 |


Технологический процесс производства
|
|
|
|
Выпускаемая продукция Камышенской фабрики: товарная пряжа и суровая ткань.
Хлопок поступает на хлопковый склад с хлопкоочистительных заводов по железнодорожным путям в туго спрессованных кипах массой 180-200 кг. Со склада поступает на сортировочно-трепальный участок, где спрессованные пласты хлопка, подвергаясь растаскиванию и ударному воздействию игл, планок бил, делятся на отдельные клочки, одновременно очищаясь от крупных сорных примесей и пороков. Все разрыхлительно - трепальные машины объединены в один агрегат с пневматической передачей волокна из машины в машину. Автоматические устройства обеспечивают равномерность потока волокна.
Сущность процессов разрыхления и смешивания
Хлопковое волокно, поступающее на фабрику спрессованным в кипы, содержит сорные примеси, пороки, которые необходимо из него выделить, чтобы получить чистую пряжу. Поэтому на первых же стадиях обработки хлопкового волокна его подвергают интенсивному разрыхлению. Сущность процесса разрыхления заключается в уменьшении плотности хлопка и разделении его на мелкие клочки. Цель процесса разрыхления - создание лучших условий для очистки волокнистой массы от сорных примесей и пороков и хорошего перемешивания всех компонентов смеси.
На современных разрыхлительно-трепальных агрегатах процессы разрыхления и очистки объединены и являются начальной стадией обработки хлопка. Разделение хлопка на клочки вначале достигается расщипыванием грубыми иглами на машинах с игольчатыми решетками, а затем ударным воздействием рабочих органов машины с одновременной очисткой. Расщипывание хлопка осуществляется за счет захвата его двумя игольчатыми решетками, движущимися в разные стороны или в одну с разной скоростью, в результате чего клочки растаскиваются, и размер их уменьшается. Одновременно с уменьшением размеров клочков ослабляется связь между волокном и сорными примесями, часть которых выпадает.
|
|
|
Выделяющиеся при разрыхлении сорные примеси проваливаются через щели специальных колосниковых решеток, а пыль отсасывается через сетчатые барабаны с помощью вентиляторов.
Разрыхлительные агрегаты.
В последние годы требования к очистке и разрыхлению повысились, т.к. пневмопрядильные машины могут хорошо работать только при достаточной очистке волокна. Рассмотрим схему поточной линии кипа - лента.
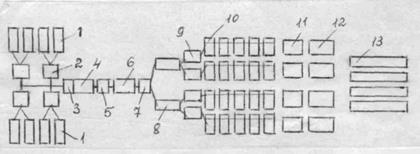
Рисунок 2.1 – Схема поточной линии кипа – лента
Агрегат состоит из 8 кипных рыхлителей РКА-2Х (1), на которые с помощью автопогрузчика устанавливаются распакованные кипы хлопка. Рыхлители производят первичное разрыхление и очистку волокна. Перемешивание хлопкового волокна из 2-х рыхлителей происходит в дозирующем бункере ДБ-1 (2), здесь же осуществляются дальнейшее разрыхление и очистка. Далее тягой воздуха волокно попадает в питатель -смеситель П-5 (3), где перемешивается волокно, поступающее со всех РКА-2Х, и создается резерв для питания последующих машин: наклонного очистителя ОН-6-3 (4), осевого чистителя ЧО (5), второго наклонного очистителя ОН-6-4 (6) с конденсером, рыхлителя горизонтального Р (7). Эти машины предназначены для разрыхления и очистки волокна от сора. Распределитель РВП-2 (распределитель волокна пневматический) направляет хлопок в бункеры двух трепальных машин ТБ-3 (8), а затем он попадает в бункеры резервных питателей чесальных машин ПРЧ-1. С одной трепальной машины ТБ-3 хлопок поступает на 2 питателя ПРЧ-1 (9). Каждый из питателей через распределитель РПЧ-5 (распределитель пневматический чесальных машин) питает хлопковым волокном 4-5 чесальных машин ЧМД-4 (10). Далее 6 лент складываются и вытягиваются на ленточной машине ЛА-54-500 (11) с авторегулятором ровноты ленты. Лента в тазах диаметром 500 мм подается на второй переход ленточных машин Л2-50-220 (12). Здесь лента укладывается в тазы диаметром 220 мм и вместимостью 7 кг, предназначенные для питания пневмомеханических прядильных машин БД-200 (13).
|
|
|
Очищающая способность такого разрыхлительно-трепального агрегата достигает 70-75%. Под очищающей способностью понимается количество угаров, пороков и сорных примесей (в процентах от начального содержания этих пороков в волокне), удаляемое из хлопкового волокна в результате разрыхления и очистки.
Вырабатываемая чесальная лента укладывается в тазы диаметром 400 мм и вместимостью до 15 кг. От кипы до чесальных машин поток не прерывается, процесс осуществляется в один переход.
При обработке хлопкового волокна на машинах разрыхлительно-трепального агрегата выделяются угары, которые состоят из сорных примесей, короткого волокна и пуха.
На поточных линиях удаление угаров и опыленного воздуха производится пневмотранспортом. На всех машинах разрыхлительно-трепального агрегата имеются вентиляторы, которые направляют запыленный воздух в пылеочищающее устройство: фильтр ФТ-1М. Этот фильтр состоит из медленно вращающегося сетчатого барабана, заключенного в спиралеобразный металлический кожух. Пыльный воздух вместе с волокном поступает по трубе к барабану и образует на нем ватку толщину которой регулируют, изменяя скорость вращения барабана. Очищенный воздух проходит внутрь сетчатого барабана и через его торцы выходит из фильтра. Данный фильтр используют на первой ступени очистки.
До 25% сорных примесей и пороков остается в хлопковом волокне, поступающем на чесальные машины. Причем эти сорные примеси и пороки находятся как на поверхности, так и внутри хлопкового волокна. Для удаления их необходимо разъединить волокна. Поэтому назначение процесса чесания, осуществляемого чесальной машиной, заключается в следующем:
- разделение клочков на отдельные волокна;
- удаление сорных примесей и пороков волокна, частичное удаление короткого волокна;
- значительное утонение слоя волокна (примерно в 100 раз);
|
|
|
- формирование ленты и укладка ее в таз.
В процессе чесания выделяются от 4 до 8% угаров. В угарах помимо короткого волокна, пороков и сорных примесей содержатся и длинные волокна, которые можно использовать в прядении.
На ленточных машинах осуществляются следующие процессы:
- вытягивание в вытяжных приборах для утонения ленты, распрямления и параллелизации волокон;
- автоматическое регулирование толщины продукта.
На ленточных машинах выделяются угары в виде пуха и подмети; количество угаров не превышает 0,3-0,5%.
Следующий этап - прядение, приготовление пряжи из ленты на прядильных пневмомеханических машинах. На прядильных машинах продукт утоняется до занятой линейной плотности, происходит скручивание волокон для придания продукту необходимой прочности и его наматывания на гильзы и патроны.
Подготовка пряжи к ткачеству.
По назначению вся потребляемая пряжа может быть разделена на основную и уточную пряжу.
Пряжа, поступающая из прядильного производства, проходит ряд подготовительных процессов.
Основную пряжу в початках перематывают в мотальном отделе на мотальных машинах на мотальные паковки, удобные для последующего процесса - снования. В процессе перематывания из пряжи удаляют прядильные пороки шишки, утолщения.
Далее пряжа направляется на снование. В процессе снования на сновальных машинах на паковку - сновальный вал навивается определенное число нитей установленной длины.
Затем основную пряжу подвергают шлихтованию. В процессе шлихтования пряжу пропитывают специальным клеящим составом, называемым шлихтой, в результате чего нити основы становятся более прочными, гладкими и стойкими к истирающим воздействиям. Одновременно, при шлихтовании нити с нескольких сновательных валов объединяют и навивают на ткацкий навой.
На пневмомеханических прядильных машинах осуществляются следующие операции:
- питание лентой;
- разделение непрерывного потока на отдельные волокна дискретизация;
- сгущение и выравнивание волокнистого потока;
- кручение со свободным концом;
- наматывание пряжи.
На прядильных машинах выделяются угары, которые все возвращаются на переработку, кроме подмети грязной в количестве 0,05-0,08%.
На ткацком станке вырыбатывается ткань определенного переплетения, плотности и ширины.
В ткацком цехе основной вид отхода - подметь грязная.
В ткацком цехе на станках вырабатывается ткань путем перекрещивания основных и уточных нитей. Это суровая ткань, которая поступает в приемно-контрольный участок, где ткань перемеривается и разбраковывается.
Затем ткань пакуют в кипы и отправляют потребителю.
|
|
|
