 |


Сварка патрубков ремонтной конструкции П7
|
|
|
|
Сборка ремонтных конструкций П7.
Для ремонта патрубков, отверстий и несанкционированных врезок применяются патрубки с усиливающей накладкой П7. Ремонтные конструкции П7 состоят из трех элементов: патрубка, эллиптической заглушки (по ГОСТ 17379) и усиливающего воротника. Конструкция патрубка представлена на рисунке 11.
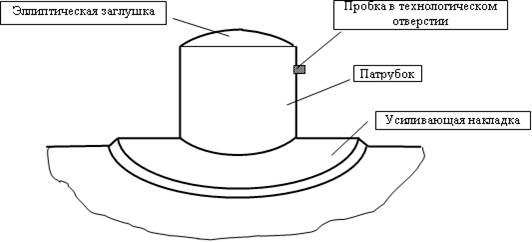
Рисунок 11 - Конструкция ремонтного патрубка П7
| П7 (80) | 
| Патрубок с усиливающей накладкой для ремонта патрубков и отверстий, ликвидации недействующих отборов давления и несанкционированных врезок. Патрубок диаметром 325 мм устанавливается на трубопроводах диаметром 1220 мм |
Детали приварных патрубков изготавливаются в соответствие с рабочими чертежами и техническими условиями на поставку. После заливки жидкости технологическое отверстие закрываются винтовыми пробками и обвариваются.
В эллиптическом днище патрубка должно быть выполнено два отверстия диаметром 8 мм для выхода газов при сварке и заполнения внутренней полости композитом в соответствии с ОР-13.020.40-КТН-009-11. После окончания работы в отверстия забиваются чопы и обвариваются.
Перед сборкой и сваркой ремонтной конструкции П7 следует выполнить разметку шва «патрубок – труба», кольцевых угловых швов «усиливающая накладка - основная труба» и неразрушающий контроль качества этих участков.
После приварки патрубка к трубе производится установка усиливающей накладки на трубу трубопровода.
Усиливающая накладка должна плотно прилегать к поверхности трубы. Величина зазора между кромкой усиливающей накладки и трубой не должна превышать 1,0 мм на длине до 1/4 внешнего периметра усиливающей накладки.
Перед прихваткой усиливающей накладки к патрубку и к трубе, по периметру усиливающей накладки производят предварительный подогрев свариваемых поверхностей до температуры от 100 до 150°С. Не допускается выполнять прихватки при температуре свариваемых кромок ниже 100 °С.
|
|
|
Первоначально выполняется прихватка усиливающей накладки по внутреннему диаметру к патрубку. Затем выполняется прихватка усиливающей накладки к трубе.
Длина прихваток не менее 30 мм. Количество прихваток по внутреннему диаметру усиливающей накладки не менее 4. Количество прихваток к трубе по наружной стороне накладки не менее 6. Прихватки должны равномерно располагаться по длине шва.
После сварки патрубка и усиливающей накладки производится сборка эллиптического днища (заглушки) с приваренным патрубком ремонтной конструкции П7. Сборку стыка следует осуществлять с помощью наружного центратора или центрирующих приспособлений. Конструкция разделки кромок сварного соединения приведена на рисунке 22, б.
Технологический зазор в собранном стыке должен составлять от 2 до 3 мм, при этом внутреннее смещение кромок не должно превышать 2 мм. Допускаются локальные смещения кромок до 3 мм на длине не более 1/6 периметра стыка.
Предварительный и сопутствующий подогрев стыка в процессе сварки следует осуществлять согласно требованиям таблицы 6.4.
Свариваемый стык должен быть собран с помощью прихваток, равномерно распределенных по периметру стыка. Количество прихваток должно быть не менее трех, длина не менее 60 мм.
Сварка патрубков ремонтной конструкции П7
Сборку и сварку конструкции выполняют в следующем порядке:
а) сборка и приварка патрубка к трубе, включающая:
1) разметку подготовленного участка основной трубы под приварку патрубка;
2) установку патрубка в проектном положении;
3) фиксирование патрубка на трубе с помощью прихватки;
4) проверку точности ориентации патрубка, выставление сварочных зазоров, окончательную прихватку патрубка;
|
|
|
5) просушку поверхности трубы на участке приварки патрубка;
6) предварительный и сопутствующий (в процессе сварки) подогрев патрубка;
7) приварку патрубка к трубе;
9) неразрушающий контроль (визуальный и измерительный, контроль методом проникающей цветной дефектоскопии, ультразвуковой контроль) углового кольцевого шва «патрубок – труба».
б) приварка усиливающей накладки к патрубку и трубе, включающая:
1) предварительный и сопутствующий подогрев (в процессе сварки) свариваемых кромок патрубка и усиливающей накладки;
2) выполнение шва приварки усиливающей накладки к патрубку и трубе;
4) визуальный и измерительный контроль выполненного сварного шва.
в) приварка усиливающей накладки к трубе, включающая:
1) просушку поверхности основной трубы на участке выполнения нахлесточного шва;
2) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок усиливающей накладки;
3) выполнение нахлесточного шва приварки усиливающей накладки к основной трубе;
5) визуальный и измерительный контроль выполненного нахлесточного шва.
г) неразрушающий контроль выполненных сварных соединений, включающий: контроль методом проникающей цветной дефектоскопии, контроль ультразвуковым методом углового кольцевого шва «патрубок – усиливающий воротник – основная труба», нахлесточного шва «усиливающая накладка – основная труба».
д) сварка кольцевого стыка «патрубок – эллиптическое днище (заглушка)» включающая:
1) предварительный подогрев и сварку кольцевого стыка «патрубок – эллиптическое днище (заглушка)»;
2) сопутствующий (в процессе сварки) подогрев соединения «патрубок – эллиптическое днище (заглушка)»;
неразрушающий контроль физическими методами (визуальный и измерительный, радиографический и ультразвуковой контроль) кольцевого стыкового шва «патрубок – эллиптическое днище (заглушка)».
|
|
|
