детали, номер детали, количество деталей или узлов, необходимое для поставки по адресу получателя;
· адрес получателя детали.
Один из вариантов цветовой гаммы:
· Синий — производственный канбан (между производственной линией и зоной выдачи);
· Красный — складской канбан (между складом и зоной выдачи);
· Зелёный — межцеховой канбан(между цехами, производствами заводами и так далее).
Программный канбан
Одна из новых разновидностей управления веб-разработкой. Перспективный вариант для веб-студий и фрилансеров, работающих с большим количеством заказов. Технология работает по тому же принципу, что и карточный канбан, но при помощи специального программного обеспечения. В случае массового распространения данного средства управления можно будет более точно планировать сроки на выполнение каких либо работ, а также лучше управлять проектами и потоком финансов[
Принципы
| В этом разделе не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. Вы можете отредактировать эту статью, добавив ссылки на авторитетные источники.. |
· Бирка должна находиться в таре с деталями или быть прикреплена к ним.
· Два канбана на рабочем месте, то есть на одном рабочем месте допускается иметь две нормы деталей. Этот принцип распространяется только на мелкие и средние детали, транспортировка которых осуществляется в специальной таре — данный принцип устанавливает время на транспортировку деталей.
· Отсутствие бракованных деталей на производственной линии (конвейере), так как если бракованные детали будут попадать на конвейер, будет отсутствовать стабильная работа транспортировщика и работа конвейера.
· Формирование новой схемы складского хозяйства:
o склад должен быть один, максимально приближённый к конвейеру;
o склад формируется по принципу магазина самообслуживания — транспортировщик движется по складу и сам собирает в тележку необходимые детали и сборочные единицы;
o детали и комплектующие в нужном количестве должны быть подготовленные для транспортировщика кладовщиком, одним из самых важных факторов является отсутствие пересчёта, либо быстрый пересчёт (мерная, ячеистая тара). Передача деталей и комплектующих от транспортировщика оператору также должна осуществляться без пересчёта — на первый план выходит доверие людей друг другу.
Для рационального использования рабочего времени кладовщика, транспортировщика и других необходимо применить или упростить систему документооборота (например, применить штрих-кодирование).
СИСТЕМА PPS
- Productions - Plannung und Steurung (нем.) - автоматизированная система подготовки, планирования и управления производством. Система PPS обеспечивает выполнение заказов, планирование объема производства и сроков изготовления, а также контроль и управление производственным процессом. Система PPS получает текущую информацию о состоянии производства от системы оперативного учета.
|
|
|
